用于生产燃料喷射器的针栓的方法与流程
- 国知局
- 2024-07-27 13:34:35
本发明总体上涉及燃料喷射系统。更具体地,本发明涉及一种用于生产燃料喷射器的针栓的方法以及一种燃料喷射器的针栓。
背景技术:
1、燃料喷射器用于内燃机中以将燃料喷射到例如气缸进气阀前面的进气歧管的流道中或直接喷射到发动机气缸的燃烧室中。根据一种已知的设计,针栓设置在喷射器壳体内。针栓能在关闭位置和打开位置之间移动,在关闭位置,针栓(或固定到针栓的球)关闭位于喷射器壳体的一端的喷嘴,在打开位置,针栓远离喷嘴移动,从而能够进行燃料喷射。针栓可以通过电枢移动,电枢又通过磁场移动。针栓通常是直的并沿喷射器轴线延伸。通常,朝喷射器喷嘴延伸的针栓轴构成针栓的主要部分。针栓轴通常具有大致恒定的半径。为了允许与电枢牢固接合,针栓还包括针栓座,即相对于针栓轴径向向外延伸的轴环或凸缘。座的(最大)半径比轴的(最大)半径大很多,例如是其1.5到3倍。
2、目前,有两种生产针栓的方法。一种方法依赖于机械加工,其中,使用半径至少等于座的半径的大部分为圆柱形的工件(钢筋)。传统的过程包括切割钢筋、转动以提供清洁的表面、热处理(硬化)和磨削到针栓的期望外部形状,由此经常去除超过70%的工件材料。总之,约70%至80%的初始材料作为废料损失。这是相当大的浪费,尤其是因为用于针栓的材料(钢合金)通常复杂、昂贵并且需要大量能量来生产。另一种方法将座和轴制成分离件,随后例如通过压配合或焊接将座和轴连接。虽然这显著地减少了产生的废料的量,但是这两个部件之间的连接经常成为针栓的弱点,因此增加了失效的可能性并且减少了平均使用寿命。
3、技术问题
4、因此,本发明的目的是提供一种生产高质量针栓的高效方法。
5、该问题由根据权利要求1的方法和根据权利要求13的针栓解决。
技术实现思路
1、本发明提供一种用于生产燃料喷射器的针栓的方法。该燃料喷射器通常是用于内燃机的燃料喷射器。
2、针栓(有时也被称为喷射器针阀)沿轴向方向延伸并具有针栓座和针栓轴,针栓座具有作为最大径向尺寸的针栓半径,针栓轴具有作为最大径向尺寸的轴半径,该轴半径小于针栓半径。轴向方向通常用于限定参考系,在该参考系中也隐含地限定了切向方向和径向方向。通常,轴向方向对应于针栓的对称轴线。当安装在喷射器中时,针栓能在打开位置和关闭位置之间轴向移动。它具有针栓轴,该针栓轴的特征在于轴半径,该轴半径是针栓轴的最大径向尺寸。通常,轴具有圆形横截面,使得最大径向尺寸是最大半径。为了简洁起见,这里将最大半径称为“针栓半径”。针栓轴通常是细长的,针栓轴的长度对应于例如大于轴半径的10倍。在一些实施例中,球固定到针栓轴的一端。球也可以被认为是针栓的一部分。
3、在关闭位置,针栓(或球)关闭燃料喷射器的喷嘴并防止喷射燃料。在一个典型的实施例中,球接合在壳体的远端处的喷嘴座,由此关闭该喷嘴。通过使针栓朝近端方向轴向移动,它可以移动到打开位置,在该打开位置,喷嘴打开并且可以喷射燃料。
4、针栓还具有针栓座。术语“座”在此表示从针栓轴径向突出的环形轴环,通常朝向近端。作为针栓座的最大径向尺寸的座半径大于轴半径。同样,针栓座的横截面通常是圆形的,使得最大径向尺寸是最大半径,在此将最大半径简称为座半径。还可以说,针栓座从针栓轴径向突出。沿轴向方向,针栓座的长度通常对应于针栓的总长度的小于20%,小于10%或甚至小于5%。即使针栓座和针栓轴都具有圆形横截面,这些横截面都不需要沿轴向方向是恒定的。然而,针栓轴的局部半径通常沿其长度没有显著变化,例如通常小于20%。因此,针栓轴的形状可以是大致或甚至精确的圆柱形。
5、在不限制本发明的范围的情况下,现在将描述燃料喷射器的常见的可能构造。燃料喷射器通常包括壳体,该壳体沿着喷射器轴线从近端延伸到远端并且在远端具有喷嘴。壳体的一个主要功能是在燃料从喷射器喷射之前容纳和引导燃料。术语“远端”和“近端”是指燃料在喷射器内朝向远端的总体流动方向。燃料喷射器还包括电枢,该电枢设置在壳体的空腔中,并能在近端位置和远端位置之间轴向移动。电枢具有轴向通孔,针栓轴容纳在该通孔中。而且,电枢适于接合针栓座以传递轴向力,从而当电枢移动到近端位置时将针栓移动到打开位置。当电枢接合针栓座时,电枢的近端移动被传递到针栓。而且,燃料喷射器包括磁性线圈或螺线管,该磁性线圈或螺线管构造成产生磁场以将电枢移动到近端位置。可以通过设置在壳体中靠近电枢的近端的磁极片来增强和/或传递磁场。然而,对喷射器的任何描述仅是示例性的,并且针栓可用于具有不同构造的其他燃料喷射器中。
6、在该方法的一个步骤中,提供金属工件(或坯料)。通常,工件的材料是钢合金,例如不锈钢。这当然是生产针栓的金属,即它必须根据安装在喷射器中时对针栓的机械要求以及喷射器中操作所需的化学坚固性来选择。工件通常具有细长形状,即,其沿轴向方向的长度可对应于其最大径向尺寸的至少5倍或10倍。
7、在已经提供工件之后,对工件执行至少一次金属成形操作以改变工件的至少一部分的径向尺寸。在本文中,“金属成形”或简单地“成形”是指改变工件形状而不移除或添加材料的任何操作。当然,不考虑任何可忽略的材料损失,例如由于工件和成形工具之间不可避免的摩擦造成的材料损失。然而,例如由于工件的部分被成形操作压缩,工件的体积可能在一定程度上改变。至少一次成形操作改变了工件的至少一部分的径向尺寸,通常是半径。可以理解,这种变化用于产生针栓座和针栓轴的不同径向尺寸。改变径向尺寸可以指减小或增大径向尺寸。由于金属的可压缩性是有限的,所以如果工件的一个尺寸减小,则另一个尺寸必须增大,反之亦然(因此成形通常不改变工件的体积)。例如,当一部分的径向尺寸减小时,该部分的轴向尺寸和/或另一部分的径向尺寸必须增大。
8、由于使用不产生废料的金属成形,本发明的方法非常经济。而且,与机加工操作相比,工具上的磨损显著减少。还可以显著减少生产时间。已经发现,可以以低公差(高精度,类似于用传统的基于机加工的生产所实现的公差)实现各种形状的针栓。此外,与常规的生产相比,可以实现优异的机械稳定性。在这两种情况下,初始工件可以具有纤维微结构,其中,单个纤维或多或少地沿轴向方向延伸。机加工操作不改变纤维的取向,因此纤维可以相对于针栓的表面以大角度(高达90°)取向。这增加了沿纤维的取向断裂的可能性。另一方面,本发明方法的成形操作导致纤维的重新取向。因此,它们可以或多或少地平行于表面排列,这大大降低了断裂的风险。
9、至少一次金属成形步骤可以是冷成形操作。更具体地,每次成形步骤可以通过冷成形进行。已经发现,通过冷成形可以实现工件的必要变形。在本文中,“冷成形”是指当工件具有低于其再结晶温度的温度,但通常为环境温度(例如10℃至30℃之间)或高于环境温度但与环境温度相比不显著改变工件的机械特性或微结构的温度(例如小于100℃)时进行的成形。因此,在成形操作之前不需要对工件进行(显著的)加热,这可以简化成形过程并降低能量消耗。
10、特别地,可以提供沿其长度具有恒定的径向尺寸的工件。这可以是一段金属丝或小直径杆。径向尺寸,通常是工件的横截面,最初沿轴向方向是恒定的。换句话说,工件的形状可以是简单的,并且可以例如通过从一圈金属丝上切下一段金属丝来提供工件。
11、轴半径通常为工件的初始径向尺寸的80%和120%之间,或90-110,或甚至95-105%。它甚至可以与初始径向尺寸相同。因此,没有或仅有少量的成形被执行用于针栓轴,针栓轴通常构成作为整体的针栓的大部分。因此,可以减少成形过程所需的总时间和能量,因为它主要或甚至完全限于形成相对较短的针栓座。
12、即使工件最初具有恒定的径向尺寸,成品针栓的径向尺寸的差异也是显著的。通常,座半径是轴半径的1.2至3.5倍大,或更具体地,1.5至3倍大。已经发现,即使使用冷成形,也可以产生这种相当不同尺寸的结构。
13、而且,座半径可以是工件的初始径向尺寸的1.2至3.5倍大。这显示了本发明方法的很大优点,即成品针栓的径向尺寸不受初始工件的径向尺寸的限制。具体地,与初始工件相比,类似针栓座的区域可以显著地膨胀。
14、由于各种原因,该方法可以包括在至少一次金属成形操作之后进行热处理。在本文中,“热处理”是指工件的任何显著的加热和可选地冷却,以影响金属的性能和/或微结构。可以应用单次热处理,或者可以顺序地执行多次热处理操作和/或技术。
15、具体地,热处理可以包括奥氏体化、淬火、深度冷冻、回火、退火和/或应力消除。淬火是通过用冷却液对工件进行加速冷却来进行的,冷却液通常是液体,但也可以是气体。应当理解,在淬火之前,金属必须具有升高的温度,即,它必须被加热。然后,相对快速的冷却导致硬度增加,这可能是由于大量的马氏体。如果认为淬火金属太硬或太脆,则可使用回火来降低硬度和增加韧性。回火过程包括将工件加热至低于临界点的温度,然后使其相对缓慢地冷却。应力消除通常类似于回火,因为它还涉及工件的加热和随后的缓慢冷却。这可能是特别重要的,因为至少一次成形操作可能将显著量的应力引入工件中,这可能潜在地影响其机械性能。
16、可以想到的是,该方法仅包括单次成形操作,该单次成形操作足以产生期望的针栓形状,或者该方法需要通过附加的操作来补充,这些附加的操作中的一些在下面讨论。然而,特别是当需要相当大的变形量来将初始工件转变成针栓的最终形状时,该方法可以包括连续地执行多次成形(冷成形)操作,通过所述多次成形操作对工件的至少一部分进行逐步成形。因此,每次成形操作对应于适度的变形量,从而限制了工件和成形工具上的应力和应变。
17、非常优选的是,对于每次成形操作,使用专用成形工具,该专用成形工具至少部分地限定一形状,工件在该次成形操作中适应于该形状。尽管提到了“一个”成形工具,但是应当理解,对于每次成形操作,可以使用多个协作工具或工具的多个部件。成形工具在成形操作之后呈现工件的期望形状的负形状。至少在一些实施例中,成形工具也可称为模具。
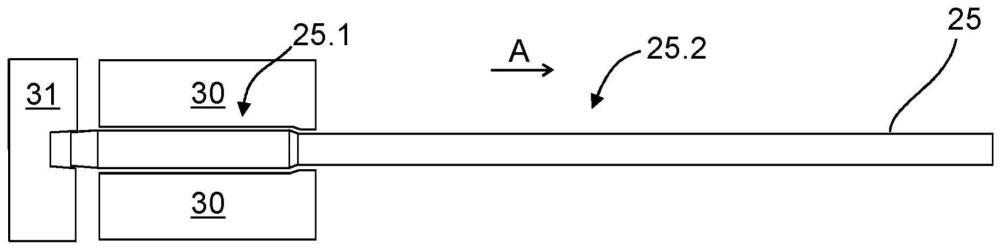
18、一方面,可以通过成形,即通过径向压缩一部分来减小该部分的径向尺寸。替代地或另外地,至少一次成形操作可以包括轴向压缩工件的一部分,由此该部分径向膨胀。该过程(其也可称为镦锻)可通过至少两个协作工具来执行。一个移动工具(其可称为压头)在相应部分上施加轴向力,而固定工具(其可称为模具)可固定相邻部分以防止工件作为整体移动。应当理解,也可以在几个步骤中进行该镦锻过程,特别是如果使用冷成形。使一部分膨胀可以特别地用于产生针栓座。
19、尽管本发明的方法优选地主要依赖于成形操作来调节工件的形状,但是这可能不足以完全建立针栓的期望形状。因此,一个实施例提供了,在所述至少一次金属成形操作之后执行至少一次机加工操作。机加工可用于对工件的形状进行微调和/或建立难以通过成形产生的结构。然而,机加工仅用于补充成形操作,因此产生的废料量显著少于常规方法。即例如:虽然常规方法可导致高达80%的材料损失,但本发明方法中的任何可选的机加工操作通常导致30%或更少的材料损失。机加工的类型不受限制,但可以特别地包括车削和/或磨削。
20、优选地,在热处理之后执行至少一次机加工操作。如果热处理包括导致工件硬度显著增加的淬火,则尤其如此。因此,可以以更高的精度进行任何机加工。而且,热处理可能在一定程度上改变工件的尺寸,因此建议随后进行机加工,这对应于工件尺寸的微调。然而,在机加工操作之后进行至少一些热处理(例如回火)也在本发明的范围内。
21、本发明还涉及一种燃料喷射器的针栓,该针栓沿轴向方向延伸并具有针栓座和针栓轴,该针栓座具有作为最大径向尺寸的座半径,该针栓轴具有作为最大径向尺寸的轴半径,所述轴半径小于所述座半径。根据本发明,针栓是至少部分地通过对金属工件执行至少一次金属成形操作以改变工件的至少一部分的径向尺寸而生产的。
本文地址:https://www.jishuxx.com/zhuanli/20240726/126699.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表