一种滤波器绕线机及绕线方法与流程
- 国知局
- 2024-07-31 18:22:48
本技术涉及滤波器加工,尤其是涉及一种滤波器绕线机及绕线方法。
背景技术:
1、共模电感滤波器通常采用铁氧体磁芯,铁氧体磁芯为半筒状结构,两块铁氧体磁芯通过塑料材质的架体承载,架体的截面为工字型设置,铁氧体磁芯外部进行绕线,低差模噪声信号抑制干扰源,在高速信号中难以变形,杂讯抑制对策佳,高共模噪音抑制和低差模噪声信号抑制,在共模电感滤波器针脚绕线过程中需要用到绕线机构。
2、传统的绕线机构在加工效率上可能存在一些问题,具体的,由于其操作需要较多的人工参与,如切线、下料等工序,针对传统绕线机构的加工效率低下的问题,需要寻求更高效、精确和灵活的绕线解决方案。
技术实现思路
1、为了提高滤波器的绕线加工效率,本技术提供一种滤波器绕线机及绕线方法。
2、本技术提供的一种滤波器绕线机及绕线方法采用如下的技术方案:
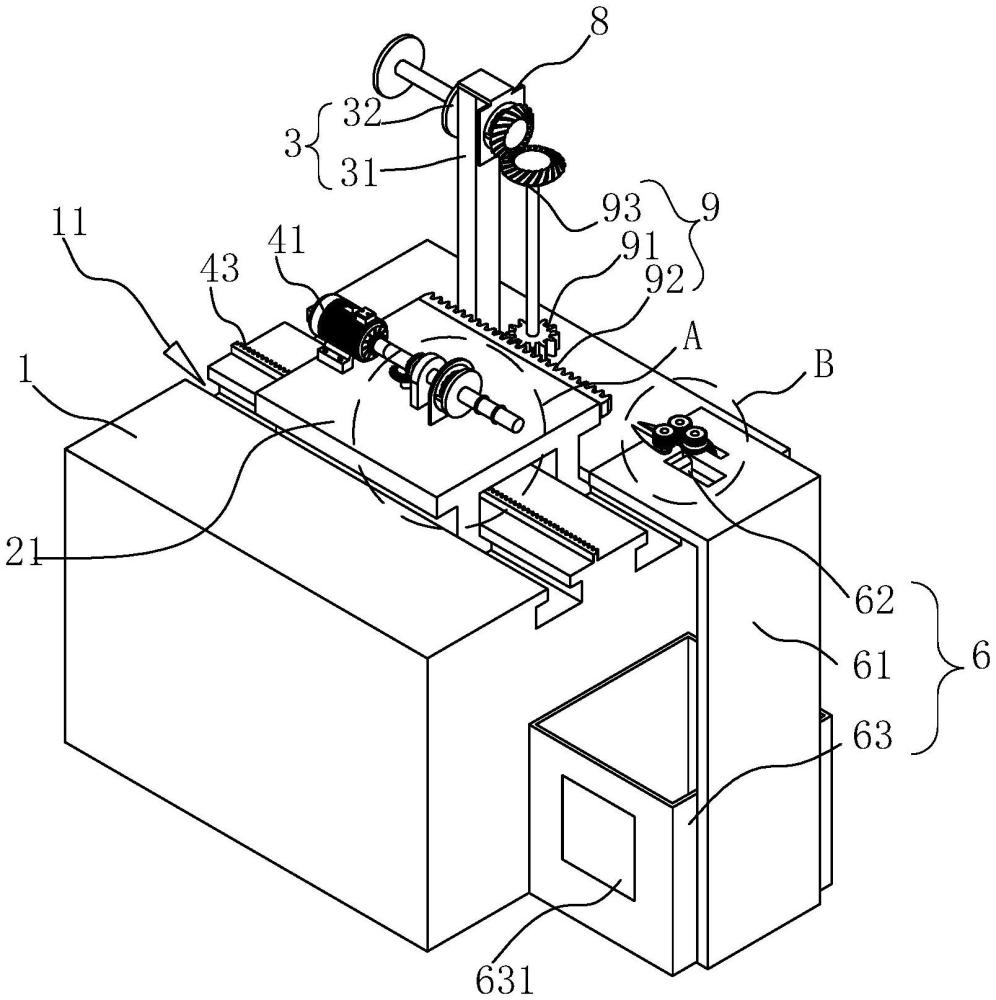
3、一种滤波器绕线机,包括机体,所述机体上设置有绕线组件、放线组件、驱动组件、切线组件以及下料组件,所述绕线组件包括滑台和转动辊,所述滑台沿水平方向滑移,所述转动辊转动承载于所述滑台上,所述转动辊用于承载架体,所述放线组件包括放卷辊,所述放卷辊位于所述转动辊的上方,所述放卷辊转动承载于所述机体上,所述放卷辊收卷有线材,所述切线组件位于所述滑台的一侧,当所述滑台水平运动到对应切割位置时,所述切线组件对线材进行切割,所述驱动组件设置于所述机体上,所述驱动组件用于驱动所述绕线组件动作,所述切线组件用于对线材进行切割,所述下料组件用于实现滤波器的下料。
4、通过采用上述技术方案,首先,采用了自动化的绕线机构,减少了人工操作的参与,从而提高了生产效率。绕线组件中的滑台沿水平方向滑移,转动辊用于承载架体,放卷辊收卷线材,切线组件用于对线材进行切割,这些组件的协同作用实现了对线材的自动处理,减少了操作步骤和人工干预,提高了加工效率。
5、其次,通过放卷辊、转动辊和滑台的配合运动,可以精准地控制线材的传送和位置,从而确保在绕线过程中线材的准确性和稳定性,减少了误差率,提高了产品质量。
6、此外,机体上设置了驱动组件和下料组件,可以根据不同的需求灵活调整机器的动作和工作模式,适应不同规格和复杂度的绕线任务,进一步提高了生产的灵活性和适应性。
7、因此,有效地解决了传统绕线机构在加工效率低下的问题,提高了绕线过程的自动化程度、精度和灵活性,从而实现了更高效、精确和灵活的绕线解决方案。
8、优选的,所述机体上开设有导向槽,所述滑台上设置有导向块,所述导向块滑移设置于所述导向槽内。
9、通过采用上述技术方案,导向槽和导向块的设置使得滑台在水平方向上的移动更加稳定和准确,从而提高了绕线过程中的定位精度和操作稳定性。
10、优选的,所述驱动组件包括驱动电机、两个第一锥齿轮、第一传动齿轮以及第一传动齿条,所述驱动电机安装于所述滑台上,所述驱动电机的输出轴与所述转动辊同轴设置,所述第一传动齿轮转动承载于所述滑台上,所述第一锥齿轮用于实现所述驱动电机的输出轴与所述第一传动齿轮之间的传动,所述第一传动齿条安装于所述机体上,所述第一传动齿轮与所述第一传动齿条相互啮合。
11、通过采用上述技术方案,启动驱动电机,驱动电机的输出轴转动,进而带动转动辊转动,同时,在第一锥齿轮的传动下,使得第一传动齿轮同步转动,又由于第一传动齿条固定于机体上且与第一传动齿轮相互啮合,从而使得第一传动齿轮能够相对第一传动齿条滚动,带动滑台运动的同时,使得转动辊带动架体转动,实现绕线。
12、优选的,所述放卷辊与所述滑台之间设置有第一传动组件,所述第一传动组件包括第二传动齿条、第二传动齿轮以及两个第二锥齿轮,所述第二传动齿条固定于所述滑台的侧壁,所述第二传动齿轮转动承载于所述机体上,所述第二传动齿条与所述第二传动齿轮相互啮合,所述放卷辊与所述第二传动齿轮之间通过所述第二锥齿轮传动。
13、通过采用上述技术方案,滑台滑移时,带动第二传动齿条水平运动,又由于第二传动齿轮与第二传动齿条相互啮合,从而带动第二传动齿轮转动,在第二锥齿轮的传动下,使得放卷辊转动,放卷辊配合转动辊的转动而同步放线。
14、优选的,所述下料组件包括承载座、脱料板、扭簧以及收集箱,所述承载座设置于所述机体的一侧,所述脱料板转动承载于所述承载座上,所述脱料板背向所述滑台的一侧翻转,所述扭簧安装于所述承载座与所述脱料板之间并用于所述脱料板的复位,所述收集箱位于所述脱料板的下方。
15、通过采用上述技术方案,当滑台运动一段距离后,转动辊带动架体的凸沿顶开脱料板,扭簧被挤压,滑台继续运动一段距离后,架体的凸沿越过脱料板,在扭簧的作用下复位,此时完成绕线,滑台复位,复位过程中,架体的凸沿触碰到脱料板,脱料板对架体的凸沿进行限位,使得转动辊与架体逐渐脱离,脱离后的架体掉落至收集箱内,完成下料。
16、优选的,所述转动辊上固定有限位环和弹性环,所述限位环与架体的一侧壁抵接,所述弹性环与所述架体的内壁抵接。
17、通过采用上述技术方案,限位环能够为架体提供作用力,以使架体能够顺利顶开脱料板,弹性环间接提高架体与转动辊之间的摩擦力,提高了架体放置的稳定性。
18、优选的,所述驱动电机的输出轴与所述转动辊之间设置有第一内棘轮机构,所述第一内棘轮机构用于实现所述驱动电机的输出轴与所述转动辊之间的单向传动,所述放卷辊与所述第二锥齿轮之间设置有第二内棘轮机构,所述第二内棘轮机构用于实现所述放卷辊与所述第二锥齿轮之间的单向传动。
19、通过采用上述技术方案,复位时,由于第一内棘轮机构和第二内棘轮机构的单向传动特性,以使转动辊和放卷辊相对保持静止,提高复位的稳定性。
20、优选的,所述切线组件包括切刀、控制齿轮以及两个第三锥齿轮,所述切刀设置有两个,两个所述切刀转动承载于所述承载座上,所述控制齿轮设置有两个,两个所述控制齿轮分别与两个所述切刀同轴设置,两个所述控制齿轮相互啮合,两个所述第三锥齿轮用于实现所述脱料板与其中一个所述控制齿轮之间的传动。
21、通过采用上述技术方案,脱料板被顶开的同时,在第三锥齿轮的传动下,使得其中一个控制齿轮转动,又由于两个控制齿轮相互啮合,从而能够带动两个切刀相对运动,以剪切线材。
22、优选的,所述收集箱的侧壁开设有观察窗。
23、通过采用上述技术方案,操作人员通过观察窗,能够更加方便地观察收集箱内的状况。
24、一种绕线方法,采用上述的一种滤波器绕线机执行,包括以下步骤:
25、将滤波器绕线机就位,并确保所有组件处于正常工作状态。这包括检查绕线组件、放线组件、驱动组件、切线组件和下料组件;
26、将线材通过放线组件引导至绕线区域;
27、启动滤波器绕线机的驱动组件,使绕线组件开始工作;
28、当滤波器绕制完成时,滑台移动到切割位置,切线组件对线材进行切割,并由下料组件将成品滤波器移出绕线机。
29、综上所述,本技术包括以下至少一种有益技术效果:
30、1. 有效地解决了传统绕线机构在加工效率低下的问题,提高了绕线过程的自动化程度、精度和灵活性,从而实现了更高效、精确和灵活的绕线解决方案;
31、2. 绕线机的精确度和稳定性可以确保滤波器的质量,每个滤波器都能按照相同的标准进行制造,避免了人为操作可能带来的差异;
本文地址:https://www.jishuxx.com/zhuanli/20240731/178927.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
USB连接器的制作方法
下一篇
返回列表