一种电动自行车尾灯后壳注塑模具的制作方法
- 国知局
- 2024-08-01 03:19:02
本技术涉及尾灯注塑模具,具体为一种电动自行车尾灯后壳注塑模具。
背景技术:
1、电动车、电动自行车因其环保、便捷而得到越来越普遍的应用,尾灯作为电动车警示作用的关键部件,为其行驶的安全性起到了重要作用。现有的尾灯基本由安装座、灯座、聚光罩及灯罩构成,零部件较多,需要多个固定架进行相互固定,存在连接繁琐、安装不便的缺点;
2、现有的申请号为cn201921581417.6的一种前雾灯后壳注塑模具,具体公开了一种前雾灯后壳注塑模具,包括升降底座、模具座、支撑板、公模板、母模板、升降机构和顶出机构,所述升降底座上设有所述模具座,所述模具座上设有所述支撑板,所述支撑板上设有所述公模板,所述模具座内设有所述顶出机构,所述顶出机构包括顶出板、顶杆和伸缩杆,所述伸缩杆设在所述升降底座内,所述伸缩杆与所述顶出板连接,所述顶杆设在所述顶出板上,所述顶出板顶端穿在所述公模板内,所述升降机构设在所述升降底座内。本实用新型结构稳定,定型块的取出方便,避免了取出过程中出现瑕疵,而该申请文献中,前雾灯后壳的生产方式与电动自行车尾灯后壳的生产方式相同,皆通过模具注塑而成,而前雾灯后壳在生产过程中,通过升降机构调整母模板的位置变化,导致母模板上升下落速度较慢,影响生产速率,同时对注塑件的冷却效果较差,导致注塑件脱模时容易变形,影响产品质量,现有技术中可能已经存在了解决的技术手段,但是本案想要提供一种替代或替换的技术方案;
3、因此,设计一种电动自行车尾灯后壳注塑模具。
技术实现思路
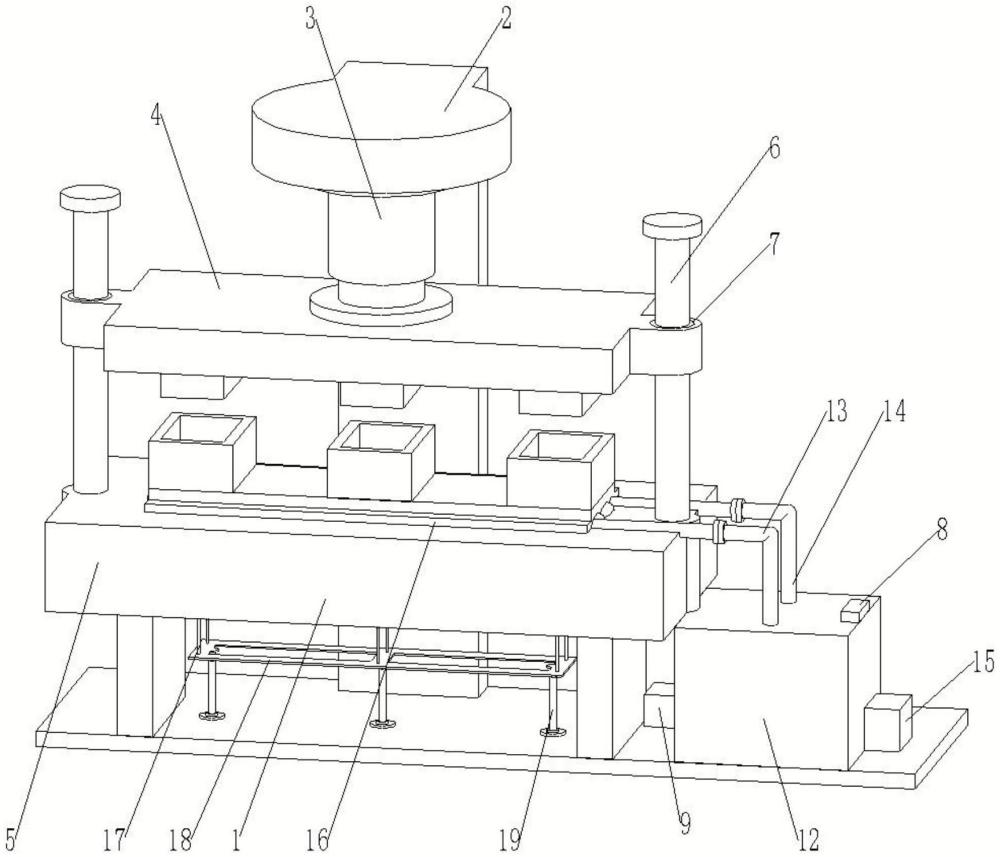
1、为实现以上目的,本实用新型通过以下技术方案予以实现:一种电动自行车尾灯后壳注塑模具,包括注塑模具本体,注塑模具本体包括放置座、支撑架、升降气缸、上模座、下模座、导向柱、顶出组件以及冷却组件;
2、支撑架安装在放置座上,升降气缸安装在支撑架上,上模座安装在升降气缸的伸缩端,下模座安装在放置座上,导向柱安装在放置座上,顶出组件安装在放置座上,冷却组件安装在放置座上。
3、优选的,上模座上设置有导向套。
4、优选的,冷却组件包括计时器、控制器、导流管、水泵、储水箱、注水管、出水管、制冷器以及导热板;
5、储水箱安装在放置座上,控制器安装在储水箱上,计时器安装在储水箱上,水泵安装在储水箱内,注水管安装在水泵输出端,导流管安装在放置座内且与注水管连接安装,出水管安装在导流管的出水端,制冷器安装在储水箱侧方,导热板安装在放置座上且上端面与下模座接触,导热板下端面与导流管接触。
6、优选的,放置座内开设有安装槽。
7、优选的,顶出组件包括顶杆、连接板以及电动推杆;
8、电动推杆安装在放置座上,连接板安装在电动推杆的伸缩端,顶杆安装在连接板上。
9、优选的,下模座上开设有顶出孔。
10、有益效果
11、本实用新型提供了一种电动自行车尾灯后壳注塑模具,与现有技术手段相比,具备以下有益效果:
12、1、本案设置有注塑结构,注塑结构中包含有冷却组件以及顶出组件,通过注塑结构各部件之间的配合,可以在不影响产品质量的前提下,实现快速开模合模,同时注塑区域设置有多个,可以实现一次开合模对多个工件的注塑加工,提高生产效率;
13、2、本案设置有冷却组件,通过冷却组件各部件之间的配合,可以对注塑的工件在开模取件前进行冷却降温处理,保证取件时,产品的质量,避免工件发生形变;
14、3.本案设置有顶出组件,通过顶出组件各部件之间的配合,可以在开模时自动顶出注塑件,方便工件的拿取。
技术特征:1.一种电动自行车尾灯后壳注塑模具,包括注塑模具本体,其特征在于,注塑模具本体包括放置座(1)、支撑架(2)、升降气缸(3)、上模座(4)、下模座(5)、导向柱(6)、顶出组件以及冷却组件;
2.根据权利要求1所述的一种电动自行车尾灯后壳注塑模具,其特征在于,放置座(1)内开设有安装槽。
3.根据权利要求1所述的一种电动自行车尾灯后壳注塑模具,其特征在于,顶出组件包括顶杆(17)、连接板(18)以及电动推杆(19);
4.根据权利要求1所述的一种电动自行车尾灯后壳注塑模具,其特征在于,下模座(5)上开设有顶出孔。
技术总结本技术公开了一种电动自行车尾灯后壳注塑模具,包括注塑模具本体,注塑模具本体包括放置座、支撑架、升降气缸、上模座、下模座、导向柱、顶出组件以及冷却组件,本技术涉及尾灯注塑模具技术领域,具备以下有益效果:本案设置有注塑结构,注塑结构中包含有冷却组件以及顶出组件,通过注塑结构各部件之间的配合,可以在不影响产品质量的前提下,实现快速开模合模,同时注塑区域设置有多个,可以实现一次开合模对多个工件的注塑加工,提高生产效率,本案设置有冷却组件,通过冷却组件各部件之间的配合,可以对注塑的工件在开模取件前进行冷却降温处理,保证取件时,产品的质量,避免工件发生形变。技术研发人员:王新峰,林强,袁长华受保护的技术使用者:天津尚隆宏业科技有限公司技术研发日:20230918技术公布日:2024/7/4本文地址:https://www.jishuxx.com/zhuanli/20240723/212357.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表