一种制造反重力铸造的中空调温熔模模壳及模壳制造方法
- 国知局
- 2024-08-05 11:40:35
本发明涉及一种熔模模壳及模壳制造方法,具体涉及一种制造反重力铸造的中空调温熔模模壳及模壳制造方法,本发明属于反重力铸造的熔模模壳制造领域。
背景技术:
1、传统的熔模铸造模壳往往是通过在铸件表面逐层淋覆耐火材料以及粘合剂,随后经过高温烧制形成的陶瓷型壳。为保证陶瓷型壳具有足够的强度,耐火材料在陶瓷型壳中占比在90%以上。这类陶瓷型壳硬度大,强度高,具备在高温高压下承受较大充型压力的能力,同时还具有良好的热稳定性、一定的透气性、小而均匀的热膨胀系数。但是该型壳的缺点也非常明显,使用这种方法制备出来的熔模型壳其内部都被耐火材料所填满,由于耐火材料的热膨胀系数和其他热物理性质的影响,很难在型壳中间内置冷铁等控温部件,即铸件的凝固速率和凝固顺序无法控制。
2、反重力铸造工艺作为一种能够充型能力强、补缩能力强、铸件组织致密的铸造工艺,在薄壁铸件的生产中使用越来越广泛。随着我国高温合金薄壁铸件的需求日益增加,将反重力铸造工艺与熔模铸造工艺相结合已成为制备高温合金薄壁铸件的最优解。反重力铸造工艺的特点是金属熔体在压力作用下自下而上的完成充型,因此铸件的凝固顺序需要严格的按照自上而下顺序凝固。若铸件无法实现自上而下的顺序凝固,反而在升液管或靠近底部的其他位置优先凝固,就会导致铸件无法充满,补缩困难,甚至直接报废。
技术实现思路
1、本发明的目的在于解决反重力铸造铸件无法实现自上而下的顺序凝固,在升液管或靠近底部的其他位置优先凝固,导致铸件无法充满,补缩困难,甚至直接报废的问题,进而提供一种制造反重力铸造的中空调温熔模模壳及模壳制造方法。
2、本发明的技术方案是:
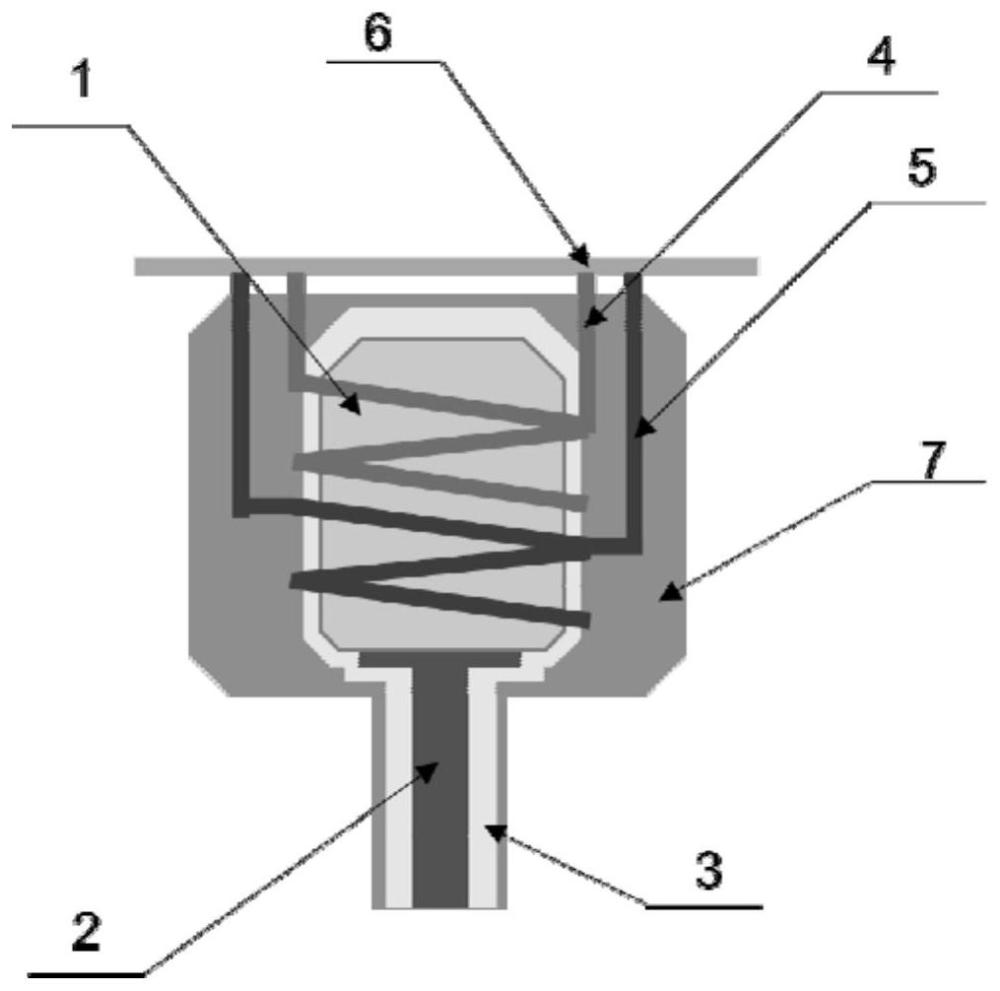
3、一种制造反重力铸造的中空调温熔模模壳,它包括铸件蜡模、升液管蜡模、第一层涂敷型壳、第一分区通风管道蜡模、第二分区通风管道蜡模、通风管道联通蜡模和第二层涂敷型壳;
4、铸件蜡模和升液管蜡模固定连接,第一分区通风管道蜡模和第二分区通风管道蜡模插装在铸件蜡模上,且第一分区通风管道蜡模和第二分区通风管道蜡模与通风管道联通蜡模连接,第一层涂敷型壳包裹在铸件蜡模和升液管蜡模上,第二层涂敷型壳包裹在第一层涂敷型壳外部。
5、进一步地,第一分区通风管道蜡模和第二分区通风管道蜡模均插设在第一层涂敷型壳和第二层涂敷型壳上。
6、进一步地,通风管道联通蜡模设置在第二层涂敷型壳顶部,且第一分区通风管道蜡模的两端和第二分区通风管道蜡模的两端均与通风管道联通蜡模连接。
7、进一步地,铸件蜡模的底端与升液管蜡模的顶端粘接固定。
8、一种制造反重力铸造的中空调温熔模模壳的制造方法,所述方法是按照以下步骤实现的:
9、步骤一:将铸件蜡模的与升液管蜡模粘接固定;
10、步骤二:对粘接后的铸件蜡模和升液管蜡模以外表面进行第一次涂敷型壳,涂敷型壳至适当厚度;
11、步骤三:将第一分区通风管道蜡模和第二分区通风管道蜡模插装在铸件蜡模和第一次涂敷型壳上,并将第一分区通风管道蜡模的两端和第二分区通风管道蜡模的两端均与通风管道联通蜡模固定连接;
12、步骤四:通风管道联通蜡模位于第一次涂敷型壳的外侧;
13、步骤五:将安装通风管道联通蜡模后的第一次涂敷型壳外表面进行第二次涂敷工作,并使第二次涂敷型壳涂敷至所需厚度;
14、步骤六:对步骤五中涂敷后的型壳进行加热烧结,使蜡模汽化,使加热烧结后的模壳带有分区通风冷却的中空熔模型壳。
15、进一步地,所述方法是按照以下步骤实现的:步骤三中安装第一分区通风管道蜡模和第二分区通风管道蜡模的数量为两个至八个。
16、进一步地,步骤一中铸件蜡模与升液管蜡模均是由石蜡材料制备。
17、进一步地,步骤二中涂敷材料包括耐火材料和粘结剂,耐火材料包括熔融石英、电熔刚玉、铝矾土、锆英粉、煤矸石和莫来石。
18、本发明与现有技术相比具有以下效果:
19、1.本发明制造出的高温合金熔模铸造模壳可以通过模壳的分区冷却对铸造过程温度场进行控制,使之具备反重力铸造工艺生产的条件。本方法在普通熔模铸造模壳生产工艺的工艺步骤中,在模壳材料涂敷至一定厚度后在模壳半成品表面安置实心通风管道蜡模,厚度由铸件结构以及具体工艺要求决定。蜡模安置完成后继续进行模壳材料的涂敷工作,涂敷完成后烧结陶瓷型壳,石蜡制通风管道模型气化形成具备中空控温管道的熔模模壳。对不同的铸件针对性设计通风管道的尺寸以及分布,可以使得铸件充型以及凝固过程更加可控,从而获得质量优良的铸件。
20、2.该方法以其便于操作、适用性强、制备时长短等优点,为高温合金熔模铸造提供了具备更多功能性的熔模模壳,为后续高温合金铸造工艺以及研究的进展提供了强有力的研究工具。
21、3.本方法制备出的中空调温熔模模壳能够有效改变铸件凝固过程中的温度场,并对铸造过程中的铸件凝固顺序做出有效调控,使得铸件按照反重力铸造工艺要求自上而下顺序凝固,避免在升液管处优先凝固导致铸件无法充型。
22、4.本方法制备出的中空控温模壳可以实现分区冷却,能够对铸件需要补缩的区域实现针对性的冷却控制,避免由于铸件截面厚度突变导致的补缩困难,减少缩松、缩孔等铸造缺陷。
23、5.通过本方法制备的控温型壳对铸件温度场管理,进而调整铸件凝固后的内部应力场,避免铸件出现裂纹缺陷,提高铸件质量及使用寿命。
24、6.本方法制备的熔模模壳可以在高温合金薄壁铸件的制备工艺中有效的提高充型效率、预防并减少铸造缺陷以及对铸件质量做出优化。该方法为高温合金反重力薄壁铸件的生产提供了重要的生产工具以及进一步实验的实验平台。
25、7.本申请的模壳可以通过在模壳内部中空管道中通入气体来控制温度,实现常规合金铸造中冷铁的作用效果。由于冷铁及相似效果材料与模壳成分的热膨胀系数不同,因此无法在模壳中添加冷铁。本申请可以通过风冷的方式来实现类似冷铁降温的冷却效果,辅助铸件成型。
技术特征:1.一种制造反重力铸造的中空调温熔模模壳,其特征在于:它包括铸件蜡模(1)、升液管蜡模(2)、第一层涂敷型壳(3)、第一分区通风管道蜡模(4)、第二分区通风管道蜡模(5)、通风管道联通蜡模(6)和第二层涂敷型壳(7);
2.根据权利要求1所述一种制造反重力铸造的中空调温熔模模壳,其特征在于:第一分区通风管道蜡模(4)和第二分区通风管道蜡模(5)均插设在第一层涂敷型壳(3)和第二层涂敷型壳(7)上。
3.根据权利要求2所述一种制造反重力铸造的中空调温熔模模壳,其特征在于:通风管道联通蜡模(6)设置在第二层涂敷型壳(7)顶部,且第一分区通风管道蜡模(4)的两端和第二分区通风管道蜡模(5)的两端均与通风管道联通蜡模(6)连接。
4.根据权利要求1所述一种制造反重力铸造的中空调温熔模模壳,其特征在于:铸件蜡模(1)的底端与升液管蜡模(2)的顶端粘接固定。
5.一种制造反重力铸造的中空调温熔模模壳的制造方法,其特征在于:所述方法是按照以下步骤实现的:
6.根据权利要求5所述一种制造反重力铸造的中空调温熔模模壳的制造方法,其特征在于:所述方法是按照以下步骤实现的:步骤三中安装第一分区通风管道蜡模(4)和第二分区通风管道蜡模(5)的数量为两个至八个。
7.根据权利要求5所述一种制造反重力铸造的中空调温熔模模壳的制造方法,其特征在于:步骤一中铸件蜡模(1)与升液管蜡模(2)均是由石蜡材料制备。
8.根据权利要求5所述一种制造反重力铸造的中空调温熔模模壳的制造方法,其特征在于:步骤二中涂敷材料包括耐火材料和粘结剂,耐火材料包括熔融石英、电熔刚玉、铝矾土、锆英粉、煤矸石和莫来石。
技术总结一种制造反重力铸造的中空调温熔模模壳及模壳制造方法,本发明涉及一种熔模模壳及模壳制造方法,本发明的目的在于解决反重力铸造铸件无法实现自上而下的顺序凝固,在升液管或靠近底部的其他位置优先凝固,导致铸件无法充满,补缩困难,甚至直接报废的问题,铸件蜡模和升液管蜡模固定连接,第一分区通风管道蜡模和第二分区通风管道蜡模插装在铸件蜡模上,且第一分区通风管道蜡模和第二分区通风管道蜡模与通风管道联通蜡模连接,第一层涂敷型壳包裹在铸件蜡模和升液管蜡模上,第二层涂敷型壳包裹在第一层涂敷型壳外部。本发明属于反重力铸造的熔模模壳制造领域。技术研发人员:曹家铭,孙剑飞,曹福洋,张伦勇,沈红先,宁志良,黄永江受保护的技术使用者:哈尔滨工业大学技术研发日:技术公布日:2024/8/1本文地址:https://www.jishuxx.com/zhuanli/20240802/258762.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表