一种大功率半导体激光器晶圆P面图形化电镀金的方法与流程
- 国知局
- 2024-07-31 19:03:32
本发明涉及一种大功率半导体激光器晶圆p面图形化电镀金的方法,属于大功率半导体激光器电镀金电极。
背景技术:
1、金具有高导电率、高热导率、较好的化学稳定性等优点,在半导体、集成电路、电子元器件产品等方面具有广泛的应用。目前,在大功率半导体激光器电镀金领域,一般为大功率半导体激光器的晶圆p面图形化,裸露待镀金区域,使用光刻胶作为非镀金区的绝缘层,然后在待镀金区上电镀厚金层。此方法的缺点是光刻胶厚度较厚,曝光、显影后偏差较大,致使电镀后大功率半导体激光器图形化的偏离度增大,导致器件纵向发散角增大。另外,由于光刻胶易溶于碱性溶液中,导致采用亚硫酸钠体系电镀液电镀厚金层时,容易造成光刻胶溶解于电镀液中,造成电镀液的污染和镀层质量的下降,降低了晶圆良率和电镀液的利用率。
技术实现思路
1、针对现有技术的不足,本发明提供一种大功率半导体激光器晶圆p面图形化电镀金的方法,通过将待电镀晶圆p面图形化分为待镀金区和非镀金区;其中,非镀金区上为薄纳米级sio2绝缘层。然后,采用电镀法沉积4-6μm厚金层。与传统工艺相比,此方法使用薄纳米级sio2作为非镀金区上的绝缘层,大功率半导体激光器图形化的偏离度较小,保证纵向发散角较小,提高了器件性能。同时,此方法为全覆盖tiptau种子层,无需剥离去除非镀金区上的tiptau种子层,在非镀金区上生长纳米级sio2绝缘层,保证了整个晶圆的导电性一致,镀层均匀性稳定在10%内,有利于大功率半导体激光器的焊线封装。
2、另外,此方法使用无机sio2或sinx绝缘层,避免了在碱性电镀液环境下,光刻胶的溶解和镀层表面的污染,有利于提高电镀液的利用率和镀层金属良率。
3、本发明的技术方案如下:
4、一种大功率半导体激光器晶圆p面图形化电镀金的方法,包括如下步骤:
5、s1:采用电子束蒸发工艺,在大功率半导体激光器晶圆表面蒸镀薄金种子层;
6、s2:在步骤s1的中的薄金种子层上,采用pecvd沉积绝缘层;
7、s3:对步骤s2处理后的晶圆表面旋涂一层光刻胶,曝光、显影后,光刻胶保留在非镀金区上,待镀金区上暴露绝缘层;
8、s4:采用boe腐蚀液,腐蚀去除步骤s3中待镀金区域上暴露的绝缘层;
9、s5:对经过步骤s4处理的晶圆湿法去除非镀金区上的光刻胶,进入下一工序;
10、s6:采用电镀工艺对经过步骤s5处理的晶圆表面进行电镀金,在待镀金区形成电镀厚金层,非镀金区裸露绝缘层。
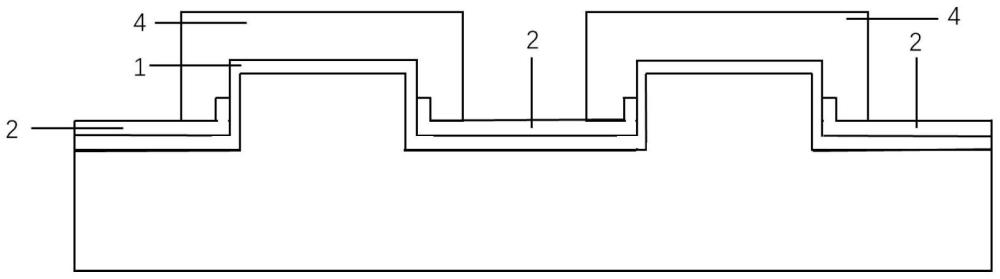
11、本发明中,制作大功率半导体激光器的晶圆时电镀的种子层和绝缘层,即在晶圆的p型区上,待电镀金区形成图形化的薄种子层,非镀金区为薄种子层上形成图形化的薄层siox或sinx的绝缘层,然后电镀厚金。
12、优选的,步骤s1中,薄金种子层为tiptau种子层,其厚度为100-200nm。
13、优选的,步骤s2中,绝缘层为sio2、sinx的任一种,厚度为100-300nm。
14、优选的,步骤s3中,光刻胶的厚度为1-3μm。
15、优选的,步骤s4中,boe腐蚀液为氟化铵、氢氟酸和去离子水混合组成,质量比为1:1:5。
16、优选的,步骤s5中,光刻胶去除工艺为丙酮浸泡。
17、优选的,步骤s6中,厚金层的电镀沉积温度为60℃。
18、优选的,步骤s6中,厚金层的厚度为4-6μm。
19、本发明未详尽之处,均可参见现有技术。
20、本发明的有益效果为:
21、1、传统工艺中,通常使用较厚的光刻胶作为非镀金区的绝缘层,较厚的绝缘层易使电镀后大功率半导体激光器金属偏离度增加,导致纵向发散角增大。本发明的大功率半导体激光器晶圆p面图形化电镀金的方法中,采用了纳米级sio2绝缘层,电镀后大功率半导体激光器图形化的偏离度较小,保证纵向发散角较小,提高了器件性能。
22、2.本发明的大功率半导体激光器p面图形化电镀金的方法,无需剥离非镀金区的tiptau种子层,种子层覆盖整个晶圆,保证晶圆不同区域的导电性一致,从而保证镀层均匀性在10%内,有利于大功率半导体激光器的焊线封装。
23、3、传统的制备方法,光刻胶作为有机非镀金区的绝缘层,在碱性电镀液环境下易溶解于电镀液中,造成电镀液的污染和镀层的污染;本发明采用无机sio2作为非镀金区绝缘层,可以有效避免镀层污染和电镀液的污染,进而提高镀层金属良率和电镀液的利用率。
技术特征:1.一种大功率半导体激光器晶圆p面图形化电镀金的方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的大功率半导体激光器晶圆p面图形化电镀金的方法,其特征在于,步骤s1中,薄金种子层为tiptau种子层,其厚度为100-200nm。
3.根据权利要求1所述的大功率半导体激光器晶圆p面图形化电镀金的方法,其特征在于,步骤s2中,绝缘层为sio2、sinx的任一种,厚度为100-300nm。
4.根据权利要求1所述的大功率半导体激光器晶圆p面图形化电镀金的方法,其特征在于,步骤s3中,光刻胶的厚度为1-3μm。
5.根据权利要求1所述的大功率半导体激光器晶圆p面图形化电镀金的方法,其特征在于,步骤s4中,boe腐蚀液为氟化铵、氢氟酸和去离子水混合组成,质量比为1:1:5。
6.根据权利要求1所述的大功率半导体激光器晶圆p面图形化电镀金的方法,其特征在于,步骤s5中,光刻胶去除工艺为丙酮浸泡。
7.根据权利要求1所述的大功率半导体激光器晶圆p面图形化电镀金的方法,其特征在于,步骤s6中,厚金层的电镀沉积温度为60℃。
8.根据权利要求7所述的大功率半导体激光器晶圆p面图形化电镀金的方法,其特征在于,步骤s6中,厚金层的厚度为4-6μm。
技术总结本发明涉及一种大功率半导体激光器晶圆P面图形化电镀金的方法,属于大功率半导体激光器电镀金电极技术领域。本发明大功率激光器的待镀金区域为薄金种子层,非镀金区域为纳米级SiO<subgt;2</subgt;绝缘层,代替了较厚的光刻胶绝缘层,从而降低电镀后大功率半导体激光器图形化的偏离度,改善纵向发散角;同时,此方法为全覆盖TiPtAu种子层,无需剥离去除非镀金区上的TiPtAu种子层,在非镀金区上生长纳米级SiO<subgt;2</subgt;绝缘层,保证了整个晶圆的导电性一致,镀层均匀性稳定在10%内,有利于大功率半导体激光器的焊线封装。此方法也避免了碱性电镀液中光刻胶的溶解,避免了电镀液的污染和电镀镀层的污染,大大提高了镀层金属良率和电镀液的利用率。技术研发人员:张积波,任夫洋,张晓东,吴德华受保护的技术使用者:山东华光光电子股份有限公司技术研发日:技术公布日:2024/7/29本文地址:https://www.jishuxx.com/zhuanli/20240731/181521.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表