一种转炉出钢同步补炉维护装置及方法与流程
- 国知局
- 2024-08-05 11:47:09
本发明涉及转炉炼钢领域,特别是涉及一种转炉出钢同步补炉维护装置及方法。
背景技术:
1、转炉是钢铁冶炼流程中必不可少的环节,是将铁水冶炼为钢水的主要容器。转炉冶炼完毕后,需要将钢水放至钢包中,同时需要配加对应钢种所需的各种合金后,转运至精炼进一步净化钢水。在将钢水放至钢包过程中,转炉的炉口与水平面平行,在重力的作用下,钢水通过炉口下方的出钢口放出至钢包中,出钢时间一般持续4-6分钟左右。在此期间,炉内随着钢渣液面的逐步降低,至钢水完全放出至钢包中,关闭出钢口,完成整个出钢过程;由于此出钢过程中,炉渣及钢水的氧化性强,易出现高温炉渣翻腾等风险,容易造成严重的人身伤害。
2、相关技术中,每天需要对单座转炉进行补炉一次,时长1-2小时;转炉补炉时机的选择,是根据转炉侵蚀情况结合生产节奏,单独进行停炉,并做补炉处理。然而,相关技术中,由于在补炉期间,该转炉无法进行冶炼作业,降低了转炉生产效率,并对冶炼节奏带来一定影响。
3、因此,如何对转炉薄弱位置进行及时修补和维护,减少对冶炼作业的影响,是本领域技术人员目前需要解决的技术问题。
技术实现思路
1、本发明的目的是提供一种转炉出钢同步补炉维护装置及方法,有效避免因单独停炉而造成的生产效率降低问题,同时由于维护及时,避免了薄弱位置加剧恶化现象。
2、为实现上述目的,本发明提供如下技术方案:
3、一种转炉出钢同步补炉维护装置,包括:
4、炉衬检测部件,用于获取转炉内炉衬的厚度;
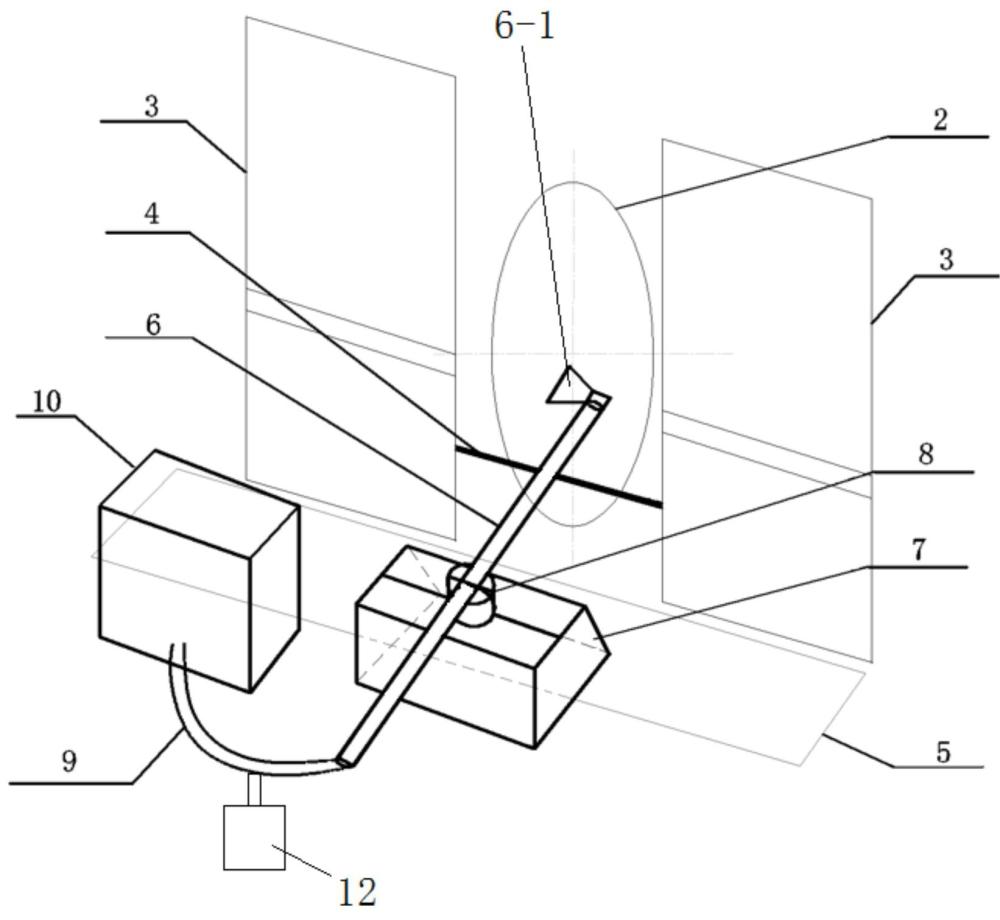
5、补炉枪,用于向转炉内提供喷补料,所述补炉枪的端部设有出料口;
6、支撑基座,所述支撑基座上设有转轴,所述补炉枪铰装在所述转轴上,且所述补炉枪可沿所述补炉枪的延伸方向移动;
7、喷补料罐,所述喷补料罐与所述补炉枪连通,用于输送所述喷补料;
8、操作平台,用于承载所述支撑基座和所述喷补料罐,且所述支撑基座底部设有滚动部件;
9、控制器,与所述补炉枪连接,用于根据所述炉衬的厚度,确定各待补料区域的位置、深度和直径,并根据所述待补料区域的深度和直径确定所述补炉枪的目标喷料压力和目标喷料时间,并根据所述目标喷料压力和所述目标喷料时间,控制所述补炉枪进行补料。
10、另一方面,所述补炉枪包括依次套接的第一套管、第二套管和第三套管,所述第一套管位于最内侧,所述出料口安装在所述第一套管的端部;所述第一套管的中部形成喷补料通道,所述第一套管与所述第二套管之间形成进水通道,所述第二套管与所述第三套管之间形成回水通道;
11、所述第一套管的侧壁与所述第三套管靠近所述喷嘴的一端之间设有密封边,所述第二套管靠近所述喷嘴的一端与所述密封边之间设有间隙,供冷却介质流动。
12、另一方面,所述喷补料罐内具有可将所述喷补料从所述喷补料罐中喷出的目标喷料压力;所述喷补料罐上设有炉料阀门,所述炉料阀门用于开启或关闭所述喷补料罐。
13、另一方面,还包括压缩空气源,所述压缩空气源与所述料管之间设有空气管路,所述空气管路上设有空气阀门,所述压缩空气内的气体通过所述空气阀门后进入所述第一套管内。
14、另一方面,还包括第一挡火门、第二挡火门和滑轨,所述第一挡火门和所述第二挡火门均活动安装在所述滑轨上;所述第一挡火门与所述第二挡火门之间设有支撑杆,所述补料枪可放置在所述支撑杆上,并可相对于所述支撑杆移动;
15、还包括驱动部件,所述驱动部件与所述控制器连接,安装在所述滑轨上,用于驱动所述第一挡火门和所述第二挡火门沿所述滑轨移动,所述控制器还用于控制所述驱动部件动作以分离或闭合所述第一挡火门和所述第二挡火门;
16、所述第一挡火门和/或所述第二挡火门上设有供所述补料枪进出所述转炉的进出通道以及供操作者观察的预留口。
17、另一方面,所述出料口呈喇叭状,所述出料口的开口方向垂直于所述补炉枪的延伸方向,且所述出料口的外边缘呈方形。
18、另一方面,所述转轴包括主体和转筒,所述主体安装在所述支撑基座上,所述转筒与所述主体转动连接;
19、还包括铰接件,所述铰接件设置于所述转筒的顶部,所述补炉枪与所述铰接件铰接,且所述补炉枪能够相对于所述铰接件沿竖直方向摆动;
20、还包括滑动筒,所述滑动筒安装在所述铰接件上,所述补炉枪贯穿所述滑动筒设置,且所述滑动筒与所述补炉枪之间设有弹性垫,所述补炉枪在受到外力作用时,可相对于所述滑动筒的轴向滑动。
21、一种转炉出钢同步补炉维护方法,包括:
22、步骤s1:获取转炉内炉衬的厚度,确定各待补料区域的位置以及各所述待补料区域对应的深度和直径;
23、步骤s2:根据各所述待补料区域的深度和直径,确定所述补炉枪的目标喷料压力和目标喷料时间;
24、步骤s3:在冶炼完毕后,转动所述转炉至出钢状态,在未发生炉渣发泡现象时,开启所述补炉枪的喷料压力为第一压力,并控制所述补炉枪依次移动至各所述待补料区域,并根据对应的所述目标喷料压力和所述目标喷料时间,对各所述待补料区域依次进行补料;
25、步骤s4:在关闭所述转炉的出钢口之前40-60s时,降低所述补炉枪的喷料压力至所述第一压力,并将所述补炉枪从所述转炉中移出;
26、步骤s5:关闭所述出钢口和所述补炉枪;
27、步骤s6:在所述转炉完成下一钢冶炼作业后,判断各所述待补料区域的表面是否与周围表面平齐,如果否,则返回所述步骤s2,如果是,则结束。
28、另一方面,所述步骤s3还包括:
29、当所述待补料区域的深度小于20cm、直径小于40cm时,设定所述补炉枪的喷料压力为0.45-0.5mpa,并进行补料,至所述待补料区域的粘附逐渐增厚至与周边平齐时,移动所述补炉枪至下一待补料区域;
30、当所述待补料区域的深度小于20cm、直径大于等于40cm时,设定所述目标喷料压力为0.45-0.5mpa,并对所述待补料区域由中心向四周进行补料,至所述待补料区域与周边平齐时,移动所述补炉枪至下一待补料区域;
31、当所述待补料区域的深度大于等于20cm、直径小于等于40cm时,设定所述目标喷料压力为0.45-0.5mpa,所述目标喷射时间为10-20s,并进行补料,补料时间达到所述目标喷射时间后,移动所述补炉枪至下一待补料区域;
32、当所述待补料区域的深度大于等于20cm、直径大于等于40cm时,设定所述目标喷料压力为0.45-0.5mpa,所述目标喷射时间为10-20s,并对所述待补料区域的中心进行补料,补料时间达到所述目标喷射时间后,移动所述补炉枪至下一待补料区域。
33、另一方面,所述步骤s3还包括,所述补炉枪在补料时,与所述待补料区域的表面距离20-40cm处;所述第一压力为0.1-0.15mpa。
34、本发明所提供的转炉出钢同步补炉维护装置,包括:炉衬检测部件,用于获取转炉内炉衬的厚度;补炉枪,用于向转炉内提供喷补料,所述补炉枪的端部设有出料口;支撑基座,所述支撑基座上设有转轴,所述补炉枪铰装在所述转轴上,且所述补炉枪可沿所述补炉枪的延伸方向移动;喷补料罐,所述喷补料罐与所述补炉枪连通,用于输送所述喷补料;操作平台,用于承载所述支撑基座和所述喷补料罐,且所述支撑基座底部设有滚动部件;控制器,与所述补炉枪连接,用于根据所述炉衬的厚度,确定各待补料区域的位置、深度和直径,并根据所述待补料区域的深度和直径确定所述补炉枪的目标喷料压力和目标喷料时间,并根据所述目标喷料压力和所述目标喷料时间,控制所述补炉枪进行补料。本发明所提供的转炉出钢同步补炉维护装置,采用所述补炉枪的设置,利用所述支撑基座和所述转轴对所述补炉枪进行支撑,所述补炉枪在所述转轴的支撑下,能够发生转动或平移,从而能够将所述补炉枪的出料口移动至任意的所述待补料区域的位置,方便对所述待补料区域进行补料,同时,通过所述炉衬检测部件对转炉内炉衬的厚度进行检测,然后通过所述控制器判断出所述炉衬上需要补料的各个所述待补料区域,同时,根据单个所述待补料区域的深度和直径,确定出对应的目标喷料压力和目标喷料时间,从而能够针对不同深度和直径的所述待补料区域,进行不同形式的补料操作,能够有效避免喷补料脱落,减少物料和时间的浪费,提高转炉出钢时步补炉的效率,提高自动化程度。
35、本发明所提供的转炉出钢同步补炉维护方法,包括:步骤s1:获取转炉内炉衬的厚度,确定各待补料区域的位置以及各所述待补料区域对应的深度和直径;步骤s2:根据各所述待补料区域的深度和直径,确定所述补炉枪的目标喷料压力和目标喷料时间;步骤s3:在冶炼完毕后,转动所述转炉至出钢状态,在未发生炉渣发泡现象时,开启所述补炉枪的喷料压力为第一压力,并控制所述补炉枪依次移动至各所述待补料区域,并根据对应的所述目标喷料压力和所述目标喷料时间,对各所述待补料区域依次进行补料;步骤s4:在关闭所述转炉的出钢口之前40-60s时,降低所述补炉枪的喷料压力至所述第一压力,并将所述补炉枪从所述转炉中移出;步骤s5:关闭所述出钢口和所述补炉枪;步骤s6:在所述转炉完成下一钢冶炼作业后,判断各所述待补料区域的表面是否与周围表面平齐,如果否,则返回所述步骤s2,如果是,则结束。本发明所提供的转炉出钢同步补炉维护方法,在确定各待补料区域的位置以及各所述待补料区域对应的深度和直径后,确定所述补炉枪的目标喷料压力和目标喷料时间,并利用各所述目标喷料压力和目标喷料时间,对不同的所述待补料区域进行不同形式的补料操作,能够有效避免喷补料脱落,减少物料和时间的浪费;并且,在关闭所述转炉的出钢口之前将所述补炉枪从所述转炉中移出,可以避免所述补炉枪对所述转炉的影响,保证所述转炉能够顺利的进行下一炉钢的冶炼,针对正在进行补料操作的所述待补料区域,则在下一炉钢冶炼完毕后,继续进行补料操作,安全可靠,不影响正常的冶炼节奏,能够保证转炉的生产效率。
本文地址:https://www.jishuxx.com/zhuanli/20240802/259390.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表