贴片机元件运送调整装置的制作方法
- 国知局
- 2024-08-02 12:49:15
本技术涉及led贴片,尤其涉及一种灯珠上料装置及其运输和调整led灯珠、元件极性设备。
背景技术:
1、随着市场对大面积led灯板和led灯带的需求越来越大,生产实践中对生产企业led灯珠或元件的贴装效率的要求也越来越高。又由于人们对led屏显示质量的要求也越来越高,显示像素也越来越高,则led发光元件也越趋于小型化、微型化(目前灯珠尺寸通常远小于米粒)。所以,在led灯珠贴片工艺上对生产企业的要求越来越高,尤其是针对led元件的散件贴装工艺,给生产企业带来极大挑战。
2、如在先授权专利文献(授权公告号:cn 214934018 u)所述,现有技术中灯珠大多呈立方体设置,其具有顶面、底面以及四个周面,顶面的截面呈方形设置,周面的截面呈矩形设置,灯珠的顶面与底面之间的间距为灯珠的厚度,灯珠的厚度小于灯珠的宽度(详见上述在先专利说明书0044段),一般将顶面称为“正面”,将底面称为“反面”,在灯珠正面上部一角处设置用于标识灯珠极性方向的切角(详见上述在先专利说明书附图1),灯珠的正面为发光面,反面为引脚设置面,有的灯珠设置比如四个引脚,其中一个引脚为正极,其余三个引脚为负极(分别负责显示不同颜色),四个引脚分设于灯珠两侧。将灯珠贴装在灯板或灯带上的过程中,需要先将灯珠排列在收集架(送料板)上,收集架上沿自身的长度方向开设有多个收集槽(或“放料槽”),在将灯珠排列在收集架上时需将灯珠放置在收集槽中,之后再将收集架上的灯珠一同转运并贴装在灯板或灯带上(详见上述在先专利说明书0045段)。其中,所述“收集架”在本领域也常被称为“送料板”,将灯珠转运并贴装大多采用的是与灯珠一一对应的吸盘或吸嘴。
3、在另一在先授权的专利文献中(授权公告号:cn 213111418 u),介绍了在灯珠上料过程中如何通过吸盘将灯珠输送并安放在送料板上的放料槽内的技术方案。也披露了电机驱动吸盘移动的结构方案。
4、但对于微小型灯珠散件供料的工况来说,将送料区(或称“放料区”、灯珠载轨)的灯珠输送到送料板上的过程仍是一个比较复杂的工艺。大多散件供料设备均是通过振动盘将零散的大量led灯珠顺序排列供应到送料区,在此过程中同时完成led灯珠正反面方向的识别和遴选,将放置方向不正确的灯珠移除出输送队列,然后再通过吸盘将送料区的灯珠运送到送料板上,在此过程中需要完成所运送灯珠极性的识别或转向动作(如需要)。
5、现有技术中通常采用两套吸盘接力运送的方式,第一套吸盘将送料区的灯珠运送到一个待料区,在待料区对灯珠极性进行识别,如极性正确则由第二套吸盘将其继续运送到送料板上,如极性相反,则由第二套吸盘将其运送到送料板上的过程中完成转向后再放置到送料板上。该技术方案的缺点就是需要两套吸盘结构以及需要设计中间待料区及在该处的极性识别装置,这不仅增加了设备的复杂程度和设备成本,而且还需要两次吸、放动作,这增加了吸盘对灯珠造成损害的机率,从而降低了led贴片设备的贴片良率水平,不利于贴片质量的保证和提高,同时贴片设备因结构复杂会导致设备故障率提高,这会影响到贴片效率乃至贴片加工成本。
6、上述在中间待料区设置的极性识别装置可以是电检方式(电接触检测)的检测装置,也可以是视觉检测方式的识别装置(工业相机极性识别设备),其中电检方式因需要灯珠引脚与检测极性探针相接触,这会增加破坏灯珠引脚的概率,潜在降低贴片良率水平,所以,为提高贴片质量,会尽量避免采用电检方式。
技术实现思路
1、为了解决现有技术中散件led贴片工艺在送料区至送料板之间运送led元件过程的上述问题,提供一种贴片机元件运送调整方法,包括以下步骤:
2、步骤一,将散件led元件输送至送料区,在该过程中完成对所述led元件的正面和反面识别以及分拣,使得顺序排列在送料区位置的所述led元件均正面向上;
3、步骤二,对送料区处的所述led元件进行识别检测,并将识别检测信息发送给处理器;
4、步骤三,驱动吸盘从所述送料区拾取所述led元件,根据处理器所获取的所述识别检测信息做如下动作:所述led元件极性方向符合要求的,则吸盘直接将其运送至下一工位;所述led元件极性方向不符合要求的,则吸盘在将其运送至下一工位过程中做平面旋转动作,以便将所述led元件极性方向调整至符合要求;
5、步骤四,驱动吸盘经过异常led元件移除装置,根据处理器所获取的所述识别检测信息做如下动作:所述led元件未被检测到异常的,则吸盘直接将其运送至下一工位;所述led元件被检测到异常的,则所述移除装置便将所述led元件移除出运送路径,终止对该异常led元件的运送程序;
6、步骤五,驱动吸盘将所述led元件运送至送料板并放置在所述送料板上设置的放料槽中。
7、进一步的,在上述步骤一中采用振动盘的方式将散件led元件输送至送料区,并在此过程中采用光纤识别方式对所述led元件完成正面、反面的识别。在上述步骤二中对送料区处的所述led元件进行识别检测的装置是工业相机。在上述步骤四中所述异常led元件移除装置为正压吹气装置。
8、在上述方法中,所述送料板也可以是待贴装led元件的工件,比如灯板、灯带或pcb板等。
9、上述贴片机元件运送调整方法由于无需设置待料区和只需要一套或一组吸盘,所需设备就相对简化了,这不但节约了设备制造成本,也降低了设备故障率,由于该方法只需要吸盘拾取、放置一次,比现有技术中需要吸盘拾取、放置两次对所述led元件在贴装过程中所造成损坏的概率就降低了很多,相当于提高了设备贴装的良率水平。
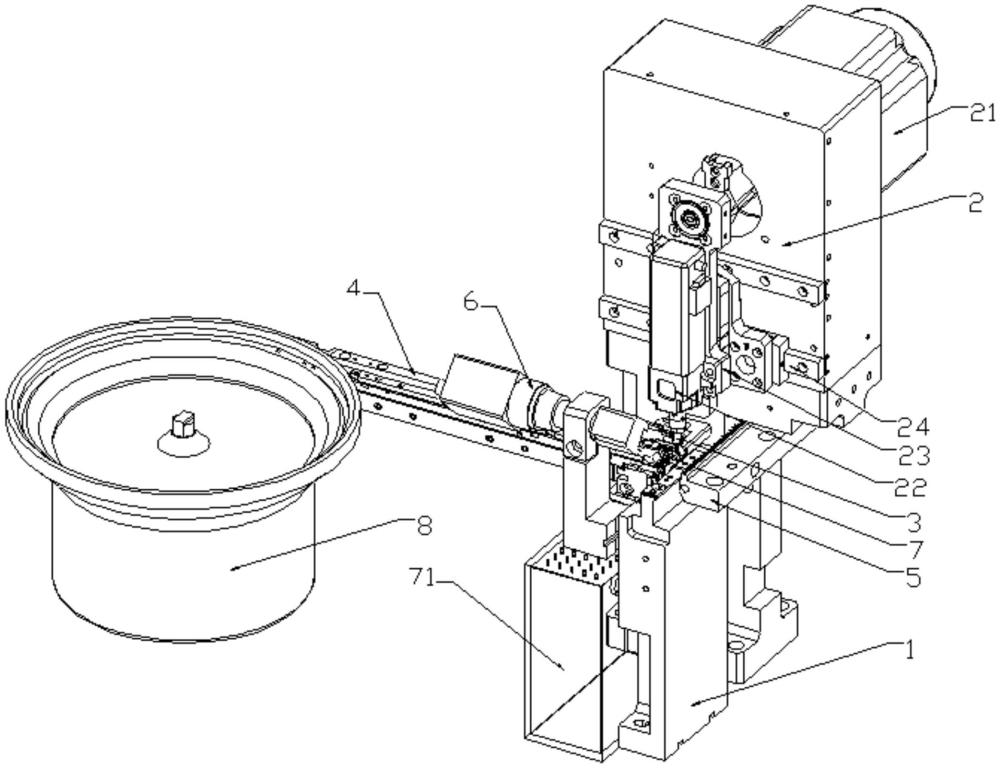
10、本实用新型提供一种用于实现上述贴片机元件运送调整方法的装置,该装置包括机座、吸盘、设置于所述机座上用于支撑和驱动所述吸盘的驱动支撑装置、送料区载轨和送料板,所述驱动支撑装置包括吸盘移动电机,还包括用于识别检测所述送料区载轨中元件的识别检测装置和异常led元件移除装置,所述驱动支撑装置还包括吸盘转动电机。
11、进一步的,所述驱动支撑装置设有用于放置和连接所述吸盘的吸盘支撑板,所述吸盘移动电机通过吸盘移动限位组件与所述吸盘支撑板连接,所述吸盘转动电机设置于所述吸盘支撑板上并与所述吸盘连接,用于驱动所述吸盘做旋转动作。
12、一般来说,所述识别检测装置可采用工业相机。所述异常led元件移除装置为正压吹气装置,在该正压吹气装置中还包括用于收集被移除元件的收集盒。所述正压吹气装置一般采用空气压缩机形成气流并通过管道将需要被移除元件吹入所述收集盒中。
13、所述送料区载轨上的led元件来自于振动盘的供料,则所述送料区载轨的一端与所述振动盘相连接。
14、上述贴片机元件运送调整装置尤其适用于微小型led元件等物料的运送及极性调整,所以建议应用于微小型散件供料的贴片机。
15、本实用新型提供的上述贴片机元件运送调整装置的技术方案,相比于现有技术简化了设备设计,降低设备制造成本的同时也减小了设备故障率。
技术特征:1.一种贴片机元件运送调整装置,包括机座、吸盘、设置于所述机座上用于支撑和驱动所述吸盘的驱动支撑装置、送料区载轨和送料板,所述驱动支撑装置包括吸盘移动电机,其特征在于,还包括用于识别检测所述送料区载轨中元件的识别检测装置和异常led元件移除装置,所述驱动支撑装置还包括吸盘转动电机,所述送料区载轨的一端与振动盘相连接。
2.如权利要求1所述的贴片机元件运送调整装置,其特征在于,所述驱动支撑装置设有用于放置和连接所述吸盘的吸盘支撑板,所述吸盘移动电机通过吸盘移动限位组件与所述吸盘支撑板连接,所述吸盘转动电机设置于所述吸盘支撑板上并与所述吸盘连接。
3.如权利要求1所述的贴片机元件运送调整装置,其特征在于,所述识别检测装置为工业相机。
4.如权利要求1所述的贴片机元件运送调整装置,其特征在于,所述异常led元件移除装置为正压吹气装置。
5.如权利要求4所述的贴片机元件运送调整装置,其特征在于,所述异常led元件移除装置包括压缩机和与所述压缩机连通的吹气管道。
6.如权利要求5所述的贴片机元件运送调整装置,其特征在于,所述异常led元件移除装置还包括用于收集被移除元件的收集盒。
7.如权利要求1所述的贴片机元件运送调整装置,其特征在于,所述送料板上开设有多个一字排列的放料槽。
技术总结本技术提供一种贴片机元件运送调整装置,该装置包括机座、吸盘、设置于所述机座上用于支撑和驱动所述吸盘的驱动支撑装置、送料区载轨和送料板,所述驱动支撑装置包括吸盘移动电机,还包括用于识别检测所述送料区载轨中元件的识别检测装置和异常LED元件移除装置,所述驱动支撑装置还包括吸盘转动电机。上述贴片机元件运送调整装置的技术方案,相比于现有技术简化了设备设计,降低设备制造成本的同时也减小了设备故障率。技术研发人员:刘桃荣受保护的技术使用者:刘桃荣技术研发日:20231109技术公布日:2024/8/1本文地址:https://www.jishuxx.com/zhuanli/20240802/237971.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表