高刚度细长管以及成型方法与流程
- 国知局
- 2024-08-08 16:56:46
本公开涉及复合材料,尤其涉及一种高刚度细长管以及成型方法。
背景技术:
1、碳纤维复合材料具有较高的比强度和比刚度、耐腐蚀、结构性能可设计等优点,在结构轻量化方面应用越来越广泛。随着对轻量化要求越来越高,对复合材料的结构设计和成型工艺提出了较大的考验,其中高刚度的复合材料细长管就属于此类产品。
2、该复合材料管的内型有装配关系,精度要求较高,因此必须依托模具成型。常用的成型方式在于缠绕角度受限,导致成型出的产品结构刚性不够。又或是成型不等厚或局部结构难度较大;再或是成型效率较低,对于环形结构,没有缠绕张力,纤维容易弯曲变形,性能发挥较差而要求细长管在一定壁厚或重量条件下,满足较高的刚度和直线度要求对复合材料结构设计和成型质量控制来说难度比较大。
技术实现思路
1、本公开旨在至少解决现有技术或相关技术中存在的技术问题之一。
2、为此,在本公开的第一方面提供了一种高刚度细长管,包括内刚度层和外结构层,所述内刚度层和所述外结构层叠加构成管状结构,其中,
3、所述内刚度层的预设材料沿长度方向铺设;
4、所述外结构层的预设材料沿所述内刚度层缠绕布设。
5、在一种可行的实施方式中,所述内刚度层包括轴向铺层和螺旋缠绕层,所述轴向铺层布设在所述螺旋缠绕层上,其中,
6、所述轴向铺层包括第一轴向铺层和多层第二轴向铺层,所述第二轴向铺层沿所述管状结构的延伸方向铺设,所述第一轴向铺层的铺设方向与所述第二轴向铺层的铺设方向相垂直。
7、在一种可行的实施方式中,所述第二轴向铺层与所述第一轴向铺层的铺设层数比为39比1。
8、在一种可行的实施方式中,所述外结构层包括环向纤维和多层螺旋纤维,所述环向纤维与所述内刚度层接触。
9、在一种可行的实施方式中,所述环向纤维的厚度设置为1mm,所述螺旋纤维的厚度设置为0.5mm,其中,
10、所述环向纤维的缠绕张力设置为45n至50n,所述螺旋纤维的缠绕张力相比于所述环向纤维的缠绕张力每层递减2n。
11、在本公开的第二方面一种高刚度细长管的成型方法,包括以下步骤:
12、内刚度层成型,首先在芯模表面进行一个周期的螺旋缠绕,缠绕完毕清理表面进行轴向铺层;轴向铺层时,在螺旋缠绕层上沿0°方向铺设多层预浸布后,沿90°方向铺设一层预浸布,然后对铺层进行抽真空加热加压预压,进行3次铺层和预压后进行固化;在内刚度层固化完毕后,铣加工内刚度层外形,保证内刚度层外形尺寸精度;
13、外结构层成型,在内刚度层加工完毕后,将带芯模转移至纤维缠绕机上,使用碳纤维浸渍环氧树脂进行所述外结构层缠绕成型,且所述外结构层缠绕使用的固化温度低于内刚度层成型用树脂体系,并在缠绕时先缠绕环向纤维,再缠绕螺旋纤维;外结构层缠绕完毕后将芯模转移至烘箱中在竖直悬空状态下抽真空加热固化成型;
14、产品脱模,外环向层固化完毕后,以芯模为基准,加工产品长度余量,且成型产品脱模。
15、在一种可行的实施方式中,所述内刚度层厚度设置为12.5mm,所述外结构层厚度为1.5mm,均采用m40j碳纤维和耐高温环氧树脂成型,其中,
16、在所述芯模表面按照±45°的缠绕角进行所述螺旋缠绕,且所述螺旋缠绕的厚度设置为0.4mm。
17、在一种可行的实施方式中,所述内刚度层成型的步骤中,所述预压的压力设置为0.6mpa±0.1mpa,所述加热温度为80℃±10℃。
18、在一种可行的实施方式中,所述内刚度层的固化压力设置为0.6mpa±0.1mpa,固化温度设置小于等于195℃。
19、在一种可行的实施方式中,所述外结构层的固化温度小于等于180℃。
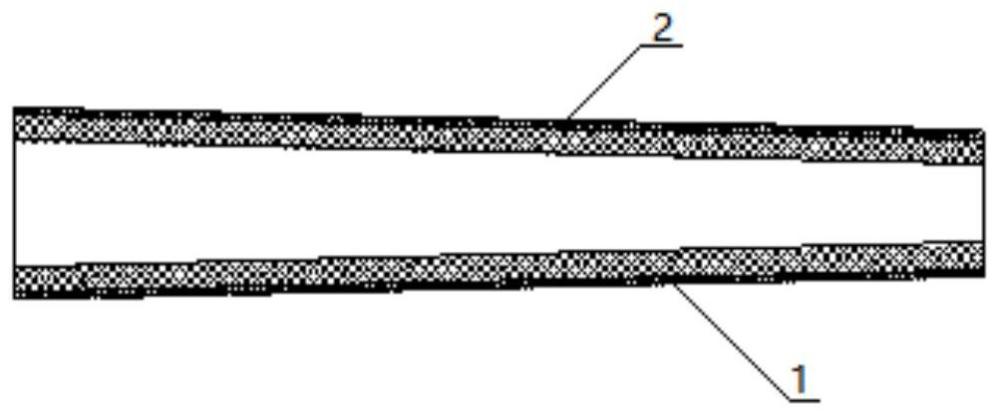
20、相比现有技术,本公开至少包括以下有益效果:本公开通过内刚度层1和外结构层2叠加构成管状结构,通过内刚度层提供结构整体刚度,满足产品结构重量和承载挠度要求,而外结构层满足产品尺寸精度和外观质量要求,并且外结构层2能够提供结构约束和承载。其中,内刚度层1的预设材料沿长度方向铺设,而外结构层2的预设材料沿内刚度层1缠绕布设,使得本公开的直线度和重量均满足要求,挠度测试满足使用要求。
技术特征:1.一种高刚度细长管,其特征在于,包括内刚度层和外结构层,所述内刚度层和所述外结构层叠加构成管状结构,其中,
2.根据权利要求1所述的高刚度细长管,其特征在于,所述内刚度层包括轴向铺层和螺旋缠绕层,所述轴向铺层布设在所述螺旋缠绕层上,其中,
3.根据权利要求1所述的高刚度细长管,其特征在于,所述第二轴向铺层与所述第一轴向铺层的铺设层数比为39比1。
4.根据权利要求1所述的高刚度细长管,其特征在于,所述外结构层包括环向纤维和多层螺旋纤维,所述环向纤维与所述内刚度层接触。
5.根据权利要求4所述的高刚度细长管,其特征在于,所述环向纤维的厚度设置为1mm,所述螺旋纤维的厚度设置为0.5mm,其中,
6.一种高刚度细长管的成型方法,其特征在于,包括以下步骤:
7.根据权利要求6所述的高刚度细长管的成型方法,其特征在于,所述内刚度层厚度设置为12.5mm,所述外结构层厚度为1.5mm,均采用m40j碳纤维和耐高温环氧树脂成型,其中,
8.根据权利要求6所述的高刚度细长管的成型方法,其特征在于,所述内刚度层成型的步骤中,所述预压的压力设置为0.6mpa±0.1mpa,所述加热温度为80℃±10℃。
9.根据权利要求6所述的高刚度细长管的成型方法,其特征在于,所述内刚度层的固化压力设置为0.6mpa±0.1mpa,固化温度设置小于等于195℃。
10.根据权利要求6所述的高刚度细长管的成型方法,其特征在于,所述外结构层的固化温度小于等于180℃。
技术总结本公开涉及复合材料技术领域,尤其涉及一种高刚度细长管以及成型方法。一种高刚度细长管,其特征在于,包括内刚度层和外结构层,所述内刚度层和所述外结构层叠加构成管状结构,其中,所述内刚度层的预设材料沿长度方向铺设;所述外结构层的预设材料沿所述内刚度层缠绕布设。通过实施本公开的技术方案,通过内刚度层提供结构整体刚度,满足产品结构重量和承载挠度要求,而外结构层满足产品尺寸精度和外观质量要求,并且外结构层能够提供结构约束和承载。技术研发人员:黄永勇,万里园,朱君受保护的技术使用者:湖北三江航天红阳机电有限公司技术研发日:技术公布日:2024/8/5本文地址:https://www.jishuxx.com/zhuanli/20240808/271366.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表