一种核电用ERCoCr-A钴基氧乙炔焊丝、制备方法及其应用与流程
- 国知局
- 2024-08-05 12:09:39
本申请涉及焊接材料,尤其涉及一种核电用ercocr-a钴基氧乙炔焊丝、制备方法及其应用。
背景技术:
1、现目前三代核电控制棒驱动机构钩爪钴基氧乙炔堆焊焊丝均采用进口材料,由于核电产品对钴基焊丝的硬度指标要求很高,硬度要求满足39-47hrc且硬度差不超过5hrc,国外进口焊材在进行复验时经常会出现硬度超标、裂纹、气孔、夹渣等问题,导致较多的报废,此外过高的硬度对堆焊金属的耐磨性能也会造成恶化的影响。
2、因此需开发一种硬度适中,焊接工艺性能良好的能够满足核电设备技术要求的ercocr-a氧乙炔焊丝,使堆焊金属能够获得适中的硬度。
技术实现思路
1、本申请提供了一种核电用ercocr-a钴基氧乙炔焊丝、制备方法及其应用,以解决现有技术中焊丝硬度要求不够的技术问题。
2、第一方面,本申请提供了一种核电用ercocr-a钴基氧乙炔焊丝,所述焊丝化学成分组成按重量百分比计,包括:c 0.9%-1.4%,cr 26%-32%,w 3.0%-6.0%,ni≤3.0%,mo≤1.0%,si≤2.0%,mn≤1.0%,fe≤3.0%,余量为co及不可避免的杂质。
3、可选的,所述焊丝组成按重量百分比计,包括:c 0.9%-1.1%,cr 27%-29%,w3.0%-4.0%,ni 2%-3%,mo 0.3%-0.6%,si≤1.0%,mn≤0.5%,fe 2.0%-3.0%,余量为co及不可避免的杂质。
4、可选的,所述焊丝组成按重量百分比计,包括:c 0.9%,cr 26%,w 3.5%,ni2.5%,mo 0.5%,si 1.0%,mn 0.2%,fe 2.5%,余量为co及不可避免的杂质。
5、可选的,所述焊丝组成按重量百分比计,包括:c 0.92%,cr 27%,w 4.0%,ni2.6%,mo 0.4%,si 0.9%,mn 0.3%,fe 2.6%,余量为co及不可避免的杂质。
6、可选的,所述焊丝组成按重量百分比计,包括:c 1.0%,cr 28%,w 3.8%,ni2.5%,mo 0.5%,si 0.8%,mn 0.2%,fe 2.4%,余量为co及不可避免的杂质。
7、可选的,所述焊丝组成按重量百分比计,包括:c 1.1%,cr 28%,w 4.0%,ni2.5%,mo 0.5%,si 0.8%,mn0.2%,fe 2.5%,余量为co及不可避免的杂质。
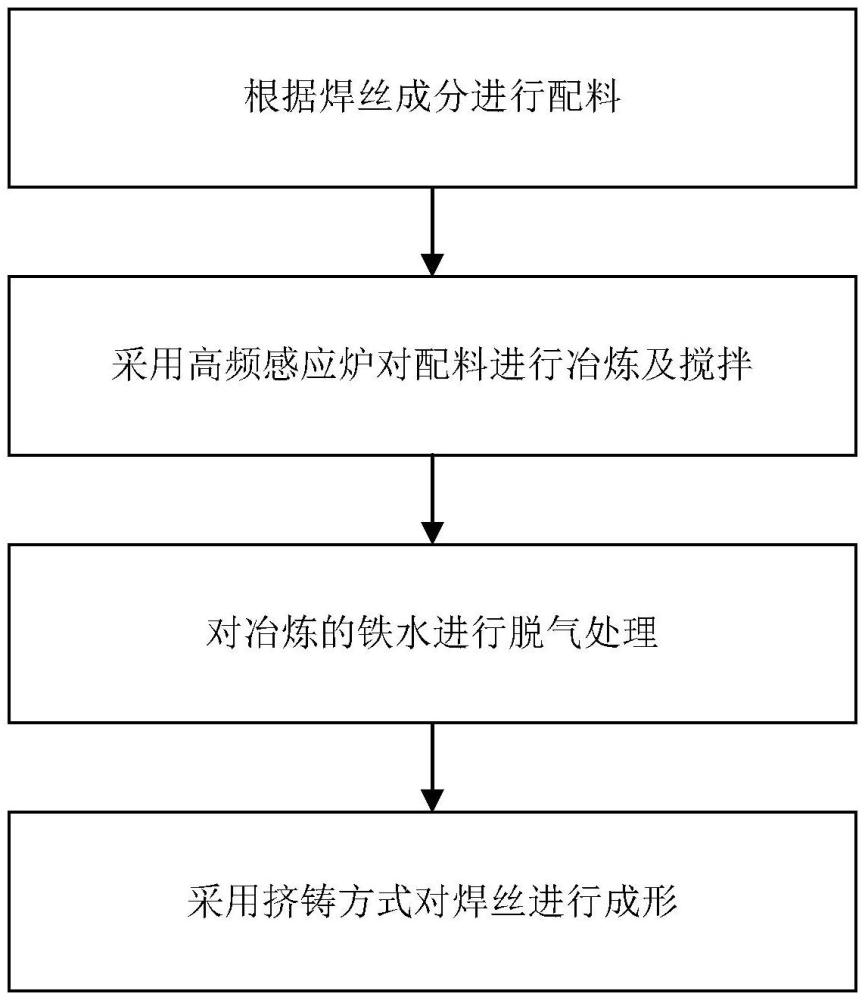
8、第二方面,本发明还提供了一种核电用ercocr-a钴基氧乙炔焊丝的制备方法,包括以下步骤:
9、根据焊丝成分进行配料;
10、采用高频感应炉进行冶炼及搅拌;
11、对冶炼的铁水进行脱气处理;
12、采用挤铸方式对焊丝进行成形。
13、第三方面,本发明还提供了第一方面中记载的核电用ercocr-a钴基氧乙炔焊丝的应用,采用核电用ercocr-a钴基氧乙炔焊丝焊接核电控制棒驱动机构钩爪。
14、可选的,所述焊接条件包括:预热温度和道间温度为800℃-850℃,后热分别采用200℃保温8h和400℃保温8h进行控制。
15、可选的,所述焊接过程中采用炉冷和/或云母粉包覆冷却的冷却方式。
16、本发明提供的上述技术方案与现有技术相比具有如下优点:
17、本发明提供了一种核电用ercocr-a钴基氧乙炔焊丝、制备方法及其应用,所述焊丝采用co-cr-w合金体系,并控制mn、ni、fe的含量。使堆焊金属具有适中硬度的情况下仍能保证良好的焊接工艺性能,保证焊丝在焊接过程中不出现沸腾和活化现象,可很好满足现场的使用需求。通过逐步调整mn、ni、fe元素的含量,使焊缝金属具有良好的流动性,此外本发明的焊丝采用了高频感应+真空脱气+挤铸的制造工艺,使焊丝具有良好的焊接工艺性能。通过严格控制堆焊过程中的预热、道间温度、后热温度与时间、冷却方式,使得堆焊金属缺陷大大降低,堆焊金属的性能完全满足使用要求。
技术特征:1.一种核电用ercocr-a钴基氧乙炔焊丝,其特征在于,所述焊丝化学成分组成按重量百分比计,包括:c 0.9%-1.4%,cr 26%-32%,w 3.0%-6.0%,ni≤3.0%,mo≤1.0%,si≤2.0%,mn≤1.0%,fe≤3.0%,余量为co及不可避免的杂质。
2.根据权利要求1所述的核电用ercocr-a钴基氧乙炔焊丝,其特征在于,所述焊丝组成按重量百分比计,包括:c 0.9%-1.1%,cr 27%-29%,w 3.0%-4.0%,ni2%-3%,mo0.3%-0.6%,si≤1.0%,mn≤0.5%,fe 2.0%-3.0%,余量为co及不可避免的杂质。
3.根据权利要求1所述的核电用ercocr-a钴基氧乙炔焊丝,其特征在于,所述焊丝组成按重量百分比计,包括:c 0.9%,cr 26%,w 3.5%,ni 2.5%,mo 0.5%,si 1.0%,mn0.2%,fe 2.5%,余量为co及不可避免的杂质。
4.根据权利要求1所述的核电用ercocr-a钴基氧乙炔焊丝,其特征在于,所述焊丝组成按重量百分比计,包括:c 0.92%,cr 27%,w 4.0%,ni 2.6%,mo 0.4%,si 0.9%,mn0.3%,fe 2.6%,余量为co及不可避免的杂质。
5.根据权利要求1所述的核电用ercocr-a钴基氧乙炔焊丝,其特征在于,所述焊丝组成按重量百分比计,包括:c 1.0%,cr 28%,w 3.8%,ni 2.5%,mo 0.5%,si 0.8%,mn0.2%,fe 2.4%,余量为co及不可避免的杂质。
6.根据权利要求1所述的核电用ercocr-a钴基氧乙炔焊丝,其特征在于,所述焊丝组成按重量百分比计,包括:c 1.1%,cr 28%,w 4.0%,ni 2.5%,mo 0.5%,si 0.8%,mn0.2%,fe 2.5%,余量为co及不可避免的杂质。
7.权利要求1-6任一所述的核电用ercocr-a钴基氧乙炔焊丝的制备方法,其特征在于,包括以下步骤:
8.权利要求1-6任一所述的核电用ercocr-a钴基氧乙炔焊丝的应用,其特征在于,采用核电用ercocr-a钴基氧乙炔焊丝焊接核电控制棒驱动机构钩爪。
9.根据权利要求8所述的应用,其特征在于,所述焊接条件包括:预热温度和道间温度为800℃-850℃,后热分别采用200℃保温8h和400℃保温8h进行控制。
10.根据权利要求8所述的应用,其特征在于,所述焊接过程中采用炉冷和/或云母粉包覆冷却的冷却方式。
技术总结本发明提供了一种核电用ERCoCr‑A钴基氧乙炔焊丝、制备方法及其应用,所述焊丝化学成分组成按重量百分比计,包括:C 0.9%‑1.4%,Cr 26%‑32%,W 3.0%‑6.0%,Ni≤3.0%,Mo≤1.0%,Si≤2.0%,Mn≤1.0%,Fe≤3.0%,余量为Co及不可避免的杂质。通过逐步调整Mn、Ni、Fe元素的含量,使焊缝金属具有良好的流动性,此外本发明的焊丝采用了高频感应+真空脱气+挤铸的制造工艺,使焊丝具有良好的焊接工艺性能。通过严格控制堆焊过程中的预热、道间温度、后热温度与时间、冷却方式,使得堆焊金属缺陷大大降低,堆焊金属的性能完全满足使用要求。技术研发人员:宋波,戴锋,杨飞,张克静,曹锐,何培峰,张进强,于天达,王庆田受保护的技术使用者:四川大西洋焊接材料股份有限公司技术研发日:技术公布日:2024/8/1本文地址:https://www.jishuxx.com/zhuanli/20240802/261330.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表