一种柔性生产线数控机床工作台平面度自动控制方法与流程
- 国知局
- 2024-08-01 00:21:10
本发明涉及到机床加工,尤其涉及一种柔性生产线数控机床工作台平面度自动控制方法。
背景技术:
1、柔性生产线工作台作为可交换机构,穿插于生产线和多台机床之间,主要起到承载工装和零件的作用,因此工作台运动到各台机床时的适配精度直接影响到零件加工质量;并且当工作台被夹持在机床滑鞍上时,机床床身精度误差直接传递累加在工作台上,直接表现在工作台平面度误差。
2、目前通用的解决办法是利用磁力表座及百分表工具,人工进行检测,当平面度不满足加工要求时,采用垫垫片或修正机床地基的方式进行调整,整个检测和调整过程耗时长,效率低,无法满足柔性生产线自动化生产运行。
3、公开号为cn108214100a,公开日为2018年06月29日的中国专利文献公开了一种数控机床安装精度的检测调试方法,步骤一、机床初步摆放调整;步骤二、检查机床垫铁的位置;步骤三、机床的静态水平调整;步骤四、机床的动态水平调整;步骤五、检查百分表是否处于完好状态;步骤六、机床工作台平面度的调整。
4、该专利文献公开的数控机床安装精度的检测调试方法,提高设备的运行可靠度与安全性,保证设备加工质量。但是,由于是利用水平仪、百分表仪器进行精度检测和调整,检测与调整过程仍然费时费力,影响作业效率。
技术实现思路
1、本发明为了克服上述现有技术的缺陷,提供一种柔性生产线数控机床工作台平面度自动控制方法,本发明机床工作台平面度检测与补偿过程完全摆脱人工干预,能够做到作业过程准确有效,有效提高作业效率。
2、本发明通过下述技术方案实现:
3、一种柔性生产线数控机床工作台平面度自动控制方法,其特征在于,包括以下步骤:
4、步骤s1:确定工作台中心0点,按照等距对称间隔在工作台上设定延x坐标和y坐标方向的多个检测点;
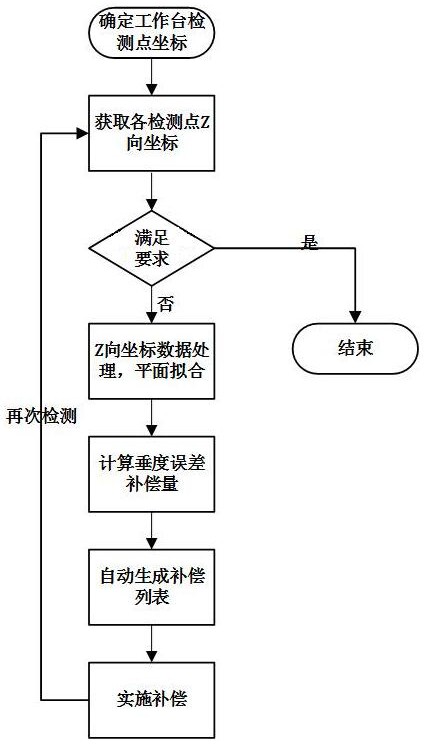
5、步骤s2:控制工作台移动到设定的检测点,利用探头采集各检测点的z向坐标;
6、步骤s3:通过得到的各检测点的z向坐标,根据最小二乘法拟合出工作台实际位置的拟合平面;
7、步骤s4:按照螺距误差补偿的坐标点位分别作拟合平面的中轴线延机床坐标系的z轴垂直投影,以拟合平面的中点作为补偿基准点,计算平面度误差;
8、步骤s5:根据计算出的各坐标点的平面度补偿量,自动生成对应关系的补偿列表,再通过程序设定的平面度偏差阈值进行自动判断是否进行补偿,若误差在阀值范围内,则结束,若误差超过阀值,将自动调用补偿列表进行补偿,补偿过后再次按照步骤s2采集各检测点z向精度数据验证补偿结果,确定工作台平面度,若满足要求,则结束,若未满足要求,则重复步骤s3-s5。
9、所述步骤s1中,检测点的x坐标和y坐标为。
10、所述步骤s2中,检测点的z向坐标为。
11、所述步骤s3中,通过式1拟合出工作台实际位置的拟合平面;
12、 式1
13、 式2
14、 式3
15、其中,为平面方程的各项系数,为的矩阵,为的列向量,为各检测点的x轴坐标,为各检测点的y轴坐标,为输入点的个数,为各检测点的z轴坐标。
16、所述步骤s4中,拟合平面的中点作为补偿基准点是指将中点坐标(0,0)带入拟合平面中计算出坐标,以坐标为基准点分别计算x方向和y方向上的垂度误差补偿值。
17、所述x方向上的垂度误差补偿值为,取相反数作为平面度的补偿值,其中为x方向上z轴投影坐标。
18、所述y方向上的垂度误差补偿值为,取相反数作为平面度的补偿值,其中为y方向上z轴投影坐标。
19、所述步骤s5中,自动生成对应关系的补偿列表是指用垂度补偿的方式完成工作台俯仰和左右偏摆的误差补偿。
20、本发明的有益效果主要表现在以下方面:
21、1、本发明,步骤s1:确定工作台中心0点,按照等距对称间隔在工作台上设定延x坐标和y坐标方向的多个检测点;步骤s2:控制工作台移动到设定的检测点,利用探头采集各检测点的z向坐标;步骤s3:通过得到的各检测点的z向坐标,根据最小二乘法拟合出工作台实际位置的拟合平面;步骤s4:按照螺距误差补偿的坐标点位分别作拟合平面的中轴线延机床坐标系的z轴垂直投影,以拟合平面的中点作为补偿基准点,计算平面度误差;步骤s5:根据计算出的各坐标点的平面度补偿量,自动生成对应关系的补偿列表,再通过程序设定的平面度偏差阈值进行自动判断是否进行补偿,若误差在阀值范围内,则结束,若误差超过阀值,将自动调用补偿列表进行补偿,补偿过后再次按照步骤s2采集各检测点z向精度数据验证补偿结果,确定工作台平面度,若满足要求,则结束,若未满足要求,则重复步骤s3-s5,较现有技术而言,整个机床工作台平面度检测与补偿过程完全摆脱人工干预,能够做到作业过程准确有效,有效提高作业效率。
22、2、本发明,能够解决柔性生产线工作台交换至各机床时的平面度检查与调整过程过度依赖人工、耗时长、效率低的问题,具有良好的适用性。
23、3、本发明,能够自动检测与补偿工作台平面偏差,提高柔性生产线加工效率。
24、4、本发明,自动化程度高,能够提高柔性生产线自动运行程度。
技术特征:1.一种柔性生产线数控机床工作台平面度自动控制方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种柔性生产线数控机床工作台平面度自动控制方法,其特征在于:所述步骤s1中,检测点的x坐标和y坐标为。
3.根据权利要求1所述的一种柔性生产线数控机床工作台平面度自动控制方法,其特征在于:所述步骤s2中,检测点的z向坐标为。
4.根据权利要求1所述的一种柔性生产线数控机床工作台平面度自动控制方法,其特征在于:所述步骤s3中,通过式1拟合出工作台实际位置的拟合平面;
5.根据权利要求4所述的一种柔性生产线数控机床工作台平面度自动控制方法,其特征在于:所述步骤s4中,拟合平面的中点作为补偿基准点是指将中点坐标(0,0)带入拟合平面中计算出坐标,以坐标为基准点分别计算x方向和y方向上的垂度误差补偿值。
6.根据权利要求5所述的一种柔性生产线数控机床工作台平面度自动控制方法,其特征在于:所述x方向上的垂度误差补偿值为,取相反数作为平面度的补偿值,其中为x方向上z轴投影坐标。
7.根据权利要求5所述的一种柔性生产线数控机床工作台平面度自动控制方法,其特征在于:所述y方向上的垂度误差补偿值为,取相反数作为平面度的补偿值,其中为y方向上z轴投影坐标。
8.根据权利要求1所述的一种柔性生产线数控机床工作台平面度自动控制方法,其特征在于:所述步骤s5中,自动生成对应关系的补偿列表是指用垂度补偿的方式完成工作台俯仰和左右偏摆的误差补偿。
技术总结本发明公开了一种柔性生产线数控机床工作台平面度自动控制方法,属于机床加工技术领域,其特征在于,包括以下步骤:步骤S1:确定工作台中心0点,设定延X坐标和Y坐标方向的多个检测点;步骤S2:利用探头采集各检测点的Z向坐标;步骤S3:根据最小二乘法拟合出工作台实际位置的拟合平面;步骤S4:按照螺距误差补偿的坐标点位分别作拟合平面的中轴线延机床坐标系的Z轴垂直投影,以拟合平面的中点作为补偿基准点,计算平面度误差;步骤S5:根据计算出的各坐标点的平面度补偿量,自动生成对应关系的补偿列表。本发明机床工作台平面度检测与补偿过程完全摆脱人工干预,能够做到作业过程准确有效,有效提高作业效率。技术研发人员:代良强,漆浪,方宇晨,夏远猛,郭瑞华,董光亮,蒋云峰,张伟伟,代兵,赵长永,高强荣,徐强,吴强,张云诏受保护的技术使用者:成都飞机工业(集团)有限责任公司技术研发日:技术公布日:2024/7/18本文地址:https://www.jishuxx.com/zhuanli/20240730/200727.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表