一种镀锌钢板焊缝敲击试验设备及其方法与流程
- 国知局
- 2024-08-05 12:09:43
本发明涉及焊接,具体是一种镀锌钢板焊缝敲击试验设备及其方法。
背景技术:
1、镀锌钢板是一种经过镀锌处理的钢板,有耐腐蚀、耐久性和良好的外观等优点,通常经过焊接进行拼接,焊接方法有很多种,常见的焊接方法有电弧焊、氩弧焊、气焊、电阻焊和激光焊等,每种焊接方法都有其特点和适用范围,通过敲击可以检查焊缝的焊接情况,焊缝敲击试验是一种非破坏性检验方法,用于检查焊缝的质量和可靠性,在进行焊缝敲击试验时,可以使用圆头小锤沿焊缝轻轻敲击,通过声波检测仪检查焊缝的焊接情况。
2、专利号cn201921821691.6,提出了一种敲击装置,包括焊接臂、压缝杆、压缝轮、敲击装置固定座、弹簧片组和敲击装置,所述焊接臂为底部设有焊接端头的焊接装置工作部位,焊接臂从右向左移动焊接,焊接臂的左侧固定连接有压缝杆,所述压缝杆为底端设有压缝轮的l型杆,所述压缝轮为钢制滚轮,能够通过直接安装在焊接方向相反侧的压缝装置和敲击装置直接在焊接后处理焊缝,通过敲击去除残余应力,但是该专利只能通过敲击焊缝消除焊缝中的应力,不能通过长时间敲击来检查焊缝的焊接质量,不能快速调节夹具之间间距来适应不同焊缝宽度的钢板,不能夹持不同厚度的焊接钢板用于稳定的长时间敲击操作。
3、因此,本发明设计了一种镀锌钢板焊缝敲击试验设备及其方法以解决上述问题。
技术实现思路
1、本发明的目的在于提供一种镀锌钢板焊缝敲击试验设备及其方法,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:
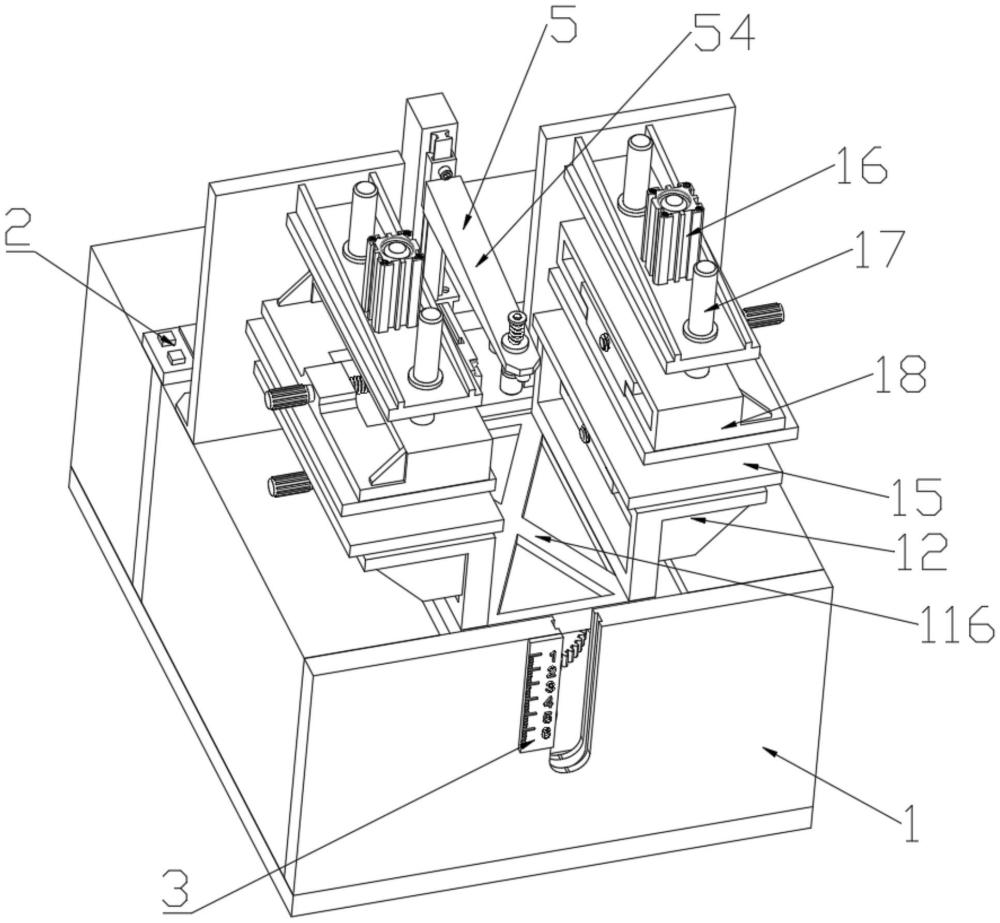
3、一种镀锌钢板焊缝敲击试验设备,包括柜体,所述柜体上侧固定安装有声波检测仪,所述柜体上固定安装有测量尺,所述柜体上侧固定安装有直线驱动模组,所述直线驱动模组的输出端安装有可调节敲击装置,所述可调节敲击装置包括:竖直导轨、竖直滑块、固定螺丝、延伸杆、一字线激光器、敲击机构和声波检测探头,所述竖直导轨通过支架固定安装在直线驱动模组的输出端,所述竖直滑块滑动连接在竖直导轨上,所述固定螺丝螺纹连接在竖直滑块上,所述延伸杆固定安装在竖直滑块侧壁,所述一字线激光器固定安装在延伸杆远离竖直滑块的一端,所述敲击机构设置在一字线激光器后侧,所述敲击机构安装在延伸杆上,所述声波检测探头设置在敲击机构后侧,所述声波检测探头固定安装在延伸杆下侧,所述声波检测探头电性连接在声波检测仪上,一字线激光器用于敲击机构能对准焊缝。
4、作为本发明进一步的方案:所述敲击机构包括:电磁铁、滑动杆、弹簧、圆环磁铁和敲击头,所述电磁铁固定安装在延伸杆上,所述滑动杆滑动连接在电磁铁上,所述弹簧滑动连接在滑动杆上,所述弹簧上侧紧贴滑动杆,所述弹簧下侧紧贴电磁铁,所述圆环磁铁固定安装在滑动杆中侧,所述敲击头固定安装在滑动杆下侧。
5、作为本发明进一步的方案:所述柜体内安装有厚度调节装置。
6、作为本发明进一步的方案:所述厚度调节装置包括:螺纹座、蜗轮、螺纹杆、驱动电机、蜗杆和滑动板,所述螺纹座转动连接在柜体上,所述蜗轮固定安装在螺纹座上,所述螺纹杆螺纹连接在螺纹座上,所述驱动电机通过支架固定安装在柜体上,所述蜗杆固定安装在驱动电机输出端,所述滑动板滑动连接在柜体上,所述滑动板固定安装在螺纹杆上侧,所述蜗轮和蜗杆互相啮合。
7、作为本发明进一步的方案:所述滑动板上侧左右对称安装有两个第一间距调节机构。
8、作为本发明进一步的方案:所述第一间距调节机构包括:l型支架、调节板和螺纹把手,所述l型支架固定安装在滑动板上侧,所述调节板滑动连接在l型支架上侧,所述螺纹把手转动连接在l型支架下侧,所述调节板螺纹连接在螺纹把手远离l型支架的一端。
9、作为本发明进一步的方案:每个所述调节板上侧均设置有快速压紧机构,所述快速压紧机构安装在柜体上侧。
10、作为本发明进一步的方案:所述快速压紧机构包括:延伸支架、输出气缸、限制杆和第二间距调节机构,所述延伸支架固定安装在柜体上侧,所述输出气缸固定安装在延伸支架上,多个所述限制杆滑动连接在延伸支架上,所述第二间距调节机构固定安装在限制杆下侧,所述第二间距调节机构和第一间距调节机构结构相同。
11、为了更好地实现本发明的目的,本发明还提供了一种镀锌钢板焊缝敲击试验设备的使用方法,包括以下步骤:
12、步骤一:厚度调节装置的驱动电机转动带动蜗杆转动,蜗杆转动带动蜗轮转动,蜗轮转动带动螺纹座转动,螺纹座转动带动螺纹杆可以上下移动,螺纹杆可以上下移动带动滑动板可以上下移动,通过测量尺观察滑动板上下移动的距离来适应钢板的厚度;
13、步骤二:第一间距调节机构和第二间距调节机构的螺纹把手转动带动调节板可以左右移动,通过调节板左右移动来适应不同的焊缝间距;
14、步骤三:将被测钢板放置在第一间距调节机构的调节板上,打开一字线激光器,使得焊缝对准一字线激光器的光束,使得敲击机构能准确敲击到焊缝上,输出气缸输出端向下移动带动第二间距调节机构向下移动,快速压紧被测钢板;
15、步骤四:拧松固定螺丝,上下移动竖直滑块到合适位置,拧紧固定螺丝固定竖直滑块,使得敲击机构的敲击头距离下方焊缝有一定距离,接通电磁铁电源,电磁铁产生磁场推动圆环磁铁向下移动,圆环磁铁向下移动带动滑动杆向下移动,滑动杆向下移动使得弹簧被压缩,滑动杆向下移动带动敲击头向下移动敲击焊缝,断开电磁铁电源,被压缩的弹簧复原,使得滑动杆向上移动,接着接通电磁铁电源,如此反复,使得敲击头规律的敲击焊缝,直线驱动模组输出端移动带动可调节敲击装置前后移动,使得可以通过敲击检测整条焊缝的焊接情况,改变电磁铁的电源可以改变敲击力度,通过声波检测探头检测后,输送电信号给声波检测仪,输出敲击焊缝的声波数据从而判断焊接质量;
16、步骤五:直线驱动模组输出端移动带动可调节敲击装置前后移动,也可通过长时间对焊缝的反复敲击来检验焊接的牢固性。
17、与现有技术相比,本发明的有益效果是:
18、本发明通过拧松固定螺丝,上下移动竖直滑块到合适位置,拧紧固定螺丝固定竖直滑块,使得敲击机构的敲击头距离下方焊缝有一定距离,接通电磁铁电源,电磁铁产生磁场推动圆环磁铁向下移动,圆环磁铁向下移动带动滑动杆向下移动,滑动杆向下移动使得弹簧被压缩,滑动杆向下移动带动敲击头向下移动敲击焊缝,断开电磁铁电源,被压缩的弹簧复原,使得滑动杆向上移动,接着接通电磁铁电源,如此反复,使得敲击头规律的敲击焊缝,直线驱动模组输出端移动带动可调节敲击装置前后移动,使得可以通过敲击检测整条焊缝的焊接情况,改变电磁铁的电源可以改变敲击力度,通过声波检测探头检测后,输送电信号给声波检测仪,输出敲击焊缝的声波数据,从而判断焊接质量,直线驱动模组输出端移动带动可调节敲击装置前后移动,也可通过长时间对焊缝的反复敲击来检验焊接的牢固性,第一间距调节机构的螺纹把手转动带动调节板可以左右移动,通过调节板左右移动来适应不同的焊缝间距,从而有利于检测焊缝的焊接质量,厚度调节装置的驱动电机转动带动蜗杆转动,蜗杆转动带动蜗轮转动,蜗轮转动带动螺纹座转动,螺纹座转动带动螺纹杆可以上下移动,螺纹杆可以上下移动带动滑动板可以上下移动,通过快速调节滑动板的上下位置来适应不同厚度的钢板,有利于快速适应不同厚度的钢板,一字线激光器用于敲击机构能对准焊缝。
本文地址:https://www.jishuxx.com/zhuanli/20240802/261338.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表