一种轧制辅助激光熔覆修复轴类零件的装置及方法
- 国知局
- 2024-08-08 16:57:40
本发明涉及轴类零件修复,具体涉及一种轧制辅助激光熔覆修复轴类零件的装置及方法。
背景技术:
1、轴类零件是工程领域中常见的零部件,用于传递动力、承受载荷或转动等任务。在实际工作条件下,轴类零件承受着来自外部载荷的拉伸、压缩、扭转或剪切等应力,这些应力可能来源于重力、机械装置、液压或气动系统,会造成轴类零件发生磨损、产生裂纹等情况。为恢复轴类零件功能和性能,延长其使用寿命,减少替换成本,并保持设备的正常运行,需要对其进行修复。
2、目前采用的修复工艺中,中车青岛四方机车提出一种轨道车辆车轴激光熔覆修复方案(cn 112899678 a):将车轴缺陷位置车削去除后,对待修复区域进行激光熔覆处理。激光熔覆完成后,使用耐高温石棉套对修复区域进行局部淬火+回火处理,改善熔覆区域组织状态,消除残余拉应力;热处理完成后,对车轴进行粗加工,随后采用激光冲击强化技术,在修复层表面引入压应力,有效改善车轴疲劳性能;最后对车轴进行精加工,去除粗加工预留余量;本方案车轴修复过程繁琐,修复效率低,未考虑熔覆层与基材的结合性能。中国石油大学(cn110643996 a)提出了一种微轧制和超声波辅助的激光熔覆装置,微轧制利于细化晶粒,超声消除降温时产生的残余应力,有效的减少了裂纹的产生,超声辅助及微轧制耦合作用下提高了熔覆层的致密性、各向同性,但该发明仅在平面基板上进行了沉积,关注熔覆层性能。
技术实现思路
1、为了克服上述现有技术的缺点,本发明的目的在于提供一种轧制辅助激光熔覆修复轴类零件的装置及方法,对轴类零件修复适用性强,解决了不同工况下轴类零件在修复后熔覆修复层易脱落的问题,提高了激光熔覆涂层与基体的结合强度,提升修复零件力学性能,修复效率高。
2、为了达到上述目的,本发明通过以下技术方案得以实现:
3、一种轧制辅助激光熔覆修复轴类零件的装置,包括与待修复轴5配合的激光熔覆头2,激光熔覆头2后侧设置轧辊1,轧辊1对激光熔覆头2在待修复轴5上的熔覆修复层进行轧制;激光熔覆头2、轧辊1和集成控制系统3连接,集成控制系统3和激光测距系统4连接,激光测距系统4设置在激光熔覆头2前侧,实时监测激光熔覆头2和待修复轴5的距离。
4、利用一种轧制辅助激光熔覆修复轴类零件的装置的方法,包括以下步骤:
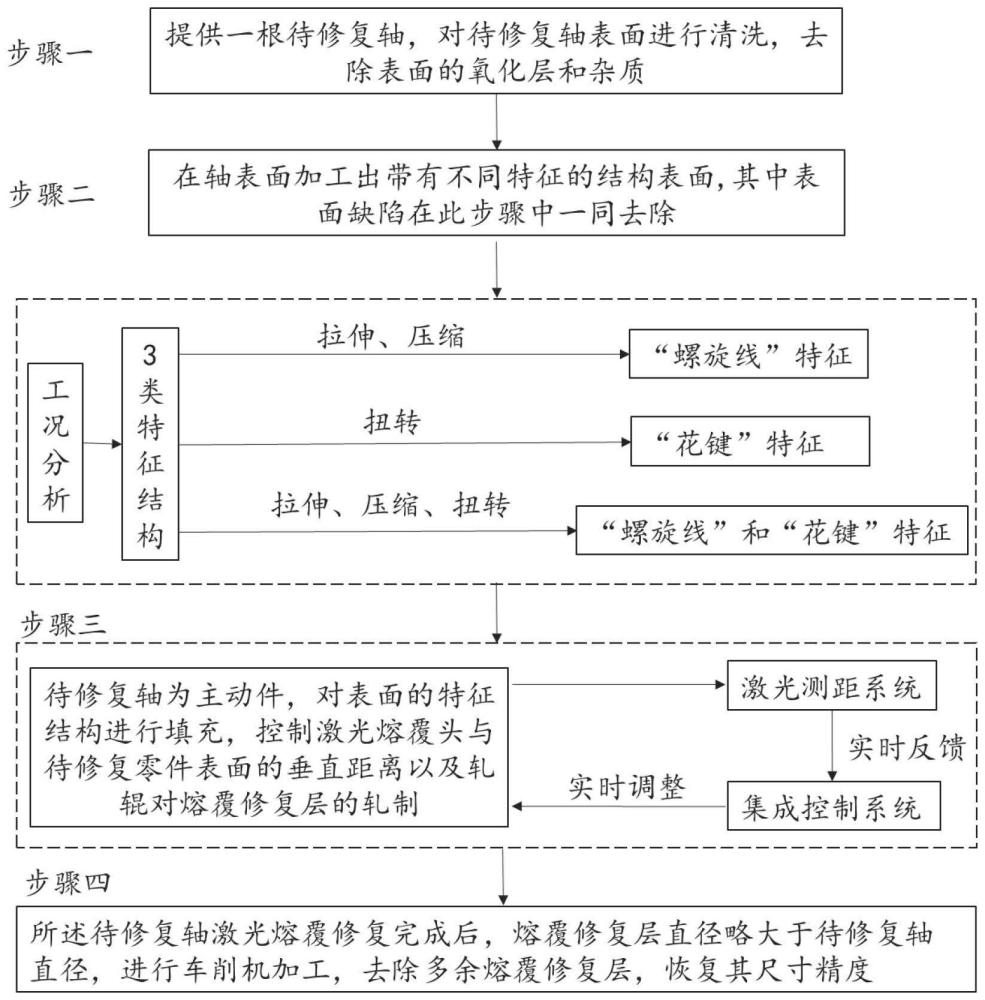
5、步骤一:提供一根待修复轴5,直径为d,单位为mm;对待修复轴5表面进行清洗,去除表面的氧化层和杂质;
6、步骤二:对待修复轴5进行加工,表面加工出不同的特征结构;
7、步骤三:以待修复轴5为主动件,熔池在待修复轴5表面连续快速熔化凝固形成熔覆修复层,对待修复轴5表面的特征结构进行填充,通过待修复轴5与轧辊1之间的摩擦力带动轧辊1旋转进而对熔覆修复层轧制;激光测距系统4同步测量采集激光熔覆头2到待修复轴5表面高度,并实时反馈给集成控制系统3,通过集成控制系统3实时调整激光熔覆头2及轧辊1高度,控制激光熔覆头2与待修复轴5表面的垂直距离,保证最佳沉积焦距以及轧辊1对熔覆修复层的轧制;
8、步骤四:待修复轴5激光熔覆修复完成后,熔覆修复层直径略大于待修复轴5直径,进行车削机加工。
9、步骤二中特征结构具体为:
10、针对承受拉伸、压缩的待修复轴5,将待修复轴5表面加工成带有“螺旋线”特征的结构表面,截面形状为梯形,螺旋线导程为p;梯形底部尺寸为w1,w1尺寸略大于待修复轴5的损伤缺陷,单位为mm;梯形槽坡口角度为α,α>90°,槽深度为h1,单位为mm;可计算出梯形槽上底尺寸为单位为mm;
11、针对承受扭转的待修复轴5,将待修复轴5表面加工成带有“花键”特征的结构表面;多个“花键”特征均布在圆周,槽深度为h2,“花键”特征宽度为w,单位为mm;初步估计“花键”特征宽度:
12、
13、其中,m表示轴所需传递的扭矩,单位为n/mm;τ表示基材的允许剪应力,单位为n/mm2;
14、针对承受拉伸、压缩、扭转的待修复轴5,将待修复轴5表面加工成包含“螺旋线”特征和“花键”特征的表面,保证两种特征深度相等;特征深度包括梯形槽深度及“花键”高度,需要根据实际要修复的待修复轴5缺陷深度确定。
15、步骤三中待修复轴5是以螺旋线形式运动的,其具有转速n(r/min)和轴向进给速度b(mm/r);当待修复轴5旋转一周时,应满足:
16、
17、其中u为激光熔覆扫描速度,单位为mm/s;h表示槽深度h1和h2,单位为mm;l表示待修复轴5旋转一周的轴向进给量,单位为mm,数值上与轴向进给速度v相等。
18、和现有技术相比,本发明的有益效果为:
19、1.由于本发明将激光测距系统与集成控制系统串联使用,实现了待修复轴修复过程的在线测量和协同控制,实时采集激光熔覆头、轧辊与待修复表面距离,控制激光焦距恒定,提高了熔覆修复层质量和加工精度,修复效率高。
20、2.本发明特征结构表面增加了熔覆修复层与基材的结合面积,提供机械锁定效果,有助于提高接触强度和附着力,减少熔覆修复层的脱落风险;“螺旋线”和“花键”特征可以增加熔覆修复层与周围环境之间的表面积,提高热分散效果;这有助于降低熔覆层的温度和热应力,减少变形和开裂的风险。
21、3.本发明采用轧制辅助的激光熔覆工艺,降低了孔隙率,使得柱状晶经轧制后转化为等轴晶晶粒,从而提高熔覆修复层力学性能,同时也进一步提高了结合强度。
技术特征:1.一种轧制辅助激光熔覆修复轴类零件的装置,其特征在于:包括与待修复轴(5)配合的激光熔覆头(2),激光熔覆头(2)后侧设置轧辊(1),轧辊(1)对激光熔覆头(2)在待修复轴(5)上的熔覆修复层进行轧制;激光熔覆头(2)、轧辊(1)和集成控制系统(3)连接,集成控制系统(3)和激光测距系统(4)连接,激光测距系统(4)设置在激光熔覆头(2)前侧,实时监测激光熔覆头(2)和待修复轴(5)的距离。
2.利用权利要求1所述的一种轧制辅助激光熔覆修复轴类零件的装置的方法,其特征在于,包括以下步骤:
3.根据权利要求2所述的方法,其特征在于,步骤二中特征结构具体为:
4.根据权利要求2所述的方法,其特征在于,步骤三中待修复轴(5)是以螺旋线形式运动的,其具有转速n(r/min)和轴向进给速度v(mm/r);当待修复轴(5)旋转一周时,应满足:
技术总结一种轧制辅助激光熔覆修复轴类零件的装置及方法,包括与待修复轴配合的激光熔覆头,激光熔覆头后侧设置轧辊,轧辊对激光熔覆头在待修复轴上的熔覆修复层进行轧制;激光熔覆头、轧辊和集成控制系统连接,集成控制系统和激光测距系统连接,激光测距系统设置在激光熔覆头前侧,实时监测激光熔覆头和待修复轴的距离;方法是对待修复轴表面加工出特征结构;激光熔覆头对待修复轴表面的特征结构进行填充,通过待修复轴带动轧辊旋转进而对熔覆修复层轧制;通过集成控制系统调节激光熔覆头及轧辊高度;本发明解决了不同工况下轴类零件在修复后熔覆修复层易脱落的问题,提高了激光熔覆涂层与基体的结合强度,提升修复零件力学性能,修复效率高。技术研发人员:张琦,华昺力,冯柳铭,徐宏图,詹文斌,韩宾受保护的技术使用者:西安交通大学技术研发日:技术公布日:2024/8/5本文地址:https://www.jishuxx.com/zhuanli/20240808/271477.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表