一种轴承圆柱滚子超声精研强化装置
- 国知局
- 2024-08-05 11:46:30
本发明属于轴承圆柱滚子加工,具体涉及一种轴承圆柱滚子超声精研强化装置。
背景技术:
1、轴承应用场景广泛,在工业领域占据重要地位,而滚动体是其最关键、最薄弱的零件。据统计60-70%的轴承失效是因为轴承圆柱滚子的不同程度的疲劳破坏。圆柱滚子外圆是滚动轴承主要的工作面,其形状精度、表面质量和一致性对轴承的运动精度和工作寿命均会产生极大影响。当前,对轴承圆柱滚子进行精加工的方法有传统机械加工和非传统加工方法。传统机加工艺又分为传统磨削和无心超精研,无心超精研为业界应用最广泛的超精加工方法,而定心往复超精研、电化学机械光整、磁流体研磨和双平面方式超精研抛称为非传统加工方法。
2、无心超精研是在无心磨削的基础上发展而来的,加工效率和无心磨削一样高。该方法适用于批量的圆柱滚子、圆锥滚子的外圆面加工。它既有无心磨削生产效率高的优点,同时也使工件表面具有较好的表面精度和形状精度。一般作为加工圆柱滚子的最后一道工序。无心超精的加工系统主要包含油石、2个导辊和工件,其中导辊开有螺旋槽,螺旋槽壁推动工件做轴向运动。而油石因为外加的载荷,且与工件有相对运动,油石中的磨粒能起到微量去除材料的作用。此时,工件的加工精度很大程度受导辊几何形状及其精度的影响。
3、无心加工存在加工精度不高,一致性差等问题,另外的几种非传统加工方法也存在精度差,材料去除率不高等问题,而且其加工成本昂贵、制造系统复杂、且存在明显的环境污染风险。而且轴承圆柱滚子的超精加工仅能保证尺寸精度、表面粗糙度等几何特征,无法完成零件表层组织的再造改性,对实现轴承圆柱滚子的高性能抗疲劳制造有应用局限。
4、以上加工方法都只是对轴承圆柱滚子表面进行加工,但是无法对轴承圆柱滚子进行强化,使得轴承圆柱滚子出现强度不足、易疲劳失效的问题,使用寿命较短。
技术实现思路
1、本发明的目的是提供一种轴承圆柱滚子超声精研强化装置,能够对轴承圆柱滚子同时进行研磨抛光处理和超声滚压强化处理,即使“研磨”和“滚压”成为同一道工序,不仅能够提高轴承圆柱滚子表面完整性,也能够使轴承圆柱滚子表面形成强化层,解决当前轴承圆柱滚子表面强度不足、易疲劳失效的问题,提高其使用寿命,还能够减少工件多次装夹带来的加工误差。
2、为了实现上述目的,本发明采用的技术方案如下:
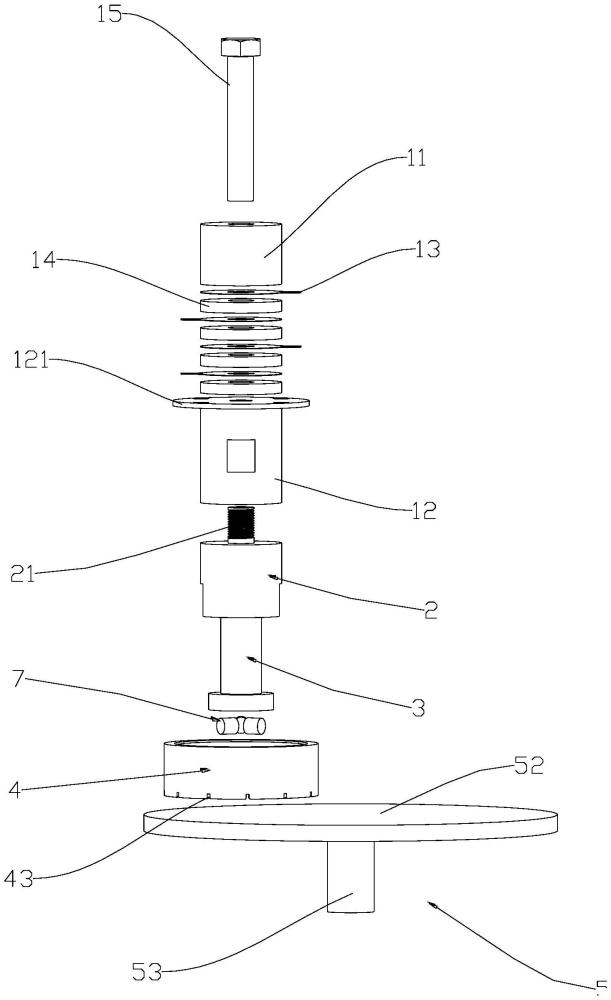
3、一种轴承圆柱滚子超声精研强化装置,其包括超声换能器、变幅杆、压电工具头、滚子夹具和研磨机构,所述滚子夹具上沿圆周方向均布有多个用于安装轴承圆柱滚子的安装槽;当所述轴承圆柱滚子安装于所述安装槽时,各个所述轴承圆柱滚子的轴线延长线在所述滚子夹具的中心处相交;
4、所述研磨机构包括底座、研磨盘、旋转主轴和夹爪,所述研磨盘通过所述旋转主轴可转动地连接在所述底座上,所述滚子夹具可转动地设置在所述研磨盘上,所述滚子夹具的旋转轴线与所述研磨盘的旋转轴线平行且不重合;所述夹爪能约束所述滚子夹具的径向移动,且能带动所述滚子夹具绕其中心转动;
5、所述超声换能器、所述变幅杆和所述压电工具头自上而下依次相连,所述压电工具头设置在所述滚子夹具的上方。
6、作为本发明的优选方案,所述夹爪安装在所述底座上,所述夹爪夹设于所述滚子夹具的外侧,所述夹爪包括第一夹臂、第二夹臂、第三夹臂和第四夹臂,所述第一夹臂和所述第二夹臂布置在所述滚子夹具的两侧,所述第一夹臂通过第一螺钉固定连接在所述底座上,所述第一夹臂的另一端可转动地连接有第一导轮;所述第二夹臂通过第二螺钉固定连接在所述底座上,所述第二夹臂的另一端可转动地连接有第二导轮;
7、所述第三夹臂的一端通过第三螺钉固定连接在所述第一夹臂上,所述第三夹臂的另一端可转动地连接有第三导轮;所述第四夹臂的一端通过第二螺钉固定连接在所述第二夹臂上,所述第四夹臂的另一端可转动地连接有第四导轮;
8、所述第一导轮、所述第三导轮、所述第二导轮和所述第四导轮沿圆周方向依次间隔布置,且均能与所述夹具的外侧相抵。
9、作为本发明的优选方案,所述底座上设有第一螺纹孔和第二螺纹孔,所述第一夹臂上设有第一通孔和第三螺纹孔,所述第二夹臂上设有第二通孔和第四螺纹孔,所述第一螺钉穿过所述第一通孔后与所述第一螺纹孔螺纹连接,所述第二螺钉穿过所述第二通孔后与所述第二螺纹孔螺纹连接;
10、所述第三夹臂靠近所述第一夹臂的一端设有第一长条形孔,所述第三螺钉穿过所述第一长条形孔后与所述第三螺纹孔螺纹连接;所述第四夹臂靠近所述第二夹臂的一端设有第二长条形孔,所述第四螺钉穿过所述第二长条形孔后与所述第四螺纹孔螺纹连接。
11、作为本发明的优选方案,所述超声换能器包括换能器后盖、换能器前盖、多个接线铜片和多个压电陶瓷片,多个所述接线铜片和多个所述压电陶瓷片均设置在所述换能器后盖与所述换能器前盖之间,所述接线铜片与所述压电陶瓷片呈交替布置,相邻的两个所述接线铜片分别与电源的正极和负极连接;多个所述压电陶瓷片均为具有正压电效应和逆压电效应的压电材料;所述换能器后盖、所述换能器前盖、多个所述接线铜片和多个所述压电陶瓷片通过第一螺栓串连固定。
12、作为本发明的优选方案,所述变幅杆与所述压电工具头为一体结构,所述变幅杆的上端通过第二螺栓与所述换能器前盖的下端连接固定。
13、作为本发明的优选方案,还包括用于固定所述超声换能器的支撑机构,所述支撑机构包括支撑架和支撑板,所述支撑板固定连接在所述支撑架上,所述支撑板设置在所述研磨机构的上方;所述换能器前盖上设有凸缘,所述凸缘固定连接所述支撑板上。
14、作为本发明的优选方案,所述安装槽的截面为八边形。
15、作为本发明的优选方案,所述变幅杆为阶梯型变幅杆。
16、作为本发明的优选方案,所述研磨机构还包括用于向轴承圆柱滚子供给研磨液的研磨液供给系统,所述研磨液供给系统的输出端与所述安装槽连接。
17、作为本发明的优选方案,所述滚子夹具的外边沿至所述安装槽之间设有过渡斜坡,所述滚子夹具的底部设有多个可供研磨液和加工碎屑流出的通槽。
18、实施本发明提供的一种轴承圆柱滚子超声精研强化装置,与现有技术相比,其有益效果在于:
19、加工时,研磨机构能够对装配在滚子夹具中的轴承圆柱滚子进行研磨抛光处理,从而能够提高轴承圆柱滚子表面的平整度,并改善其其机械性能,如硬度、耐磨性和疲劳强度;同时,压电工具头设置于轴承圆柱滚子上,在超声换能器、变幅杆和压电工具头的作用下,对轴承圆柱滚子进行超声滚压强化处理,即利用超声波冲击能量和静载滚压相结合的工作方式,对金属零部件(即轴承圆柱滚子)表面进行加工处理,通过压电工具头沿轴承圆柱滚子的表面法线方向施加一定幅度的超声频机械振动,在一定的进给条件下,压电工具头将静压力和超声波冲击振动传递到旋转的机械零部件(即轴承圆柱滚子)的表面,产生冲挤作用而使金属材料产生小幅度弹塑性变形;加工后,轴承圆柱滚子的表面产生一定的弹性恢复,所产生的塑性流动将轴承圆柱滚子表面上的“谷”被“峰”填满或部分填满,使轴承圆柱滚子的表面形成强化层,从而大大降低其表面粗糙度ra至纳米水平,提高其表面的综合性能指标(例如提高表层硬度、实现表层晶粒细化等)和使用寿命。可见,本发明在超声换能器、变幅杆、压电工具头和研磨机构的有机结合下,能够对轴承圆柱滚子同时进行研磨抛光处理和超声滚压强化处理,即使“研磨”和“滚压”成为同一道工序,不仅能够提高轴承圆柱滚子表面完整性,也能够使轴承圆柱滚子表面形成强化层,解决当前轴承圆柱滚子表面强度不足、易疲劳失效的问题,提高其使用寿命,还能够减少因工件多次装夹带来的加工误差。
本文地址:https://www.jishuxx.com/zhuanli/20240802/259320.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表