用于电插接连接的两件式的接触元件以及用于制造这种接触元件的方法与流程
- 国知局
- 2024-07-31 18:54:20
本发明基于根据独立权利要求1的类型的接触元件。此外,本发明还涉及一种根据独立权利要求18的类型的用于制造接触元件的方法。需要这种接触元件,以便在电导体、尤其是绞合导体与销或插座触头的连接端部之间建立电连接。为了传递电流或电功率,接触元件与匹配的配对接触元件接触。接触元件例如被使用在插接连接器中,但是也能够安装在所谓的汇流排上。这种插接连接器和配对插接连接器被用于尤其在工业领域中在两根电导线或一根电导线和设备之间建立电气和机械连接。
背景技术:
1、由de 10 2010 020 346 a1已知的是,这种接触元件作为车削部件以实心触头的形式制造。这些触头由实心材料构成并且由于车削部件的高制造精度而在插入到绝缘壳体中时具有良好的引导和定位特性。此外,这种接触元件与大致相同大小的由相同材料制成的冲压弯曲接触元件相比具有高的电流可传输性。
2、实心材料接触元件的突出之处在于有待极其精确地制造的引导区域。尤其是在这种插座接触元件中无需特别耗费的措施就可以为用于销接触元件的插入区域设有封闭的、环形的入口区域。然而,这种接触元件的加工对于使用者来说是相对耗费的,因为接触元件作为单个接触元件制造并且对于自动加工必须采取特别的预防措施。因此,接触元件通常必须事先麻烦地安装到随后被输送给机器的加工带中。这例如在ep 3 123 574 b1中揭示。
3、ep 3 140 883 b1揭示一种接触元件,所述接触元件以冲压弯曲方法制造。这种接触元件可以相当廉价地制造。然而,所谓的冲压-弯曲-接触元件具有较大的制造公差,从而在机器加工时可能出现错误。此外,这种接触元件的应用领域受到相比于尺寸较小的载流能力的限制。
4、ep 0 106 992 a1揭示一种接触元件,所述接触元件由不同的组成部分构成。接触区域在此实施为所谓的车削部件并且因此实心地实施并且尤其是设置用于配合精确地定位在绝缘壳体的预先确定的容纳开口中。连接区域在此设计用于j借助u形截面压接电导体并且实施为冲压弯曲部件。接触元件的这些功能组成部分通过销状的夹紧件电气地和机械地相互连接,此外在夹紧件的区域中还进行所谓的机械冲压。
5、在本技术的优先权申请中,德国专利商标局检索到了以下现有技术文献:de 102007 026 707b3、de 100 05 297a1、de 199 22 560a1、de 20 2018 104958u1、de 11 2015004 383 t5、ep 3 123 574 b1、ep 3 140 883 b1和ep 0 106992a1。
技术实现思路
1、本发明的任务在于,提出一种接触元件,其具有良好的电特性、可有利地制造并且可简单地、尤其机械地加工。
2、该任务通过独立权利要求的相应主题来解决。
3、本发明的有利的设计方案在从属权利要求和下面的说明中给出。
4、根据本发明的电接触元件由两个不同的部分构成,其中这两个部分彼此机械和电气连接。这些部分是指导体连接部分和接触部分。
5、导体连接部分优选由黄铜或黄铜板形成,而接触部分由线材材料(strangmaterial)制成,该线材材料由铜或铜合金构成,且附加地有利地电镀以贵金属涂层来覆盖。贵金属优选为银、银合金、金或金合金。
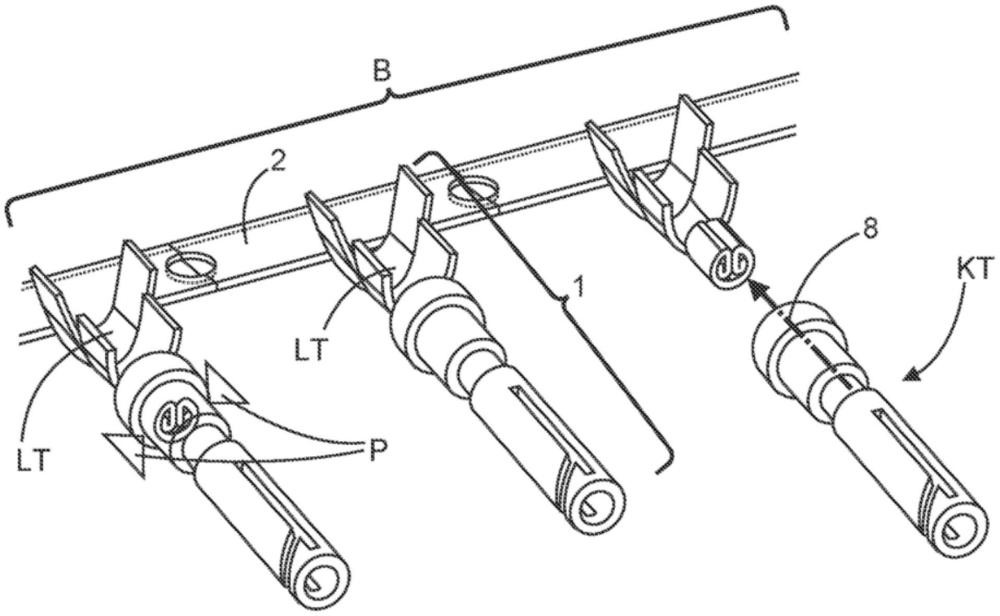
6、第一部分是指导体连接部分,其以冲压弯曲方法由金属板冲压而成。导体连接部分设置成用于压接电导体。在压接时,导体的被剥皮的端部挤压到导体连接部分的导体连接区域上。连接部分还具有敞开的且基本上具有u形截面的导体连接区域。导体连接部分在其面向接触部分的端部具有接合区域。
7、接合区域由两个平坦的、对置的舌片形成,所述舌片分别折叠或者说螺旋形地卷绕或者卷起并且紧接着相互挤压或者冲压。在其中卷绕的舌片彼此相对挤压的区域中,产生了凹槽(sicke)或槽。由此形成用自身材料填充的接合区域。不需要外来材料或附加的构件来用材料填充所述接合区域,这对于紧接着的冲压过程是必要的。
8、导体连接部分的接合区域优选基本上具有柱体形状。在此,柱体的体积至少60%、优选甚至至少80%被填充材料。
9、第二部分是指接触部分,其在车削方法和必要时的其他切削(spanenden)方法步骤中由实心材料或实心的材料制成。接触部分可以被实施为销部分或插座部分。接触部分在其指向连接部分的端部上具有一个轴向的、基本上同心的孔。
10、导体连接部分的接合区域布置在接触部分的孔中。导体连接部分和接触部分通过在孔的外部区域中的冲压最终相互固定在一起。接合区域不是空心柱状地构造,而是实心地构造或以自身材料填充地构造。导体连接部分的接合区域的截面设计成扭结面包的形状由此,可以实现在导体连接部分和接触部分之间的特别稳定的机械连接。
11、优选地,接触元件由恰好两个不同的部分形成。这意味着,不需要其它部件来将两个功能部分、即导体连接部分和接触部分相互机械地且电气地连接。
12、导体连接部分是由金属板材料成型的冲压弯曲部件,并且在连接侧配备有侧向敞开的且具有u形截面的导体连接区域。导体连接部分在其面向接触部分的端部上具有带有轴向槽的接合区域。槽由上面详细描述的相互触碰的、卷绕的或折叠的舌片形成。
13、优选地,卷绕的和/或卷起的和/或折叠的舌片弹性地彼此挤压。这意味着,它们在挤压在一起时施展向外的力作用并且在插入到接触部分的轴向孔中时施加保持力。
14、u形的导体连接区域具有用于在端侧被剥皮的导体上挤压或压接的第一分区域,以及用于包围仍绝缘的导体区域的第二分区域。后者尤其用于由导体和接触元件构成的系统的应变消除。
15、导体连接部分的接合区域伸入到接触部分的轴向孔中的区域,即两个部分发生重叠的区域被称为连接区域。优选地,在连接区域内在外侧设置有冲压部(也称为凹槽)。由此,这两个部分牢固地彼此机械连接。该连接是如此稳定的,即它能承受根据本发明的接触元件的机械加工。
16、根据本发明的接触元件的制造根据以下方法步骤进行:
17、a)首先,导体连接部分由金属板带冲压而成,其中,各个导体连接部分在连接条上保持彼此连接。
18、b)接着,通过使两个在两侧突出的舌片分别(通过材料的折叠、翻边或卷起)螺旋形地变形并且然后相互挤压,在冲压出的导体连接部分上形成接合区域。此外,两个另外的相对而置的舌片对在弯曲过程(冲压过程)中向上弯曲且由此形成导体连接区域。
19、c)接着,将接合区域推入到以车削方法制造的接触部分的轴向孔中。车削部件以单独的上游的制造方法制造,该制造方法在本技术中不详细描述。
20、d)接着,在孔的区域中进行接触部分的外侧的挤压(冲压),确切地说,在导体连接部分的接合区域位于孔内的高度上进行挤压(冲压)。由此实现导体连接部分和接触部分的机械和工业适用的固定。
21、b')螺旋状卷绕或卷起的舌片尤其是由于其相互挤压而可产生弹簧力。
22、c')在将导体连接部分的接合区域推入到接触部分的为此设置的轴向孔中时,通过卷绕或卷起的舌片然后向孔壁上施加向外指向的力,从而在这两个部分之间产生夹紧力。由此简化了随后的冲压过程,因为这些部分可靠地保持在位置中。
23、为了进一步提高两个部分(导体连接部分和接触部分)之间的保持力,除了两个部件的基本上力锁合的连接之外也设置形状锁合的连接。这通过上述冲压来实现。
本文地址:https://www.jishuxx.com/zhuanli/20240731/180980.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表