一种高强韧钛合金及其制备方法和应用与流程
- 国知局
- 2024-08-05 11:42:37
本发明属于钛合金,具体涉及一种高强韧钛合金及其制备方法和应用。
背景技术:
1、新兴的增材制造技术与传统的减材加工工艺(如机加工)以及等材加工工艺(如锻造)不同,它的加工方式属于增材制造,其成形过程是将材料逐层叠加最后形成成形件。增材制造技术具有传统工艺所不具备的优势:(1)因为增材制造是采用层层叠加的方式制造产品,所以能生产结构精美、复杂的成形件;(2)材料可利用率可接近100%(除掉支撑),避免浪费材料和能源,节省成本;(3)一体化打印装配件,有效的避免了样品间的装配误差导致装配件性能变差;(4)产品的研发制造周期短,不需要像传统加工工艺一样,如铸造,首先要求制造出铸模(这极大了延长了产品制造周期)。选区激光熔化(selective lasermelting,slm)技术是增材制造技术的一种,它的主要加工方式就是通过其高能激光束照射样品,使粉末样品逐层熔化凝固成形。正是由于该技术能产生能量很高的激光束,因此它对于一些高熔点、硬度大的金属和陶瓷粉末有良好的加工能力,选区激光熔化技术在制备金属材料、陶瓷材料中已经得到了普遍的应用。
2、目前能够采用增材制造工艺制备的钛合金种类不超过15种,且绝大部分钛合金粉末都是在原有铸造或锻造钛合金基础上进行开发,这在一定程度上限制了增材制造技术的发展。另外,由于增材制造过程具有的快速熔凝特征,其制备钛合金的塑性往往较低。因此,为了进一步扩大增材制造工艺在制备钛合金构件中的应用亟需研发具有较高塑性和加工硬化性能的钛合金。
技术实现思路
1、有鉴于此,本发明提供了一种高强韧钛合金及其制备方法和应用,本发明提供的钛合金具有较高塑性和加工硬化性能能够采用增材制造工艺制备钛合金构件。
2、为了解决上述技术问题,本发明提供了一种高强韧钛合金,包括以下质量百分含量的元素组分:
3、
4、优选的,包括以下质量百分含量的元素组分:
5、
6、优选的,包括以下质量百分含量的元素组分:
7、
8、本发明还提供了上述技术方案所述高强韧钛合金的制备方法,包括以下步骤:
9、将钛粉、铌粉、铝粉和硅粉混合,得到混合物料;
10、将所述混合物料进行3d打印,得到所述高强韧钛合金。
11、优选的,所述钛粉、铌粉、铝粉和硅粉的平均粒径独立的为15~53μm。
12、优选的,所述混合在机械搅拌的条件下进行,所述机械搅拌的转速为60~90r/min,所述机械搅拌的时间为1.5~2.5h。
13、优选的,所述混合后还包括:将混合后体系干燥,得到混合物料;所述干燥的温度为90~110℃,时间为1.8~2.2h。
14、优选的,所述3d打印包括激光选区熔化打印。
15、优选的,所述激光选区熔化打印用的设备为blt-s210时打印参数如下:激光功率155w,扫描速度1200mm/s,层厚0.03mm,扫描间距0.1mm,扫描旋转增量67°。
16、本发明还提供了上述技术方案所述高强韧钛合金或上述技术方案所述的制备方法制备得到的高强韧钛合金在航空、航天和深海勘探领域中的应用。
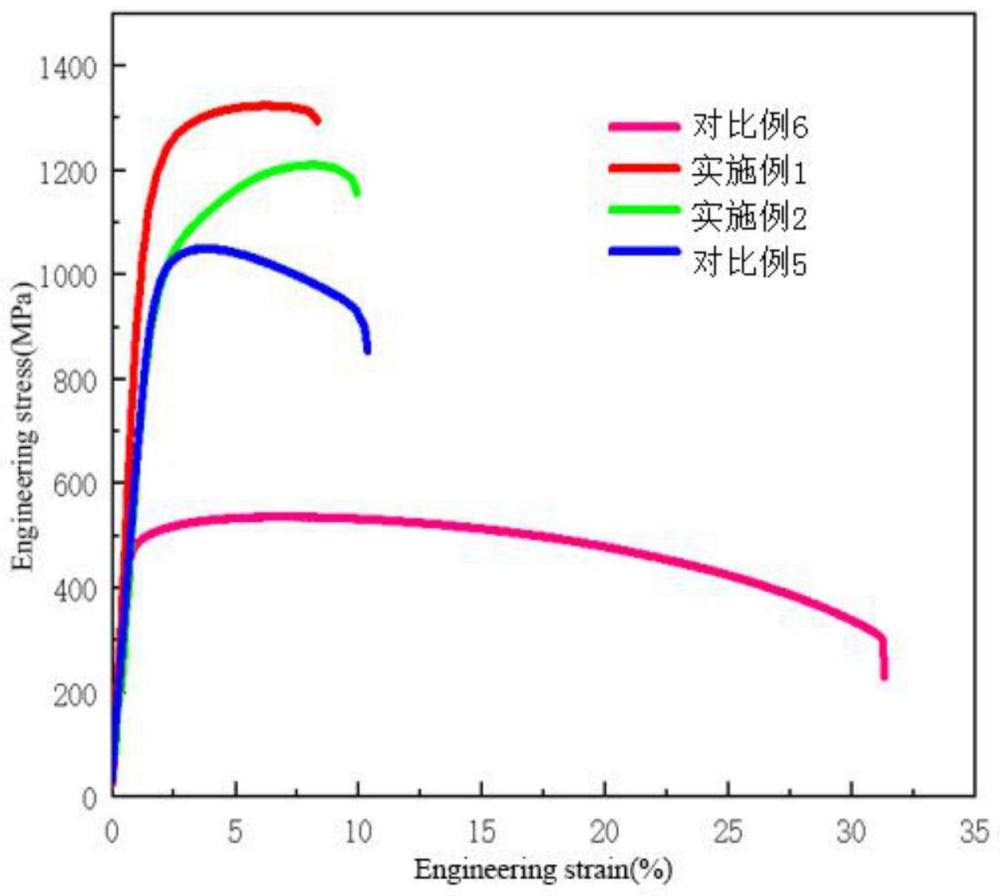
17、本发明提供了一种高强韧钛合金,包括以下质量百分含量的元素组分:6%al,8.8~12%nb,0.3~0.4%si和余量ti。在本发明中,al作为ti合金α稳定金属元素,起固溶强化的作用,提高ti合金的比强度,低温、高温强度,为了防止α2(ti3al)相形成,造成材料脆性,本发明限定al在钛合金中的质量含量为6wt%。同时,在钛合金中添加适量的si可以形成弥散强化,提高合金的强度;nb作为ti合金的β稳定元素,可以提高合金中β相的含量,使合金在变形过程中诱发trip效应(塑性诱导马氏体效应)从而提高合金的塑性;nb元素还可以提高si的溶解度和固溶稳定性。本发明在上述特定含量的al、nb、si和ti共同作用下提高了钛合金的塑性和加工硬化能力。由实施例检测结果可知本发明提供的高强韧钛合金在室温(约25℃)下的屈服强度为865~1077mpa,抗拉强度为1210~1321mpa,均匀延伸率可为5.6~6.9%。
技术特征:1.一种高强韧钛合金,其特征在于,包括以下质量百分含量的元素组分:
2.根据权利要求1所述高强韧钛合金,其特征在于,包括以下质量百分含量的元素组分:
3.根据权利要求1所述高强韧钛合金,其特征在于,包括以下质量百分含量的元素组分:
4.权利要求1~3任一项所述高强韧钛合金的制备方法,包括以下步骤:
5.根据权利要求4所述制备方法,其特征在于,所述钛粉、铌粉、铝粉和硅粉的平均粒径独立的为15~53μm。
6.根据权利要求4或5所述制备方法,其特征在于,所述混合在机械搅拌的条件下进行,所述机械搅拌的转速为60~90r/min,所述机械搅拌的时间为1.5~2.5h。
7.根据权利要求6所述制备方法,其特征在于,所述混合后还包括:将混合后体系干燥,得到混合物料;所述干燥的温度为90~110℃,时间为1.8~2.2h。
8.根据权利要求4所述制备方法,其特征在于,所述3d打印包括激光选区熔化打印。
9.根据权利要求8所述制备方法,其特征在于,所述激光选区熔化打印用的设备为blt-s210时打印参数如下:激光功率155w,扫描速度1200mm/s,层厚0.03mm,扫描间距0.1mm,扫描旋转增量67°。
10.权利要求1~3任一项所述高强韧钛合金或权利要求4~9任一项所述的制备方法制备得到的高强韧钛合金在航空、航天和深海勘探领域中的应用。
技术总结本发明属于钛合金技术领域,具体涉及一种高强韧钛合金及其制备方法和应用。本发明提供的高强韧钛合金,包括以下质量百分含量的元素组分:6%Al,8.8~12%Nb,0.3~0.4%Si和余量Ti。本发明中Nb作为Ti合金的β稳定元素可以提高合金中β相的含量,使合金在变形过程中产生塑性诱发马氏体效应从而提高合金的塑性;Nb元素还可以提高Si的溶解度和固溶稳定性。本发明在特定含量的Al、Nb、Si和Ti共同作用下提高了钛合金的塑性和加工硬化能力。由检测结果可知本发明的高强韧钛合金在室温(约25℃)下的屈服强度为865~1077MPa,抗拉强度为1210~1321MPa,均匀延伸率可为5.6~6.9%。技术研发人员:刘征,张文玮,陈孟,张琦,姜丽红,郭正华,赵明杰,王冠刚,曾一达,崔俊华,赵刚要,刘玉敬,赵子博,赵春禄受保护的技术使用者:中国航发贵州红林航空动力控制科技有限公司技术研发日:技术公布日:2024/8/1本文地址:https://www.jishuxx.com/zhuanli/20240802/258946.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
一种铜合金管材的制备方法
下一篇
返回列表