具有可磨耗密封元件的无润滑压缩机及其相关组装方法与流程
- 国知局
- 2024-07-27 13:22:10
本发明涉及用于压缩气体的无润滑压缩机,包括转子腔、布置在转子腔内的转子元件和布置在转子腔内由可磨耗碳材料制成的密封元件。
背景技术:
1、无润滑压缩机不使用液体润滑剂在转子和壳体之间形成密封。通常,在已知的无润滑压缩机中,可磨耗涂层被施加到功能表面,即施加到转子的表面和/或限定转子腔的壁的内侧;涂层倾向于在压缩机磨合期间部分地磨损,以产生尽可能紧密的密封。
2、这些已知实施方案的缺点是施加可磨耗涂层花费相对较长的时间,因为它需要铺设多层涂层并且使得工艺相对昂贵。此外,涂层提供的容忍机加工公差的裕度量有限,因此需要以严格的公差极限值生产零件。
3、例如,本技术人的国际专利申请wo 2050/157567 a1示出了一种可磨耗密封元件。该专利公开文件公开了一种包括不动定子和可旋转转子元件的无润滑系统,其中,可磨耗涂层设置在装在转子腔中的密封元件的面向转子元件的至少一侧上。然而,该公开文件所示的密封元件仅覆盖转子腔的顶壁和底壁,但不覆盖侧壁,并且不能提供足够紧密的密封。此外,密封不容易适用于汪克尔型机器、特别是汪克尔型压缩机。
4、美国专利申请us 4021163a示出了一种由不可磨耗的金属材料制成的三维密封元件或衬垫,适用于汪克尔型机器、特别是汪克尔型发动机。
技术实现思路
1、本发明的目的是提供一种不受现有技术缺点之苦的无润滑压缩机,特别是一种制造简单且廉价的无润滑压缩机,同时具有足够紧密的密封元件。
2、根据本发明,通过根据权利要求1的无润滑压缩机和根据权利要求13的用于组装这种无润滑压缩机的相关方法,完全实现了上述目的和其它目的。
3、在从属权利要求中详列了本发明的有利实施例,其内容应理解为以下描述的整体组成部分。
4、概括来说,本发明的第一方面基于提供一种用于压缩气体的无润滑压缩机的思想,压缩机包括:
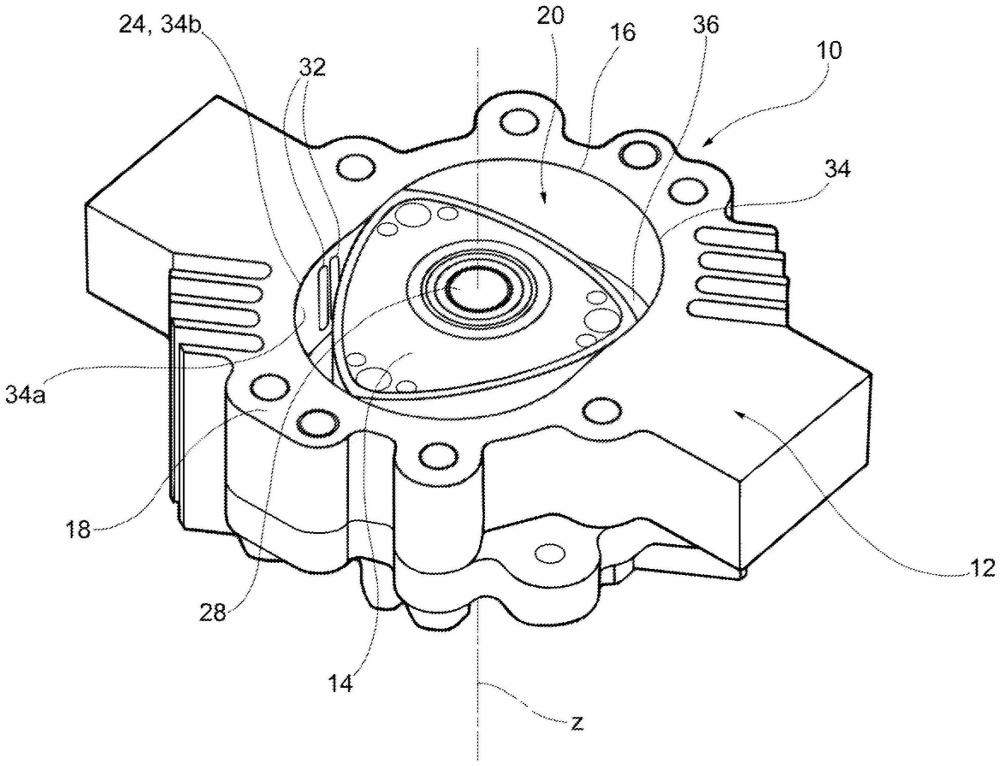
5、不动的定子,具有壳体,壳体包括由底壁、顶壁和将底壁和顶壁连接起来的侧壁限定的转子腔,
6、转子元件,布置成在转子腔内绕轴线z旋转(优选绕轴线z进行偏心运动)以压缩转子腔中的气体,
7、自立式密封元件,布置在转子腔内,
8、压缩机的特征在于:
9、密封元件由可磨耗碳材料制成,并且
10、密封元件包括设置在转子腔的侧壁的内表面上的壁部。
11、如本文中所用的,在说明书和所附权利要求中,措辞“布置为绕轴线旋转”包括:元件布置为绕轴线简单旋转的情况;和元件布置为进行偏心运动的情况,即元件围绕不位于其中心的轴线旋转的情况,如在汪克尔型旋转式机器的情况下发生的那样。
12、如本文所用,在说明书和所附权利要求中,“自立式”是指密封元件本身足够坚固到可以在无润滑压缩机的组装过程中进行搬运。因此,密封元件可以单独制造,然后插入或装配到壳体的转子腔中,并且例如通过胶粘、螺接、附接、夹紧、锁定或以其他方式紧固到转子腔中。
13、如本文所用,在说明书和所附权利要求中,“可磨耗碳材料”是指以粉末形式磨损的碳材料,或是指在机械行为中易碎的碳材料,即通过与无润滑压缩机的旋转中的转子元件的相关端面接触而导致微粒磨损。理想地,这些磨损的微粒的数量平均粒径小于1pm。
14、考虑到磨合期间产生的热量,可磨耗碳材料允许在系统磨合期间的受控磨损,从而如上所限定的微粒磨损。因此,一定量可磨耗材料从密封元件上被去除,例如50μm厚的可磨耗材料层,直到去除了足够的可磨耗材料为止,以允许转子元件的适当旋转,并且密封元件中的剩余可磨耗材料提供足够紧密的密封,即余隙例如小于10μm。
15、根据本发明的优选实施例,密封元件还包括与密封元件的壁部连接或成一体的板状部,板状部布置在转子腔的底壁的内表面上。优选地,密封元件还包括布置在转子腔的顶壁的内表面上的另一板状部。在该实施例中,密封元件的板状部和壁部制成为一个整体件,更优选地,所述另一板状部则被提供作为单独的盖部件。
16、根据本发明的优选实施例,密封元件的壁部具有面向转子腔内部的内表面和在相反侧上的外表面,内表面在平行于转子腔底壁的平面的横截面中具有外旋轮线形状或内旋轮线形状。在该实施例中,密封元件的壁部的外表面优选地全部与转子腔的侧壁接触。
17、根据本发明的优选实施例,自立式密封元件可以具有优选至少2mm、进一步优选至少2.5mm、再进一步优选至少3mm的最小厚度。
18、密封元件可以由例如单层可磨耗碳材料组成,但是在一个实施例中,它包括由多个可磨耗碳材料层制成的层叠结构。
19、根据优选实施例,密封元件至少部分地由碳基体制成,即可磨耗碳材料包括碳基体或由碳基体组成。碳基体至少部分地、优选主要地为石墨形式,例如细粒石墨。根据实施例,石墨化度为pi,定义为各相邻六方碳层具有大于60%、大于80%或大于95%的石墨关系的概率。x射线衍射光谱提供了确定石墨化度的合适方法。
20、根据本发明的碳基体形式的可磨耗碳材料可通过对复合材料进行碳化获得,其中,复合材料包括聚合物基体和碳(例如形式为碳纤维或碳颗粒)。在实施例中,聚合物选自由聚酯、乙烯基酯、聚环氧化物、多酚、聚酰亚胺、聚酰胺、聚丙烯和聚醚醚酮构成的组,根据进一步的优选,聚合物是聚环氧化物。
21、优选地,通过对如上所述的碳化的复合材料进行增加石墨化度的单独石墨形成步骤(例如高温处理),可以获得根据本发明的碳基体形式的可磨耗碳材料。在实施例中,根据本发明的碳基体形式的可磨耗碳材料是通过对碳化的复合材料进行浸渍而获得,碳化复合材料可选地进行单独的石墨形成步骤。浸渍可以用金属、盐或聚合物进行。
22、在优选实施例中,可磨耗碳材料包含按重量计超过80%、90%或95%的碳。
23、根据优选实施例,密封元件的可磨耗碳材料的优选的c2肖氏硬度在60和70之间,最优选为约65。如本文所用且本领域技术人员已知的,“c2肖氏硬度”是指由astm d2240标准定义的肖氏硬度。
24、根据本发明的实施例,转子元件可以由不锈钢制成,优选地由硬化的不锈钢制成。
25、根据本发明的最优选实施例,转子腔是汪克尔型压缩室,转子元件是布置成围绕大致垂直于转子腔底壁的中心轴线进行偏心运动的汪克尔型转子。
26、根据本发明的实施例,转子元件的表面的至少一部分具有粗糙度ra>1.0μm、优选ra>2.5μm的接触表面。这可以通过例如使用本领域技术人员已知的手段使端面粗糙化来实现。
27、根据本发明的优选实施例,密封元件可以设置有一个或多个开口,用于向转子腔供应气体和/或从转子腔排出气体。换言之,这些开口形成了通向/来自壳体的入口端口/出口端口的通道。具体地,至少一个入口和至少一个出口可以设置在密封元件的侧壁和/或底壁上,分别用于待压缩气体的供应和已压缩气体的排出。
28、此外,本发明第二方面涉及一种用于组装根据本发明第一方面的无润滑压缩机的方法,其中,该方法包括以下步骤:
29、a)通过以下方式制造半成品密封元件:机加工可磨耗碳材料块,使得块的外部形状与转子腔的内部形状相同,并且使得块具有由底壁和具有恒定厚度的侧壁限定的开放的内腔;
30、b)将定子的壳体加热到至少350℃的温度;
31、c)只要壳体的温度至少为350℃,就将半成品密封元件装配在壳体的转子腔内;
32、d)将转子元件安装在半成品密封元件的内腔内;
33、e)运行转子元件,使得半成品密封元件的内腔由转子元件进一步机加工。
34、步骤e)的运行可以持续进行预定时间段,例如5到15分钟。
35、根据本发明的实施例,该方法可以还包括使转子元件的至少一个端面粗糙化的步骤。
36、根据本发明的实施例,步骤c)可以包括在密封元件和壳体侧壁相应内表面之间施加密封剂和/或粘合剂和/或胶和/或热敏膏,以确保或促进密封元件和壳体的转子腔的壁的内表面之间的充分紧密密封和/或将密封元件粘接到壳体。
37、根据该方法的最优选实施例,转子元件是布置成绕大致垂直于转子腔底壁的中心轴线进行偏心运动的汪克尔型转子,并且更优选地执行步骤e)以获得密封元件的内表面,内表面在平行于转子腔底壁的平面上的横截面中具有外旋轮线形状或内旋轮线形状。
38、根据该方法的实施例,该方法还包括以下步骤:
39、f)在步骤c)之后或在步骤a)之后且在步骤d)之前,对半成品密封元件的底壁进行机加工,直到具有恒定的厚度。
40、根据该方法的实施例,该方法还包括以下步骤:
41、g1)在步骤c)之后,通过单个钻孔步骤来机加工穿过密封元件的侧壁并穿过转子腔的侧壁的至少一个入口,以用于供应待压缩气体;和
42、g2)在步骤c)之后,通过单个钻孔步骤来机加工穿过密封元件的侧壁并穿过转子腔的侧壁的至少一个出口,以用于排出已压缩气体。
43、根据该方法的实施例,步骤c)可以还包括在半成品密封元件和转子腔之间施加粘合剂层。
本文地址:https://www.jishuxx.com/zhuanli/20240726/125875.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。