一种应用于压铸机的双侧压射机构的制作方法
- 国知局
- 2024-08-05 12:14:13
本发明属于压铸机领域,具体涉及一种应用于压铸机的双侧压射机构。
背景技术:
1、压铸机用于将熔融金属液在压力作用下压射到模具中冷却成型,开模后得到固体金属铸件的一系列工业铸造机械。随着科学技术和工业生产的进步,尤其是随着汽车、摩托车以及家用电器等工业的发展,压铸机在工业生产中所起的作用也越来越大,现有的压铸机的压射单元主要由压射液压缸组件、压射室冲头组件、压射蓄能器组件和增压蓄能器组件组成。压铸机工作时,金属溶液经过压射程序压入压铸模具后需启动增压程序对模具内金属固体进行增压并保持一定的时间,然而传统的压铸机压射系统,结构复杂,不易装配和或更换模具,增压建压时间长,增压响应慢,不利于压铸件压铸质量的控制和提高。
2、现有技术如名为压铸机的压射装置的发明专利,此发明专利的公开号为jp2023073534a。此发明提供一种从高速压射工序到升压工序的切换响应性高的压铸机的油压驱动式压射装置,包括压射驱动部,该压射驱动部通过来自操作压射步骤的用于压射速度的液压回路和操作压力增加步骤的用于压射压力的液压回路的液压的供给来操作,压射驱动部分由活塞杆和增压活塞管组成,活塞杆侧的第一液压室与压射速度用液压回路连接,增压活塞管的前端部与设置在活塞杆上的第二液压室连接,增压活塞管的后端部与压射压力用液压回路连接。但是此发明不易于压铸模具更换。
3、现有技术如名为一种压铸机的压射装置的发明专利,此发明专利的公开号为jp2020124734a。此发明能够在计量控制中稳定地推进活塞,压射装置具有一个加压部件,用于在柱塞开始注入熔融金属之前对杆侧腔体进行加压;以及一个切换部件,用于切换杆侧腔体与加压部件之间的连接或断开,开关部件位于杆侧腔s和加压部件之间。此发明无法实现对不同的模具进行调整以及不易于压铸模具更换。
技术实现思路
1、本发明的目的在于提供一种模块化设计、位置可调整且压射效果好的应用于压铸机的双侧压射机构。
2、本发明为实现上述目的所采取的技术方案为:
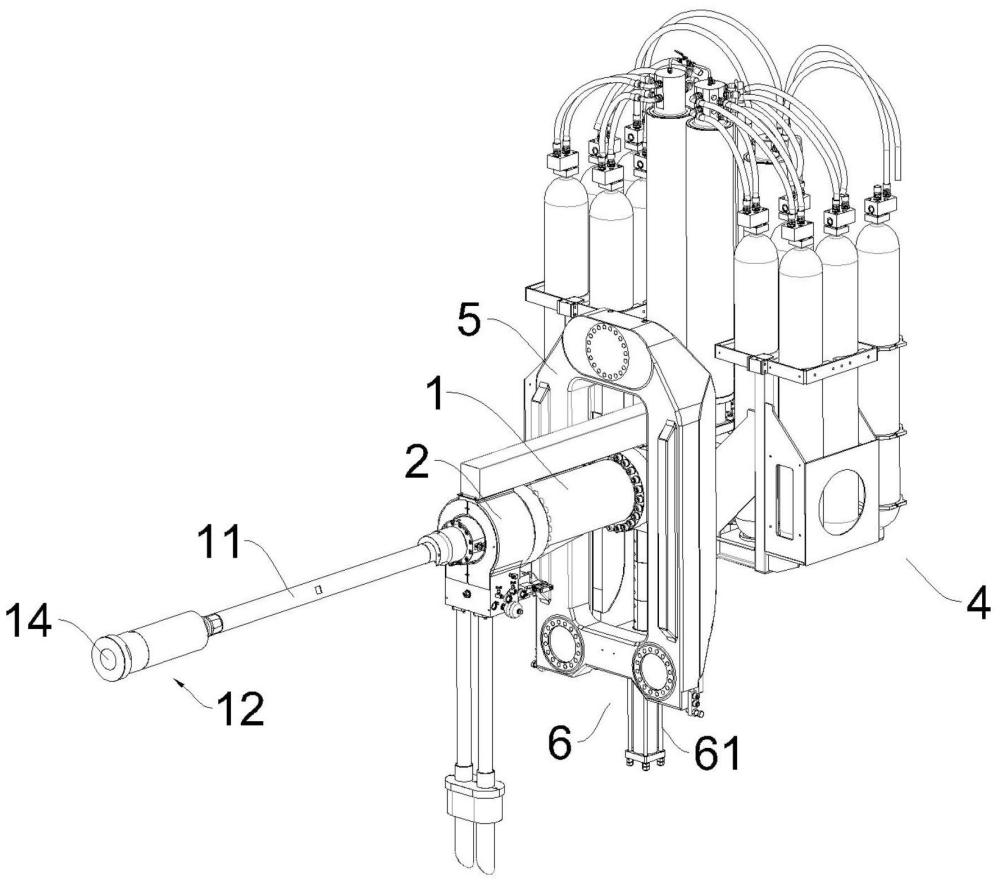
3、一种应用于压铸机的双侧压射机构,包括压射缸体,压射缸体两端分别设有前缸组件和滑座,压射缸体朝向滑座一侧设有增压组件,还包括压射立座,滑座上设有不少于两个的凸出块,压射立座上设有与滑座配合设置的安装通槽,安装通槽内壁上设有与凸出块配合设置的移动槽,凸出块远离增压组件一侧设有抵接板;
4、滑座一侧设有驱动装置,驱动装置用于驱动滑座沿沿移动槽移动。
5、压射机构用于与压铸机配合设置,针对在本技术中的压射机构可以应用于压铸机的双侧。进一步的,本技术中的压射机构应用于立式压铸机。更具体的是,压铸模具在下模板安装完成后,位于压铸机双侧的压射机构通过驱动装进而调整自身的状态实现料筒口对准模具的压射口,调整完成后将压射机构进行锁紧。其中,锁紧动作的实现通过增压组件将挤压力间接或直接的作用在滑座上,实现滑座上的凸出块与移动槽内壁之间形成挤压,这个作用力可以实现凸出块远离增压组件一侧的抵接板与移动槽为内壁实现抵接板形成形变并抵接在移动槽内侧壁上,形成压射机构的锁紧状态。需要进一步说明的是,锁紧动作和压射机构的状态的调整均采用单片机或微型计算机进行控制,并视觉显示和操控布设于控制面板上,便于操作人员对压射机构进行调整。通过驱动装置还可以对不同模具只需对位置进行调整即可,无需更换整体压射机构,降低压铸机换模的成本。与现有技术相比,更换模具后,压射位置变更的情况下,现有技术通常采用手动的方式将压射座压板松开,再通过液压升降的方式调整压射位置,本技术可以实现自动升降调节,加速了模具更换效率,调整时间缩短并提高产能。
6、其中,当在调整压射机构自身位置的情况下,增压组件将直接或间接作用在滑座上的作用力撤回,实现抵接板与移动槽内侧壁之间产生缝隙,此时驱动装置可以带动滑座沿移动槽移动,进而实现对压射机构的位置状态的调整。
7、需要说明的是,压射缸体朝向增压组件一侧设有装配槽,且滑座套设于压射缸体,压射缸体远离增压组件一侧设有连接法兰,连接法兰上设有不少于三个的螺栓将压射缸体、滑座和增压组件连接。
8、需要说明的是,当压铸机采用立式压铸机的情况下,移动槽的长度方向是与地面垂直的方向,进而实现压射机构的移动是垂直移动的。
9、需要说明的是,在不受外力的情况下凸出块与移动槽内侧壁具有缝隙,可以通过驱动装置驱动滑座沿沿移动槽移动。
10、需要说明的是,抵接板与凸出块之间采用沉头螺钉固定连接。
11、进一步的,凸出块远离增压组件一侧所设置的抵接板具有多个,抵接板之间可以连接或间隔设置,各抵接板之间高度可以有一定差异,需要说明的是,厚度最大的抵接板至少具有两个。
12、进一步的,抵接板的材质包含金属。抵接板的厚度和密度均匀。实现抵接板和移动槽内壁接触状态越稳定,接触压力分布均匀。
13、进一步的,抵接板的材质包含铝。进一步的,抵接板的材质包含铜。抵接板内具有铜或铝材质具有制动平稳、高抗粘着性、高强韧性、高耐磨性、热物理性能优异、结构可靠、噪音小的特性。
14、根据本发明一实施例,压射缸体朝向前缸体一侧延伸设有压射杆,压射杆端部延伸设有压射锤头,压射杆端部配合设有料筒。
15、根据本发明一实施例,压射杆内设有冷却组件。
16、需要说明的是,料筒具有输出口、输入口和压射端口,压射端口与压射锤头对应设置,输出口可与压铸机的压射口配合。通过压射缸体会实现压射杆将料筒内的料液挤压入压铸机内。
17、其中,冷却组件用于对压射杆进行冷却,防止压射杆在长时间的使用过程中自身温度过高导致强度和刚性下降的问题,提高压射杆的工作时间,防止压射杆自身膨胀导致无法与料筒相配合或卡死的情况出现。冷却组件还可以实现对锤头的温度的控制。
18、更具体的,冷却组件为冷却水管。
19、进一步的,压射杆上设有防护装置。防护装置用于防护料液飞溅,保证安全生产,减少铝液飞溅带来的安全风险,需要说明的是,在压射过程中料筒内的料液具有飞溅的可能性,在压射的过程中,压射杆会带动防护装置一齐移动,进而对料筒部分进行罩设。
20、更进一步的,防护装置具有透明的防护罩体。透明的防护罩体便于对压射过程进行观察且便于对整体装置的进行检修。
21、根据本发明一实施例,凸出块朝向增压组件一侧设有抵接板。
22、凸出块朝向增压组件一侧也设有抵接板,抵接板用于提高滑座在移动过程中的精度,更具体的,抵接板的设置可以实现凸出块与移动槽内侧壁之间的缝隙降低,且抵接板可以对凸出块的状态控制,进而防止滑座在移动的过程中位置状态改变导致压射端口无法与压射口相对应的情况发生。
23、更进一步的,凸出块包裹有抵接板。可以进一步提高滑座移动过程中的精度,且通过在凸出块沿移动槽移动方向设有抵接板,可以防止操作人员失误导致凸出块与移动槽端部冲击导致精度下降的问题出现;且,抵接板的设置可以提高凸出块的使用寿命。
24、根据本发明一实施例,驱动装置包括驱动油缸,驱动油缸输出端与滑座对应设置。
25、通过上述设计,驱动油缸可以对其输出端进行调控进而实现对滑座的状态进行控制,实现滑座沿移动槽移动。
26、需要说明的是,当压射机采用立式压铸机的情况下,驱动油缸的输出端抵接或连接滑座朝向地面一侧,实现驱动油缸的输出端带动滑座沿在竖直方向上移动。其中,当驱动油缸与滑座底面抵接时,当需要实现滑座向下移动时,此时,输出端在向下移动时,在不受外力的情况下凸出块和移动槽内侧壁之间具有的缝隙会实现滑座受重力自动向下移动直至抵接输出端。
27、根据本发明一实施例,驱动油缸输出端侧还设有不少于一个的支撑杆,支撑杆包括不少于两个首尾相连的支撑段。
28、在采用立式压铸机的情况下,支撑杆用于实现对滑座的位置的限制,更具体的,由于驱动油缸的输出端侧设有支撑杆与滑座对应设置,支撑杆对滑座的高度限制。其中,支撑杆均匀布设在驱动油缸输出端面上。需要说明的是,若采用多个支撑杆,多个支撑杆对滑座的支撑高度需一致,可以实现对滑座重量的均匀分担,有利于防止驱动油缸输出端动力不足或失去动力的情况下压射缸体落下导致失效的可能性。
29、此时,若是驱动油缸的输出端与滑座之间采用抵接连接,支撑件是采用垂直于驱动油缸输出端面设置,驱动油缸的输出端可以实现降低至支撑件端部以下的位置,实现支撑件对滑座支撑。
30、进一步的,各支撑段之间可以实现首尾连接。进而可以对支撑杆长度进行人为的控制和调整。即,还可以通过支撑杆对以及锁紧的压射缸体的高度做进一步控制,支撑件可以由下至上逐个增加,对已经锁紧的压射缸体的高度实现更稳定,且有利于保证压射缸体的水平度。
31、更进一步的,支撑杆中空设置,支撑杆内同轴收容有驱动油缸的输出端。通过上述设计,可以保证支撑杆和驱动油缸输出端方向的一致性。
32、根据本发明一实施例,压射立座上设有不少于一个的压射拉杆。
33、压射拉杆用于连接压射立座和固定件,需要说明的是,固定件可以是外部固定板、外部固定块、外部固定柱体、外部固定筒体、外部固定杆和压铸机基体。压射拉杆用于实现对压射立座的固定。
34、进一步的,压射拉杆与压射立座的通过螺栓连接。
35、进一步的,压射拉杆与固定件通过螺栓连接。
36、进一步的,压射拉杆与压射立座的连接面是垂直连接。
37、进一步的,压射拉杆与固定件的连接面是垂直连接。
本文地址:https://www.jishuxx.com/zhuanli/20240802/261714.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表