一种高闪点微量润滑切削液及其制备方法与流程
- 国知局
- 2024-07-29 10:37:12
本发明涉及微量润滑切削加工领域,具体涉及一种高闪点微量润滑切削液及其制备方法。
背景技术:
1、传统金属切削加工采用矿物油进行大量喷洒润滑和冷却,润滑剂需求量较大,且严重污染环境。对于难加工金属材料,由于导热系数较低,在切削加工过程中,切削区产生的大部分热量容易积聚在刀刃上,不能及时散热降温,加上工件的弹性恢复等因素,使得在加工过程容易产生明显的粘刀现象;尤其对于钛合金而言,切削加工过程中温度较高,加上钛合金自身高温活性强,易发生化学反应,生成氮化钛、氧化钛等化合物,导致在工件表面上产生加工硬化现象,使得钛合金表面硬度得到提高,但同时降低了其塑性,使工件表面疲劳强度降低,而且钛合金本身塑性变形能力小,加工时切屑的变形系数较小,散热不畅更加容易加剧加工硬化现象产生,参见 cn 107460025 a 、cn 104099160 a和cn 110699157 a。以往,国内外关于钛合金加工多采用传统的切削润滑产品来进行传统机床喷淋润滑切削加工,刀具容易磨损。为了提高加工效率,现已经有研究喷雾供给方式润滑冷却的油性切削液,但目前的钛合金微量润滑切削加工液存在闪点偏低,加工时会起火,从而造成安全生产事故等问题,另一方面低闪点的钛合金微量润滑切削加工液油膜强度不够,也会影响刀具的使用寿命以及表面加工质量。因此,亟需一种能有效降低刀具磨损的高闪点微量润滑切削液。
技术实现思路
1、针对现有技术的不足,本发明旨在提供一种高闪点微量润滑切削液及其制备方法。
2、为实现上述目的,本发明提供如下技术方案:
3、一种高闪点微量润滑切削液,包括按质量百分比计的如下各组分:
4、高碳异构醇: 70~86%;
5、合成酯: 6~16%;
6、油溶性聚醚: 1~2%;
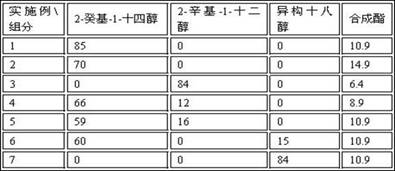
7、其中,高碳异构醇选自2-癸基-1-十四醇、2-辛基-1-十二醇和异构十八醇中的一种或数种的混合物。
8、优选的,所述高碳异构醇选自2-癸基-1-十四醇和2-辛基-1-十二醇,或选自2-癸基-1-十四醇和异构十八醇;
9、进一步的,所述高碳异构醇中各组分占所述高闪点微量润滑切削液总质量的百分比为:
10、2-癸基-1-十四醇 50~66%;
11、2-辛基-1-十二醇 10~16%;
12、或是2-癸基-1-十四醇 50~66%;
13、异构十八醇 10~16%。
14、优选的,所述合成酯选自月桂酸2-乙基己基酯、偏苯三甲酸三异癸酯和棕榈酸乙基己酯中的一种或数种的混合物。
15、优选的,所述高闪点微量润滑切削液还包括磷酸酯抗磨剂,所述磷酸酯抗磨剂选自磷酸叔丁基苯二苯酯和磷酸三苯酯中的一种或数种的混合物。
16、优选的,所述高闪点微量润滑切削液还包括含硫极压添加剂,所述含硫极压添加剂选自2,4,4-三甲基-1-戊烯硫化物、五硫化二烷基酯中的一种或数种的混合物。
17、优选的,所述油溶性聚醚选自油溶性聚醚osp-18、油溶性聚醚osp-32和油溶性聚醚osp-46中的一种或数种的混合物。
18、优选的,所述高闪点微量润滑切削液还包括金属减活剂,所述金属减活剂选自苯并三氮唑衍生物、噻二唑衍生物或油酸咪唑啉中的一种或多种混合物。
19、优选的,所述高闪点微量润滑切削液还包括抗氧剂,所述抗氧剂选自4-羟基-3,5-二叔丁基苯丙酸异辛酯。
20、优选的,所述高闪点微量润滑切削液还包括以下组分:
21、磷酸酯抗磨剂: 1~4%;
22、含硫极压添加剂: 4~9%;
23、抗氧剂: 0.1~0.5%;
24、金属减活剂: 0.1~0.5%。
25、本申请还公开了一种高闪点微量润滑切削液的制备方法,包括如下具体步骤:
26、a)按配方称量或量取高碳异构醇、合成酯、含硫极压添加剂、油溶性聚醚和抗氧剂;
27、b)将磷酸酯抗磨剂与金属减活剂混合,搅拌 ;
28、c)向步骤b所得透明液体中加入步骤a所称量的高碳异构醇、合成酯、含硫极压添加剂、油溶性聚醚和抗氧剂,搅拌均匀,冷却静置,过滤后即得所述高闪点微量润滑切削液。
29、优选的,所述步骤b中,所述磷酸酯抗磨剂与所述金属减活剂混合后加热至50~60℃。
30、与现有技术相比,本发明提供了一种高闪点微量润滑切削液,具备以下有益效果:
31、1.本发明的切削液是一种针对切削过程中的微量润滑切削液,其中使用2-癸基-1-十四醇(碳数24,闪点大于200℃)和2-辛基-1-十二醇(碳数20,闪点大于190℃)这两种闪点较高的高碳数异构醇作为基础材料,异构十八醇(碳数18,闪点大于124.9℃)闪点相对低一些,但成本也低于2-癸基-1-十四醇和2-辛基-1-十二醇;其中2-癸基-1-十四醇不仅具有良好的润滑性能、优异的低温性能,氧化稳定性高和良好的生物降解性,而且低挥发,最主要是闪点高。制备的切削液开口闪点大于180℃,解决了钛合金微量润滑切削液闪点偏低存在安全隐患的问题。
32、而且本申请中,异构醇的含量远高于合成酯,一是考虑到生物降解性能较佳,二是异构醇高温易挥发,后续清洗比较容易,而且挥发的同时带走了部分热量,进一步降低了加工过程中的温度,延长了合成酯的润滑时间,从而延长刀具的使用寿命;而且合成酯高温下,容易发生聚合,对清洗性能有一定影响,所以合成酯含量相对较低。
33、2. 本发明的微量润滑切削液中首次使用油溶性聚醚osp,相对于传统的pag,油溶性聚醚osp不仅具有优异的低温性和高粘度指数,还具有优异的水解稳定性,其吸湿性得到极大改善,同时较高的清洗性能,有效防止金属屑的累积,改善润滑和清净分散性。油溶性聚醚osp较高的极性使其具有较强的表面活性和油膜强度,少量添加即有利提高加工液的抗磨极压性能,具有一定协同增效作用。
34、3.本发明的切削液中的合成酯包括月桂酸2-乙基己基酯、偏苯三甲酸三异癸酯和棕榈酸乙基己酯,使用磷酸叔丁基苯二苯酯和磷酸三苯酯的磷酸酯抗磨剂,配上2,4,4-三甲基-1-戊烯硫化物和五硫化二烷基酯作为极压剂,合成酯、磷酸酯和含硫极压剂先后在低温到高温发挥相应抗磨保护作用,能够在加工开始到结束的温度范围均起作用,所形成的油膜强度足够高且足够稳定,本发明的切削液具有极佳的极压抗磨润滑性能,能够满足钛合金切削过程的长时间稳定加工,刀具磨损小,工件表面质量好。
35、4.本发明的切削液使用4-羟基-3,5-二叔丁基苯丙酸异辛酯和二(叔-十二烷基二硫代)-1,3,4-噻二唑,具有良好的抗氧化能力和有色金属防变色性能。
36、5.本发明的切削液除具有极高的重负荷加工的承受能力,还具有闪点高、粘度适中、色度低和气味低的优良性能,有效改善了微量润滑切削加工的操作环境。
技术特征:1.一种高闪点微量润滑切削液,其特征在于:包括按质量百分比计的如下各组分:
2.根据权利要求1所述的一种高闪点微量润滑切削液,其特征在于:所述高碳异构醇选自2-癸基-1-十四醇和2-辛基-1-十二醇,或者选自2-癸基-1-十四醇和异构十八醇;
3.根据权利要求1所述的一种高闪点微量润滑切削液,其特征在于:所述合成酯选自月桂酸2-乙基己基酯、偏苯三甲酸三异癸酯和棕榈酸乙基己酯中的一种或数种的混合物。
4.根据权利要求1所述的一种高闪点微量润滑切削液,其特征在于:所述高闪点微量润滑切削液还包括磷酸酯抗磨剂,所述磷酸酯抗磨剂选自磷酸叔丁基苯二苯酯和磷酸三苯酯中的一种或数种的混合物。
5.根据权利要求1所述的一种高闪点微量润滑切削液,其特征在于:所述高闪点微量润滑切削液还包括含硫极压添加剂,所述含硫极压添加剂选自2,4,4-三甲基-1-戊烯硫化物、五硫化二烷基酯中的一种或数种的混合物。
6.根据权利要求1所述的一种高闪点微量润滑切削液,其特征在于:所述油溶性聚醚选自油溶性聚醚osp-18、油溶性聚醚osp-32和油溶性聚醚osp-46中的一种或数种的混合物。
7.根据权利要求1所述的一种高闪点微量润滑切削液,其特征在于:所述高闪点微量润滑切削液还包括金属减活剂,所述金属减活剂选自苯并三氮唑衍生物、噻二唑衍生物或油酸咪唑啉中的一种或多种混合物。
8.根据权利要求1所述的一种高闪点微量润滑切削液,其特征在于:所述高闪点微量润滑切削液还包括抗氧剂,所述抗氧剂选自4-羟基-3,5-二叔丁基苯丙酸异辛酯。
9.根据权利要求1所述的一种高闪点微量润滑切削液,其特征在于:所述高闪点微量润滑切削液还包括以下组分:
10.一种如权利要求9所述的高闪点微量润滑切削液的制备方法,其特征在于:包括如下具体步骤:
技术总结本发明公开了一种高闪点微量润滑切削液及其制备方法,包括按质量百分比计的如下各组分:高碳异构醇:70~86%;合成酯:6~16%;油溶性聚醚:1~2%;其中高碳异构醇选自2‑癸基‑1‑十四醇、2‑辛基‑1‑十二醇和异构十八醇中的一种或数种的混合物。用闪点较高的高碳数支链异构醇作为基础材料,既满足加工液闪点高的安全性要求,又保证清洁效果,以及异构醇含量远高于合成酯,而且首次使用油溶性聚醚,配制的微量润滑切削液闪点高,微量喷雾加工安全性好,刀具磨损低,润滑效果佳。技术研发人员:颜炳姜,潘传艺,袁尧辉,李伟秋,王成勇受保护的技术使用者:科益展智能装备有限公司技术研发日:技术公布日:2024/7/11本文地址:https://www.jishuxx.com/zhuanli/20240726/132716.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表