一种基于电解氧化法的自动控制方法和系统与流程
- 国知局
- 2024-07-27 11:52:38
本发明涉及有色金属加工,具体涉及一种基于电解氧化法的自动控制方法和系统。
背景技术:
1、电解氧化法是一种常见的应用于有色金属的表面处理技术。通过电解氧化技术,可以在有色金属(如铝、镁、钛等)的表面形成一层氧化膜,这种氧化膜具有一定的厚度和特定的性质,可以提高金属的耐腐蚀性、耐磨性、装饰性和其他特性。因此,氧化膜的质量对有色金属的质量和性能而言具有重要影响。通过提升氧化膜的质量,可以提高有色金属的性能,确保有色金属的质量符合要求。
2、氧化膜的质量可以通过很多参量进行体现,均匀性就是其中之一。而体现氧化膜的均匀性的一个重要参数就是浸润性,浸润性的优劣通常是通过测量氧化膜表面的接触角大小来获知。具备低于90度的接触角的氧化膜通常被认为具备良好的浸润性。具备高于90度的接触角的氧化膜通常被认为具备较差的浸润性。氧化膜具备良好的浸润性,说明液体能够均匀地覆盖氧化膜表面,氧化膜表面的均匀性高。
3、不过,氧化膜的均匀性不仅包括横向的表面均匀性,还包括纵向的内部均匀性,且氧化膜的厚度越厚,其内部均匀性对氧化膜质量的影响越大。目前,氧化膜的浸润性主要是应用于体现氧化膜的表面均匀性,而无法评估氧化膜的内部均匀性。具体做法为,在有色金属的电解氧化处理完成后,对氧化膜表面的接触角进行测量,测量结果用以评估氧化膜表面的浸润性和均匀性。这种操作方式明显无法满足人们希望掌握有色金属在进行电解氧化处理的过程中于不同时刻形成的不同厚度的氧化膜表面的接触角的大小变化情况,以此来评估氧化膜纵向的内部均匀性的需求,同时也无法根据不同时刻的接触角的大小变化情况来对电解氧化条件进行及时修正,从而降低氧化膜从内到外的接触角偏差,进一步提高氧化膜从内到外的浸润一致性和内部均匀性。而上述这些缺陷,也正是本领域技术人员急需解决的问题。
技术实现思路
1、鉴于此,本发明提出了一种基于电解氧化法的自动控制方法和系统,旨在解决当前在电解氧化过程中,无法实时掌握氧化膜表面的接触角的大小变化情况,并针对该变化情况对电解氧化条件进行及时有效地自动修正的问题。
2、一个方面,本发明提出了一种基于电解氧化法的自动控制方法,应用于有色金属加工领域,包括:
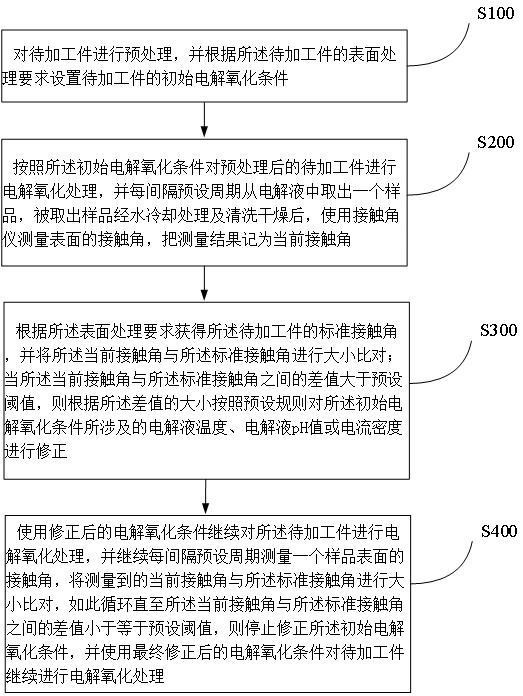
3、对待加工件进行预处理,并根据所述待加工件的表面处理要求设置待加工件的初始电解氧化条件;其中,所述待加工件包括工件和若干个样品,所述工件和样品是相同的待加工金属;
4、按照所述初始电解氧化条件对预处理后的待加工件进行电解氧化处理,并每间隔预设周期从电解液中取出一个样品,被取出样品经水冷却处理及清洗干燥后,使用接触角仪测量表面的接触角,把测量结果记为当前接触角;其中,所述当前接触角用于反映在所述样品被从电解液中取出时,所述电解液中工件表面的接触角的大小变化情况;
5、根据所述表面处理要求获得所述待加工件的标准接触角,并将所述当前接触角与所述标准接触角进行大小比对;当所述当前接触角与所述标准接触角之间的差值大于预设阈值,则根据所述差值的大小按照预设规则对所述初始电解氧化条件所涉及的电解液温度、电解液ph值或电流密度进行修正;
6、使用修正后的电解氧化条件继续对所述待加工件进行电解氧化处理,并继续每间隔预设周期测量一个样品表面的接触角,将测量到的当前接触角与所述标准接触角进行大小比对,如此循环直至所述当前接触角与所述标准接触角之间的差值小于等于预设阈值,则停止修正所述初始电解氧化条件,并使用最终修正后的电解氧化条件对待加工件继续进行电解氧化处理。
7、进一步的,所述根据所述差值的大小按照预设规则对所述初始电解氧化条件所涉及的电解液温度、电解液ph值或电流密度进行修正,包括:
8、预先设置所述当前接触角与所述标准接触角之间的差值的极限值r1、r2和r3,且预设阈值<r1<r2<r3;
9、把启动电解氧化处理时的电解液的温度记为初始电解液温度、电解液的ph值记为初始电解液ph值、电流密度记为初始电流密度,并预先设置初始电解液温度偏差范围、初始电解液ph值偏差范围、初始电流密度偏差范围、电解液进行温度逐步调节的温度步长、电解液ph值偏差阈值、电流参数进行逐步调节的电流密度步长、电流密度最大阈值、电流密度最小阈值和电解液的恒定流速;其中,所述电解液ph值偏差阈值大于所述初始电解液ph值偏差范围的最大值;
10、根据所述当前接触角与所述标准接触角之间的差值和所述极限值的大小关系,按照预设规则对所述初始电解氧化条件所涉及的电解液温度、电解液ph值或电流密度进行修正;
11、其中,按照预设规则对所述初始电解氧化条件所涉及的电解液温度进行修正,具体包括:
12、若预设阈值<所述当前接触角与所述标准接触角之间的差值≤r1,则使用红外线测温仪检测电解液温度,并把检测结果记为当前电解液温度;
13、当确认检测出的当前电解液温度和所述初始电解液温度之间的差值超出所述初始电解液温度偏差范围且所述当前电解液温度低于所述初始电解液温度,则按照所述温度步长逐步递增电解液的温度,直至当前电解液温度重新返回所述初始电解液温度偏差范围内,则停止逐步升温处理;
14、当确认检测出的当前电解液温度和所述初始电解液温度之间的差值超出所述初始电解液温度偏差范围且所述当前电解液温度高于所述初始电解液温度,则按照所述温度步长逐步递减电解液的温度,直至当前电解液温度重新返回所述初始电解液温度偏差范围内,则停止逐步降温处理;
15、其中,按照预设规则对所述初始电解氧化条件所涉及的电解液ph值进行修正,具体包括:
16、若r1<所述当前接触角与所述标准接触角之间的差值≤r2,则使用玻璃电极ph计检测电解液ph值,并把检测结果记为当前电解液ph值;
17、当确认检测出的当前电解液ph值和所述初始电解液ph值之间的差值超出所述初始电解液ph值偏差范围且小于所述电解液ph值偏差阈值,同时所述当前电解液ph值高于所述初始电解液ph值,则每间隔预设周期向电解液加入一份预设质量的盐酸或硫酸,直至当前电解液ph值重新返回所述初始电解液ph值偏差范围内,则停止加酸处理;
18、当确认检测出的当前电解液ph值和所述初始电解液ph值之间的差值超出所述初始电解液ph值偏差范围且小于所述电解液ph值偏差阈值,同时所述当前电解液ph值低于所述初始电解液ph值,则每间隔预设周期向电解液加入一份预设质量的氢氧化钠或氢氧化钾,直至当前电解液ph值重新返回所述初始电解液ph值偏差范围内,则停止加碱处理;
19、当确认检测出的当前电解液ph值和初始电解液ph值之间的差值大于等于所述电解液ph值偏差阈值,则每间隔预设周期向电解液加入一份预设质量的酸碱物质进行中和反应,直至当前电解液ph值重新返回所述初始电解液ph值偏差范围内,则停止中和处理;
20、其中,按照预设规则对所述初始电解氧化条件所涉及的电流密度进行修正,具体包括:
21、若r2<所述当前接触角与所述标准接触角之间的差值≤r3,则使用电流计检测电流密度,并把检测结果记为当前电流密度;
22、当确认检测出的当前电流密度和所述初始电流密度之间的差值超出所述初始电流密度偏差范围且所述当前电流密度小于所述初始电流密度,则按照所述电流密度步长逐步递增输入的电流参数;当确认当前电流密度重新返回所述初始电流密度偏差范围内且电流参数没有逐步递增至所述电流密度最大阈值,则停止对电流参数的递增处理;当电流参数逐步递增至所述电流密度最大阈值时,确认当前电流密度仍未返回所述初始电流密度偏差范围内,则停止对电流参数的递增处理并使用流量控制器控制电解液以所述恒定流速流动,直至当前电流密度重新返回所述初始电流密度偏差范围内,则停止对电解液的流速控制处理;
23、当确认检测出的当前电流密度和所述初始电流密度之间的差值超出所述初始电流密度偏差范围且所述当前电流密度大于所述初始电流密度,则按照所述电流密度步长逐步递减输入的电流参数;当确认当前电流密度重新返回所述初始电流密度偏差范围内且电流参数没有逐步递减至所述电流密度最小阈值,则停止对电流参数的递减处理;当电流参数逐步递减至所述电流密度最小阈值时,确认当前电流密度仍未返回所述初始电流密度偏差范围内,则停止对电流参数的递减处理并使用流量控制器控制电解液以所述恒定流速流动,直至当前电流密度重新返回所述初始电流密度偏差范围内,则停止对电解液的流速控制处理。
24、进一步的,所述使用最终修正后的电解氧化条件对待加工件继续进行电解氧化处理之后,还包括:
25、预先设置对电解液进行匀速搅拌的持续搅拌时长、搅拌速度和向电解液加入预设质量的氧化剂的总份数;
26、每间隔预设周期使用分光光度计对电解氧化处理的氧化剂的浓度进行检测,将检测出的氧化剂浓度记为当前氧化剂浓度;
27、把启动电解氧化处理时的氧化剂浓度记为初始氧化剂浓度,并预先设置初始氧化剂浓度偏差范围;
28、当确认检测出的当前氧化剂浓度与初始氧化剂浓度之间的差值超出所述初始氧化剂浓度偏差范围,则按照所述搅拌速度对电解液进行匀速搅拌并记录匀速搅拌的搅拌时长;
29、当所述搅拌时长没有达到所述持续搅拌时长,且确认所述差值重新返回所述初始氧化剂浓度偏差范围内,则停止匀速搅拌;
30、当所述搅拌时长达到所述持续搅拌时长,且确认所述差值仍然超出所述初始氧化剂浓度偏差范围,则继续对电解液进行匀速搅拌并每间隔预设周期加入一份预设质量的氧化剂至电解液中,且记录加入的份数;
31、当确认所述差值重新返回所述初始氧化剂浓度偏差范围内,且加入的份数小于所述总份数时,则停止加入氧化剂和匀速搅拌;
32、当加入的份数达到所述总份数,且确认所述差值仍然超出所述初始氧化剂浓度偏差范围时,则停止加入氧化剂和匀速搅拌,同时输出提示信号。
33、进一步的,所述使用最终修正后的电解氧化条件对待加工件继续进行电解氧化处理之后,还包括:
34、预先设置对电解液进行升温处理的持续升温时长和向电解液输入氧气的持续输氧时长;
35、每间隔预设周期使用电化学工作站对电解氧化处理的氧化速率进行检测,将检测出的氧化速率记为当前氧化速率;
36、把启动电解氧化处理时的氧化速率记为初始氧化速率,并预先设置初始氧化速率偏差范围;
37、当确认检测出的当前氧化速率与初始氧化速率之间的差值超出所述初始氧化速率偏差范围,则对电解液进行升温处理并记录所述升温处理的升温处理时长;
38、当所述升温处理时长没有达到所述持续升温时长,且确认所述差值重新返回所述初始氧化速率偏差范围内,则停止升温处理;
39、当所述升温处理时长达到所述持续升温时长,且确认所述差值仍然超出所述初始氧化速率偏差范围,则停止升温处理并对电解液输入氧气,同时记录输入氧气的氧气输入时长;
40、当所述氧气输入时长没有达到所述持续输氧时长,且确认所述差值重新返回所述初始氧化速率偏差范围内,则停止输氧处理;
41、当所述氧气输入时长达到所述持续输氧时长,且确认所述差值仍然超出所述初始氧化速率偏差范围,则停止输氧处理并输出提示信号。
42、进一步的,所述持续升温时长和所述持续输氧时长的确定步骤,包括;
43、根据氧化时长的计算公式:dθ/dt=k*c^n,计算出氧化时长;其中,θ代表预期形成的氧化膜的厚度,t代表氧化时间,dθ/dt代表氧化膜的厚度随时间变化的变化率, k代表氧化速率常数,c代表氧化剂浓度,n代表氧化剂的反应级数;
44、记录当前电解氧化反应的持续时长,并获得所述持续时长和所述氧化时长之间的差值;
45、将所述差值平均分为至少3份,其中一份为所述持续升温时长,另一份为持续输氧时长。
46、进一步的,所述对待加工件进行预处理,包括:
47、对待加工件的表面依次进行碱性清洗、酸性清洗、有机溶剂清洗和超声波清洗;
48、所述待加工件的超声波清洗完成后,对待加工件进行热吹风处理;
49、其中,所述热吹风处理具体包括:
50、预先设置待加工表面积大小的面积阈值s1和s2,且s1<s2,预先设置对应所述s1的第一距离值和第一风速以及对应所述s2的第二距离值和第二风速;其中,所述第二距离值大于所述第一距离值,所述第二风速大于所述第一风速;
51、获取所述工件的待加工表面积大小,并将所述待加工表面积大小和所述面积阈值进行比对;
52、当0<待加工表面积大小≤s1,则启动位于距离工件表面于所述第一距离值位置处的集中吹风口对待加工件的表面进行一次风速为所述第一风速的热吹风处理;
53、当s1<待加工表面积大小≤s2,则启动位于距离工件表面于所述第二距离值位置处的分散吹风口对待加工件的表面进行至少两次风速为所述第二风速的热吹风处理;
54、其中,所述分散吹风口的吹风面积大于集中吹风口的吹风面积,所述工件和所述分散吹风口之间的距离与所述样品和所述分散吹风口之间的距离相等,所述工件和所述集中吹风口之间的距离与所述样品和所述集中吹风口之间的距离相等,所述工件和所述样品位于所述分散吹风口的同一侧,所述工件和所述样品位于所述集中吹风口的同一侧。
55、与现有技术相比,本发明的有益效果在于:把需要进行电解氧化处理的工件和若干个用于体现工件在电解氧化处理过程中的不同时刻形成的不同厚度的氧化膜的接触角大小变化情况的样品一起作为待加工件进行预处理,预处理完成后按照初始电解氧化条件对待加工件进行电解氧化处理。在电解氧化处理过程中,实时取出一个样品并测量该样品氧化膜表面的接触角,用该接触角来体现工件在不同时刻形成的氧化膜表面的接触角的大小变化情况,同时在当前接触角和标准接触角之间的差值不符合正常偏差时,自动启动修正初始电解氧化条件的机制,即根据当前接触角和标准接触角之间的差值大小,按照预设规则对初始电解氧化条件所涉及的电解液温度、电解液ph值或电流密度进行修正,直至当前接触角与标准接触角之间的差值符合正常偏差,则停止修正初始电解氧化条件,并使用最终修正后的电解氧化条件对待加工件继续进行电解氧化处理。可见,通过使用该基于电解氧化法的自动控制方法,可实时掌握在电解氧化过程中,工件表面形成的氧化膜的接触角的大小变化情况,并在氧化膜的接触角发生不正常偏差时对初始电解氧化条件进行自动修正,从而降低氧化膜从内到外的接触角偏差,进一步提高氧化膜从内到外的浸润一致性和内部均匀性。该基于电解氧化法的自动控制方法,实现了自动控制化,准确性高,主观依赖性低,能够持续有效的保证有色金属的氧化膜的质量,进一步提高了产品的良品率,满足大批量工业化的生产需求。
56、另一方面,本发明还提出了一种基于电解氧化法的自动控制系统,该系统用于执行如上所述的基于电解氧化法的自动控制方法,该系统包括:
57、预处理模块,用于对待加工件进行预处理,并根据所述待加工件的表面处理要求设置待加工件的初始电解氧化条件;其中,所述待加工件包括工件和若干个样品,所述工件和样品是相同的待加工金属;
58、测量模块,用于按照所述初始电解氧化条件对预处理后的待加工件进行电解氧化处理,并每间隔预设周期从电解液中取出一个样品,被取出样品经水冷却处理及清洗干燥后,使用接触角仪测量表面的接触角,把测量结果记为当前接触角;其中,所述当前接触角用于反映在所述样品被从电解液中取出时,所述电解液中工件表面的接触角的大小变化情况;
59、修正模块,用于根据所述表面处理要求获得所述待加工件的标准接触角,并将所述当前接触角与所述标准接触角进行大小比对;当所述当前接触角与所述标准接触角之间的差值大于预设阈值,则根据所述差值的大小按照预设规则对所述初始电解氧化条件所涉及的电解液温度、电解液ph值或电流密度进行修正;
60、处理模块,用于使用修正后的电解氧化条件继续对所述待加工件进行电解氧化处理,并继续每间隔预设周期测量一个样品表面的接触角,将测量到的当前接触角与所述标准接触角进行大小比对,如此循环直至所述当前接触角与所述标准接触角之间的差值小于等于预设阈值,则停止修正所述初始电解氧化条件,并使用最终修正后的电解氧化条件对待加工件继续进行电解氧化处理。
61、可以理解的是,上述基于电解氧化法的自动控制方法和系统具备相同的有益效果,在此不再赘述。
本文地址:https://www.jishuxx.com/zhuanli/20240726/119948.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表