防冲5瓣孔变形的冷镦模具的制作方法
- 国知局
- 2024-08-05 12:26:03
本技术涉及冷镦模具领域,具体涉及一种防冲5瓣孔变形的冷镦模具。
背景技术:
1、现有技术中防冲5瓣孔工件的制作一般采用冲压+无心磨磨外圆,该加工工序多、生产周期长、生产效率慢、材料利用率低、加工成本高且加工的报废率较高,因此,本实用新型开发一种防冲5瓣孔变形的冷镦模具,通过冷镦成型的工艺完成防冲5瓣孔工件的成型加工。
技术实现思路
1、本实用新型的目的在于提供一种防冲5瓣孔变形的冷镦模具,用以解决现有技术中的加工效率低、成本高等问题。
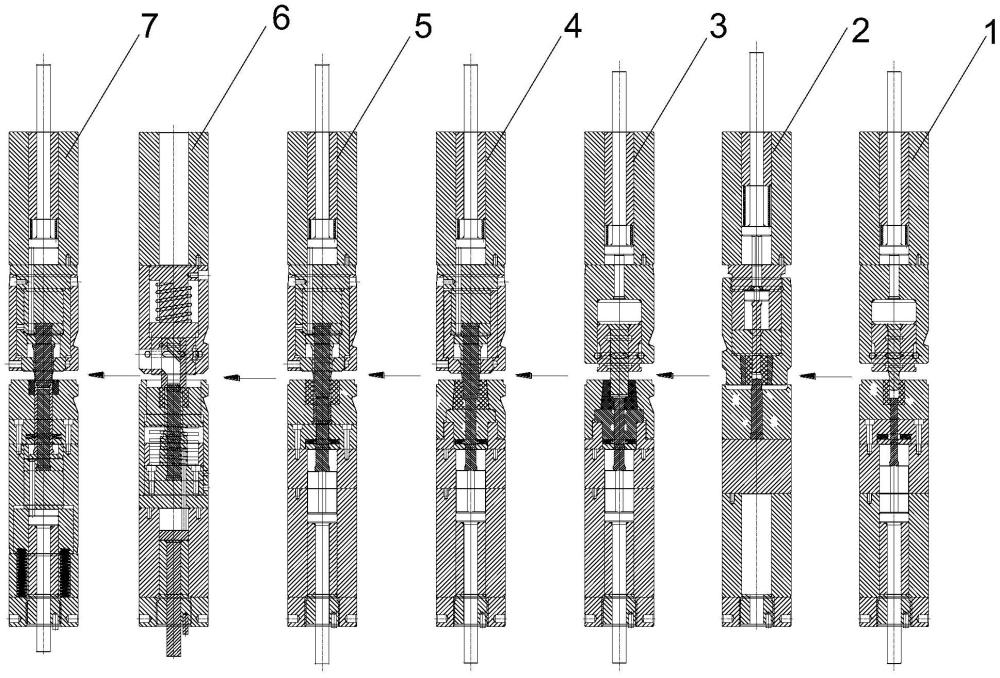
2、本实用新型提供了一种防冲5瓣孔变形的冷镦模具,包括一模、二模、三模、四模、五模、六模和七模,用于依次完成1序、2序、3序、4序、5序、6序和7序冷镦工序,
3、所述一模包括第一冲模壳和第一主模壳,所述第一冲模壳的前端嵌入安装第一冲模套,所述第一冲模套内固定安装第一冲棒,所述第一冲棒的前端设置锥形尖头,所述第一主模壳内嵌入安装第一主模,所述第一主模内设置阶梯孔,所述第一冲棒直径与该阶梯孔的大孔处孔径相同,且大孔的尾端倒角,该阶梯孔的小孔处穿设第一主模顶针,所述第一主模顶针的前端设置锥形尖头,通过第一冲棒、第一主模和第一主模顶针组成的型腔完成1序整形工序;
4、所述二模包括第二冲模壳和第二主模壳,所述第二冲模壳前端嵌入安装第二应力圈,所述第二应力圈内嵌入安装第二冲模模芯,所述第二冲模模芯内设置阶梯孔,该阶梯孔的后端小孔处穿设第二冲棒,所述第二冲棒的前端设置锥形尖头,所述第二主模壳前端嵌入安装第二主模顶针,所述第二主模顶针的前端设置锥形尖头,通过第二冲模模芯、第二冲棒和第二主模顶针组成的型腔完成2序整形倒角工序;
5、所述三模包括第三冲模壳和第三主模壳,所述第三冲模壳的前端嵌入安装第三冲模套,所述第三冲模套内固定安装第三冲棒,所述第三冲棒的前端设置圆台柱,所述圆台柱的前端设置锥形尖头,所述第三主模壳前端嵌入安装第三主模,所述第三主模内设置阶梯孔,该阶梯孔后端的小孔处穿设第三主模顶针,所述第三主模顶针的前端设置圆台柱,通过第三冲棒、第三主模和第三主模顶针组成的型腔完成3序镦粗工序;
6、所述四模包括第四冲模壳和第四主模壳,所述第四冲模壳内嵌入安装第四冲模套,所述第四冲模壳后端固定安装第四冲模后垫块,所述第四冲模后垫块的前端伸入第四冲模壳内且固定连接第四三孔垫块,所述第四三孔垫块前端连接第四冲棒,所述第四冲棒上从后到前依次套设第四冲模垫块、第四套管垫块和第四套管,所述第四三孔垫块、第四冲模垫块、第四套管垫块和第四套管均嵌入第四冲模套内,所述第四冲棒和第四套管均伸出第四冲模套,且第四冲棒伸出第四套管;所述第四主模壳前端嵌入安装第四主模,所述第四主模内设置阶梯孔,该阶梯孔后端的小孔处穿设第四主模顶针,所述第四主模顶针的前端设置圆台柱,通过第四冲棒、第四套管、第四主模和第四主模顶针组成的型腔完成4序镦粗+反挤孔工序;
7、所述五模包括第五冲模壳和第五主模壳,所述第五冲模壳内嵌入安装第五冲模套,所述第五冲模壳后端固定安装第五冲模后垫块,所述第五冲模后垫块的前端伸入第五冲模壳内且固定连接第五三孔垫块,所述第五三孔垫块前端连接第五冲棒,所述第五冲棒上从后到前依次套设第五冲模垫块、第五套管垫块和第五套管,所述第五三孔垫块、第五冲模垫块、第五套管垫块和第五套管均嵌入第五冲模套内,所述第五冲棒和第五套管均伸出第五冲模套,且第五冲棒伸出第五套管,所述第五冲棒前端设置5瓣形冲柱;所述第五主模壳前端嵌入安装第五主模,所述第五主模内设置通孔,该通孔的后端嵌入安装第五主模套管,所述第五主模套管内嵌入第五主模顶针,所述第五主模顶针的前端设置圆台柱,该圆台柱的前端面与第五套管的前端面齐平,通过第五冲棒、第五套管、第五主模、第五主模顶针和第五主模套管组成的型腔完成5序挤5瓣孔和5瓣废料工序;
8、所述六模包括第六冲模壳和第六主模壳,所述第六冲模壳前端嵌入安装第六冲模套,所述第六冲模套前端嵌入第六冲孔套管,所述第六冲孔套管的前端伸出第六冲模套,且第六冲孔套管前端设置顶环,所述第六冲孔套管内设置l形孔,该l形孔一端开口朝下且正对设置于第六冲模套和第六冲模壳的竖向通孔;所述第六主模壳前端内嵌入安装第六主模,所述第六主模内穿设第六主模套管,所述第六主模套管套设在第六主模顶针上,所述第六主模顶针前端为5瓣形顶柱,通过第六冲模套管、第六主模、第六主模套管的型腔为毛坯限位,并通过第六主模顶针冲5瓣冲掉5瓣废料完成6序冲5瓣孔工序;
9、所述七模包括第七冲模壳和第七主模壳,所述第七冲模壳内嵌入安装第七冲模套,所述第七冲模壳后端固定安装第七冲模后垫块,所述第七冲模后垫块的前端伸入第七冲模壳内且固定连接第七三孔垫块,所述第七三孔垫块前端连接第七冲棒,所述第七冲棒从后到前依次套设第七冲模垫块、第七套管垫块和第七套管,所述第七三孔垫块、第七冲模垫块、第七套管垫块和第七套管均嵌入第七冲模套内,所述第七冲棒和第七套管均伸出第七冲模套,且第七冲棒伸出第七套管,所述第七冲棒前端设置5瓣形冲柱;所述第七主模壳前端嵌入安装第七主模,所述第七主模内设置通孔,该通孔的后端嵌入安装第七主模套管,所述第七主模套管内嵌入第七主模顶针且第七主模顶针内凹设置,通过第七冲棒、第七套管、第七主模、第七主模套管挤压的型腔完成7序整形工序。
10、进一步的,所述第一冲模套后端连接第一垫块,所述第一垫块的后端连接第一反打顶针,所述第一反打顶针的后端伸出第一冲模壳并连接第一t形冲模顶杆,所述第一t形冲模顶杆上套设第一弹簧,所述第一弹簧的后端连接第一冲模垫圈,所述第一冲模垫圈套设在第一t形冲模顶杆的后端,且嵌入固定在第一冲模大垫块内,所述第一冲模大垫块与第一冲模壳的后端固定连接;所述第一主模顶针后端连接第一顶针垫块,所述第一顶针垫块后端连接第一t形主模顶杆,所述第一主模壳的后端设置依次连接的第一主模上垫块、第一主模中垫块、第一主模下垫块和第一调节垫圈,所述第一调节垫圈内螺纹连接第一调节螺栓,所述第一调节螺栓的前端连接第一主模垫圈,所述第一主模垫圈套设在第一t形主模顶杆上,所述第一t形主模顶杆的前端嵌入在第一主模下垫块内且尾端穿出第一调节螺栓,所述第一主模顶针尾端穿出第一主模上垫块且伸入第一主模中垫块内连接第一顶针垫块。
11、进一步的,所述第二冲棒的后端连接第二垫块,所述第二垫块的后端连接第二反打顶针,所述第二反打顶针的后端连接第二t形顶杆,所述第二冲棒的后端穿出第二冲模垫块伸入第二垫圈连接第二垫块,所述第二垫块和第二垫圈嵌入安装在第二冲模壳内,所述第二冲模壳的尾端通过第二冲模锁模连接第二冲模大垫块,所述第二冲模大垫块的后端嵌入安装第二冲模垫圈,所述第二冲模垫圈套设在第二t形顶杆的后端,所述第二冲模垫圈的前端连接设置套设在第二t形顶杆上的第二弹簧;所述第二主模壳后端设置依次连接的第二主模垫块、第二主模下垫块和第二调节垫圈。
12、进一步的,所述第三冲模套后端连接第三垫块,所述第三垫块的后端连接第三反打顶针,所述第三反打顶针的后端伸出第三冲模壳并连接第三t形冲模顶杆,所述第三t形冲模顶杆上套设第三弹簧,所述第三弹簧的后端连接第三冲模垫圈,所述第三冲模垫圈套设在第三t形冲模顶杆的后端,且嵌入固定在第三冲模大垫块内,所述第三冲模大垫块与第三冲模壳的后端固定连接;所述第三主模顶针后端连接第三顶针垫块,所述第三顶针垫块后端连接第三t形主模顶杆,所述第三主模壳的后端设置依次连接的第三主模小垫块、第三主模中垫块、第三主模下垫块和第三调节垫圈,所述第三调节垫圈内螺纹连接第三调节螺栓,所述第三调节螺栓的前端连接第三主模垫圈,所述第三主模垫圈套设在第三t形主模顶杆上,所述第三t形主模顶杆的前端嵌入在第三主模下垫块内且尾端穿出第三调节螺栓,所述第三主模顶针尾端穿出第三主模小垫块且伸入第三主模中垫块内连接第三顶针垫块。
13、进一步的,所述第四冲模后垫块后端固定连接第四冲模大垫块,所述第四冲模大垫块后端嵌入安装第四冲模垫圈,所述第四冲模垫圈连接第四弹簧,所述第四弹簧和第四冲模垫圈套设在第四t形冲模顶杆上,所述第四t形冲模顶杆前端连接第四三顶针,所述第四三顶针依次穿过第四冲模后垫块、第四三孔垫块和第四冲模垫块后固定连接第四套管垫块;所述第四主模顶针后端连接第四顶针垫块,所述第四顶针垫块后端连接第四t形主模顶杆,所述第四主模壳的后端设置依次连接的第四主模小垫块、第四主模中垫块、第四主模下垫块和第四调节垫圈,所述第四调节垫圈内螺纹连接第四调节螺栓,所述第四调节螺栓的前端连接第四主模垫圈,所述第四主模垫圈套设在第四t形主模顶杆上,所述第四t形主模顶杆的前端嵌入在第四主模下垫块内且尾端穿出第四调节螺栓,所述第四主模顶针尾端穿出第四主模小垫块且伸入第四主模中垫块内连接第四顶针垫块。
14、进一步的,所述第五冲模后垫块后端固定连接第五冲模大垫块,所述第五冲模大垫块后端嵌入安装第五冲模垫圈,所述第五冲模垫圈连接第五弹簧,所述第五弹簧和第五冲模垫圈套设在第五t形冲模顶杆上,所述第五t形冲模顶杆前端连接第五三顶针,所述第五三顶针依次穿过第五冲模后垫块、第五三孔垫块和第五冲模垫块后固定连接第五套管垫块;所述第五主模顶针后端连接第五顶针垫块,所述第五顶针垫块后端连接第五t形主模顶杆,所述第五主模壳的后端设置依次连接的第五主模小垫块、第五主模中垫块、第五主模下垫块和第五调节垫圈,所述第五调节垫圈内螺纹连接第五调节螺栓,所述第五调节螺栓的前端连接第五主模垫圈,所述第五主模垫圈套设在第五t形主模顶杆上,所述第五t形主模顶杆的前端嵌入在第五主模下垫块内且尾端穿出第五调节螺栓,所述第五主模套管的后端连接第五主模小垫块,所述第五主模顶针尾端穿出第五主模小垫块且伸入第五主模中垫块内连接第五顶针垫块。
15、进一步的,所述第六冲模套后端连接第六弹簧,所述第六弹簧套设在第六t形冲模垫块上,所述第六t形冲模垫块嵌入并固定安装在第六冲模壳的后端;所述第六主模顶针的后端依次穿过第六套管垫块、第六顶针三孔垫块后固定连接第六三孔垫块,所述第六顶针三孔垫块和第六三孔垫块固定安装在第六主模壳的后端,所述第六主模套管的后端固定连接第六套管垫块,所述第六套管垫块后端连接第六三顶针,所述第六三顶针穿过第六顶针三孔垫块和第六三孔垫块后固定连接第六t形主模顶杆,所述第六t形主模顶杆滑动嵌入在第六主模下垫块内,所述第六主模滑动嵌入在第六主模壳内且所述第六顶针三孔垫块和第六主模之间设置第六主模弹簧,所述第六主模下垫块后端安装第六调节垫圈,所述第六调节垫圈内螺纹连接第六调节螺栓,所述第六调节螺栓的前端连接第六主模垫圈,所述第六t形主模顶杆的后端依次穿出第六主模垫圈和第六调节螺栓。
16、进一步的,所述第七冲模后垫块后端固定连接第七冲模大垫块,所述第七冲模大垫块后端嵌入安装第七冲模垫圈,所述第七冲模垫圈连接第七弹簧,所述第七弹簧和第七冲模垫圈套设在第七t形冲模顶杆上,所述第七t形冲模顶杆前端连接第七三顶针,所述第七三顶针依次穿过第七冲模后垫块、第七三孔垫块和第七冲模垫块后固定连接第七套管垫块;所述第七主模壳后端设置依次连接的第七主模上垫块、第七主模下垫块、第七主模垫圈和第七调节垫圈,所述第七主模顶针和第七主模套管的后端穿过第七主模上垫块后伸入第七主模下垫块内,所述第七主模套管连接第七主模套管垫块,所述第七主模顶针穿过第七主模套管垫块和第七顶针垫块后连接第七主模三孔垫块,所述第七主模三孔垫块后端连接第七大垫圈,所述第七大垫圈和第七调节垫圈之间设置第七主模弹簧,所述第七主模弹簧穿设在第七主模垫圈内,所述第七主模套管垫块后端连接第七主模三顶针,所述第七主模三顶针穿过第七顶针垫块和第七主模三孔垫块后连接第七t形主模顶杆,所述第七主模顶针后端依次穿出第七主模垫圈和第七调节螺栓,所述第七主模垫圈后端与第七调节螺栓连接,所述第七调节螺栓螺纹连接第七调节垫圈。
17、采用上述本实用新型技术方案的有益效果是:
18、本实用新型通过一模、二模、三模、四模、五模、六模和七模完成1序、2序、3序、4序、5序、6序和7序冷镦工序,冷镦材料利用率高、成本低、报废率低,同时,减少加工工序、生产周期短,冷镦成型零件强度高。
本文地址:https://www.jishuxx.com/zhuanli/20240725/262676.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表