一种三维梯度结构硬质合金轧辊材料及其制备方法
- 国知局
- 2024-08-05 11:46:37
本发明涉及硬质合金轧辊制备,特别涉及一种三维梯度结构硬质合金轧辊材料及其制备方法。
背景技术:
1、硬质合金轧辊具有高硬度和较好的韧性,广泛用于塑性金属的轧制变形处理。但由于轧辊表面受到被轧制工件的压应力作用,长时间服役情况下,易造成表面疲劳变形甚至失效,降低轧制精度和效率。因此,在保证轧辊表面硬度基础上,提高其抗疲劳性能,对于延长其服役寿命,实现长效轧制至关重要。
2、通过硬质合金多组分配置、三维周期叠加和气压烧结系列技术,提高硬质合金轧辊的耐磨、抗疲劳及轧制性能,是解决上述工程问题的关键手段。
技术实现思路
1、本发明是针对现有硬质合金轧辊在长时间服役情况下,易造成表面疲劳变形甚至失效,降低轧制精度和效率的工程问题,提供一种三维梯度结构硬质合金轧辊材料及其制备方法。
2、为达到以上目的,本发明是采取如下技术方案予以实现的:
3、第一方面,本发明提供一种三维梯度结构硬质合金轧辊材料的制备方法,包括:
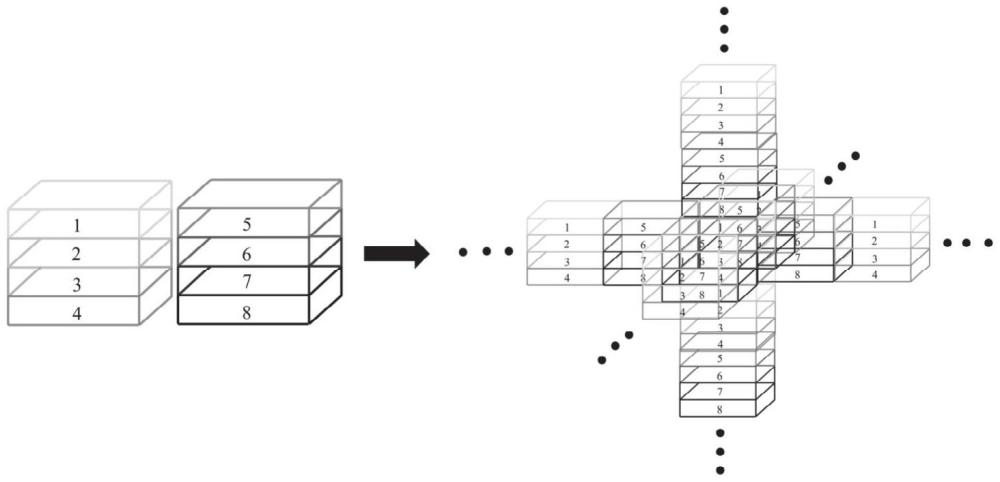
4、将碳化钨粉和钴粉按质量百分比分为多种组分,每组粉末经称量、球磨及冷压成型为薄片压坯,然后按组分含量梯度将多种组分压坯分为2份并纵向叠加,再将所得的2种组合压坯沿三维方向周期性交替排列并再次压制成型,得到三维梯度组合压坯;
5、将三维梯度组合压坯烧制成型,最终得到三维梯度结构硬质合金轧辊材料。
6、作为本发明的进一步改进,将碳化钨粉和钴粉按质量百分比分为多种组分,包括:
7、碳化钨粉的质量百分比为76~98,并按照百分比含量由高到低分成n份;钴粉的质量百分比为2~24,并按照百分比含量由低到高分成n份;并按照碳化钨粉与钴粉依次组成n种组分。
8、作为本发明的进一步改进,将碳化钨粉和钴粉按质量百分比分为多种组分,具体包括:
9、碳化钨粉和钴粉的质量百分比分别为96~98:2~4、94~96:4~6、90~93:7~10、87~91:9~13、83~87:13~17、80~84:16~20、78~81:19~22、76~79:21~24。
10、作为本发明的进一步改进,所述球磨采用行星球磨机,球磨介质为yg8硬质合金,球料比为15~18:1,主轴转速420~470转/分,球磨时间21~24小时。
11、作为本发明的进一步改进,所述每组粉末经称量、球磨及冷压成型为薄片压坯,包括:
12、每组粉末混合粉末中掺入7~10%pva溶液并研磨32~35分钟,然后在210~260mpa压力下冷压成型为1.1~1.5厘米厚度坯体。
13、作为本发明的进一步改进,所述按组分含量梯度将多种组分压坯分为2份并纵向叠加,再将所得的2种组合压坯沿三维方向周期性交替排列并再次压制成型,得到三维梯度组合压坯,包括:
14、按钴含量由大到小顺序将压坯分为2份,并按钴含量由大到小顺序自下而上叠加成2种组合压坯,再将组合压坯沿三维方向周期性交替排列,组合压坯的压制成型压力为330~370mpa。
15、作为本发明的进一步改进,所述将三维梯度组合压坯烧制成型中,气氛为氩气,压力8×105~1.1×106帕,烧结温度1380~1430℃。
16、第二方面,本发明提供一种三维梯度结构硬质合金轧辊材料,采用所述的制备方法制得。
17、作为本发明的进一步改进,制得的硬质合金轧辊材料具有三维梯度结构,材料的断裂韧性大于等于17.1mpa·m1/2,表面显微硬度大于等于21.8gpa,抗压强度大于等于5130mpa,表面高温(1000℃)硬度大于等于19.3gpa。
18、与现有技术相比,本发明具有以下特点和优势:
19、本发明先将碳化钨粉和钴粉按质量百分比分为多种组分,每组粉末经称量、球磨及冷压成型为薄片压坯,然后按组分梯度将多种组分压坯分为2份并纵向叠加,再将所得的2种组合压坯沿三维方向周期性交替排列并再次压制成型,得到三维梯度组合压坯,最后将三维梯度组合压坯置于气压烧结装置中烧制成型;其中按钴质量百分比分为多种组分,利用低钴组分合金的硬度高和高钴组分合金的韧性好规律,形成表面硬+内部韧的梯度构型,并通过梯度结构的横向周期排列保证轧辊轴向性能的均一性,延长轧辊寿命,提升加工精度和效率;气压烧结利用高气压提升组元的熔点,进而提高烧结温度,实现无外加载荷条件的致密化烧结。
20、本发明制得的硬质合金轧辊材料具有三维梯度结构,材料的断裂韧性大于等于17.1mpa·m1/2,表面显微硬度大于等于21.8gpa,抗压强度大于等于5130mpa,表面高温(1000℃)硬度大于等于19.3gpa。
技术特征:1.一种三维梯度结构硬质合金轧辊材料的制备方法,其特征在于,包括:
2.如权利要求1所述的三维梯度结构硬质合金轧辊材料的制备方法,其特征在于,将碳化钨粉和钴粉按质量百分比分为多种组分,包括:
3.如权利要求1或2所述的三维梯度结构硬质合金轧辊材料的制备方法,其特征在于,将碳化钨粉和钴粉按质量百分比分为多种组分,具体包括:
4.如权利要求1所述的三维梯度结构硬质合金轧辊材料的制备方法,其特征在于,所述球磨采用行星球磨机。
5.如权利要求4所述的三维梯度结构硬质合金轧辊材料的制备方法,其特征在于,所述行星球磨机的球磨介质为yg8硬质合金,球料比为15~18:1,主轴转速420~470转/分,球磨时间21~24小时。
6.如权利要求1所述的三维梯度结构硬质合金轧辊材料的制备方法,其特征在于,所述每组粉末经称量、球磨及冷压成型为薄片压坯,包括:
7.如权利要求1所述的三维梯度结构硬质合金轧辊材料的制备方法,其特征在于,所述按组分含量梯度将多种组分压坯分为2份并纵向叠加,再将所得的2种组合压坯沿三维方向周期性交替排列并再次压制成型,得到三维梯度组合压坯,包括:
8.如权利要求1所述的三维梯度结构硬质合金轧辊材料的制备方法,其特征在于,所述将三维梯度组合压坯烧制成型中,气氛为氩气,压力8×105~1.1×106帕,烧结温度1380~1430℃。
9.一种三维梯度结构硬质合金轧辊材料,其特征在于,采用权利要求1至8任意一项所述的制备方法制得。
10.根据权利要求9所述的一种三维梯度结构硬质合金轧辊材料,其特征在于,制得的硬质合金轧辊材料具有三维梯度结构,材料的断裂韧性大于等于17.1mpa·m1/2,表面显微硬度大于等于21.8gpa,抗压强度大于等于5130mpa,表面高温(1000℃)硬度大于等于19.3gpa。
技术总结本发明公开了一种三维梯度结构硬质合金轧辊材料及其制备方法,方法包括:将碳化钨粉和钴粉按质量百分比分为多种组分,每组粉末经称量、球磨及冷压成型为薄片压坯,然后按组分含量梯度将多种组分压坯分为2份并纵向叠加,再将所得的2种组合压坯沿三维方向周期性交替排列并再次压制成型,得到三维梯度组合压坯;将三维梯度组合压坯烧制成型,最终得到三维梯度结构硬质合金轧辊材料。此方法具有成分控制精度高,工艺稳定性和重复性较强,可实现硬质合金轧辊材料的优良耐磨、抗疲劳和轧制性能。技术研发人员:董洪峰,张洋,李文虎,艾桃桃,刘应军受保护的技术使用者:陕西理工大学技术研发日:技术公布日:2024/8/1本文地址:https://www.jishuxx.com/zhuanli/20240802/259330.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。