一种4J36低膨胀合金的冶炼及锻造工艺的制作方法
- 国知局
- 2024-08-19 14:24:43
本发明涉及精密仪器、仪表、电子元件用低膨胀合金,具体涉及一种4j36低膨胀合金的冶炼及锻造方法。
背景技术:
1、4j36是典型的低膨胀合金,在大气温度变化范围内(-60~80℃),这种合金具有很低的膨胀系数,其塑性良好,性能稳定,导热性差。主要用于制造在环境温度变化范围内,尺寸高度精确的零部件和在常温附近要求尺寸恒定的膨胀系数极低的精密仪器、仪表器件、谐振腔零件和随温度变化刻度漂移很小的无线电频率元件、天文仪器构架及钟表摆轮装置等。近年来,随着对因瓦合金的深入研究,其应用领域也不断扩展,如作为特殊结构材料使用,包括:光真空工业、海洋长途运输的液化天然气(lng)储气罐、特殊传输电缆、大型电子望远镜的基座定位装置等。
2、目前在冶炼4j36低膨胀合金时,主要采用的工艺为真空感应炉熔炼。采用真空感应炉冶炼对炉料要求高需采用纯料,成本高。本发明采用废钢→电炉冶炼→vd炉真空脱碳→lf炉精炼→vd炉真空脱气→模铸的冶炼方法,铸锭锻造成锻件后一方面钢质纯净度高,具有很低的膨胀系数,另一方面能有效利用现有装备,降低生产成本,提高生产效率。
技术实现思路
1、本发明的目的在于提供一种4j36低膨胀合金的优选成分和冶炼及锻造工艺,保证在超高纯净度(非金属夹杂物含量低),较低的线膨胀系数,100%ut探伤达到gb/t4162标准的 aa级别,在综合性能上具有优势。
2、为实现上述目的,本发明所采用的技术方案为:
3、一种4j36低膨胀合金,所述4j36低膨胀合金的化学成分在gb/t4461-2020标准要求范围基础上进行优化:化学成分的变化直接影响着膨胀系数,而且各种元素的影响情况不尽相同。对于4j36低膨胀合金,al、mn、c对膨胀系数的影响趋势相似,即随着这些成分含量的增加,膨胀系数值升高,但要求控制在中、下限;cr对膨胀系数的影响趋势是偶次方关系,要求控制在中限以下;si含量的增加,使膨胀系数降低,它的含量可以高些;ni含量的影响并不显著,因此可以控制在标准要求的中限。同时要求该材料具有良好的纯净度,并有良好的塑性、韧性,所以对s、p、h、o、n等有害元素和气体元素要求较严格。优化得到化学成分以质量百分比计由下列组份组成:c:≤0.05;si:0.17-0.20;mn:0.25-0.30;p:≤0.01;s:≤0.005;ni:35.8-36.2;cr:≤0.3;co:≤0.2;al:≤0.020;气体元素[h]:≤0.00015;[o]:≤0.0030;[n]:≤0.0025;余量为fe及不可避免的杂质。
4、一种4j36低膨胀合金的冶炼工艺,工艺路线为:eaf电弧炉冶炼-vd炉真空氧脱碳-lf炉外精炼-vd炉真空精炼-模铸;具体步骤如下:
5、1)eaf电弧炉冶炼
6、eaf电弧炉全废钢冶炼,废钢为铁-镍合金和低磷钢,按0.2%配碳。成分c≤0.04%,si<0.010%,mn<0.010%,p≤0.004%,ni36.0-36.5%,温度1640-1660℃,严禁额外加入含si、mn的材料,出钢。电弧炉出钢及升温过程不加任何加还原材料。
7、2)vd真空氧脱碳
8、电弧炉出来钢水进lf炉升温至1640℃-1660℃后转至vd进行真空脱碳。真空度在20-2kpa逐步降低真空度,控制在5min,真空至67pa以下保压10min;成分c≤0.015%后吊包至lf,升温>1650℃后至扒渣区扒渣,扒渣要求>80%以上。
9、3)lf炉外精炼
10、钢水扒渣完后进入lf炉加入15-20kg/t石灰,2-3kg/t萤石,按成分要求0.1%si、0.25%mn加入工业硅及电解锰,按0.4kg/t加入镍镁合金(mg含量25%)沉淀脱氧。加入al粒、casi粉1-2kg/t进行扩散脱氧。成分c≤0.05%、si0.17%-0.20%、mn0.25%-0.30%、p≤0.01%、s≤0.005%、ni35.8%-36.2%、cr≤0.3%、al≤0.020%,温度1630-1640℃,吊包至vd炉抽真空。
11、4)vd炉真空精炼
12、钢水进入vd炉后真空度≤67pa,保压15min,破空后软吹≥10min。破空后按1kg/t加入镍镁合金(mg含量25%)。钢水成分满足上述优化组分,在温度1530-1540℃,吊包浇注。
13、一种4j36低膨胀合金的锻造工艺,该合金的化学成分为上述优化组分,经上述冶炼步骤得到圆柱形坯料,圆柱形坯料锻造成锻件。铸锭的初始加热温度在1150±10℃,锻件锻造每一工序的终锻温度要求大于950℃,坯料的锻造过程为3次火,锻造比大于5。具体包括以下步骤:
14、步骤一、铸锭全表面涂耐高温抗氧化剂。
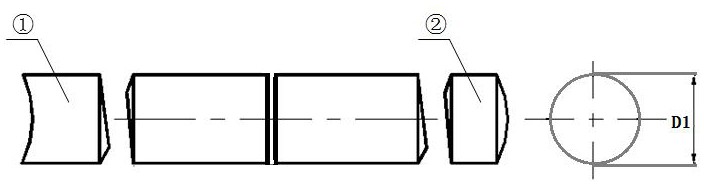
15、步骤二、倒棱滚圆,将圆柱形坯料第一次加热至温度1150±10℃,保温7小时,确保坯料烧匀烧透,出炉,倒棱滚圆,在上下平型砧中倒棱滚圆至坯料的外径尺寸为d1,剁冒口端①及水口端②,然后将坯料料身热剁平分为二,每一段坯料的下料长度尺寸为l1,清理热剁毛刺,终锻温度≥950℃。
16、步骤三、镦粗和第一次拔长成型,将经过步骤二处理的坯料再次加热至温度1150±10℃,保温3小时,出炉,将坯料镦至外径尺寸为d2,高度尺寸为l2,然后轴向拔长至长度尺寸为l3,宽度尺寸为w1,高度尺寸为h1,该阶段变形量为35%,压下速率≤30mm/s,终锻温度≥950℃;
17、步骤四、第二次拔长,将经过步骤三处理的坯料再次加热至温度1150±10℃,保温2.5小时,出炉,将坯料直接拔长至长度尺寸为l4,宽度尺寸为w2,高度尺寸为h2,为最终成型尺寸。该阶段压下速率≤30mm/s,终锻温度≥950℃。
18、本发明的有益效果:
19、(1)本发明产品优化成分配比,具有超高纯净度(非金属夹杂物含量低),较低的线膨胀系数。经多次生产验证测定其平均膨胀系数ɑ(10-6/℃)在25℃-100℃时为1.003(标准要求0.9-1.6);25℃-150℃时为1.475(标准要求1.4-2.0),100%ut探伤达到gb/t4162标准的 aa级别,非金属夹杂物a、b、c、ds均为0级,d类夹杂物粗系为0级、细系为0.5-1.0级。
20、(2)利用本发明所述的4j36低膨胀合金冶炼浇注工艺路线,利用了废钢,降低材料成本。实现了用电弧炉冶炼4j36低膨胀合金。本发明的锻造工艺容易实施。
技术特征:1.一种4j36低膨胀合金,其特征在于:所述4j36低膨胀合金的化学成分以重量百分比计由下列组份组成:c:≤0.05;si:0.17-0.20;mn:0.25-0.30;p:≤0.01;s:≤0.005;ni:35.8-36.2;cr:≤0.3;co:≤0.2;al:≤0.020;气体元素[h]:≤0.00015;[o]:≤0.0030;[n]:≤0.0025;余量为fe及不可避免的杂质。
2.一种4j36低膨胀合金的冶炼工艺,其特征在于:所述的4j36低膨胀合金铸锭冶炼浇注工艺路线为:eaf电弧炉冶炼-vd炉真空氧脱碳-lf炉外精炼-vd炉真空精炼-模铸;具体步骤如下:
3.一种4j36低膨胀合金的锻造工艺,该合金的化学成分满足权利要求书1的要求,其特征在于:采用权利要求2工艺路线生产的圆柱形坯料经锻造成锻件,圆柱形坯料的初始加热温度在1150±10℃,锻件锻造每一工序的终锻温度要求大于950℃,坯料的锻造过程为3次火,锻造比大于5,具体包括以下步骤:
技术总结本发明公开了一种4J36低膨胀合金的冶炼及锻造工艺,化学成分以重量百分比计由下列组份组成:C:≤0.05;Si:0.17‑0.20;Mn:0.25‑0.30;P:≤0.01;S:≤0.005;Ni:35.8‑36.2;Cr:≤0.3;Co:≤0.2;Al:≤0.020;气体元素[H]:≤0.00015;[O]:≤0.0030;[N]:≤0.0025;余量为Fe及不可避免的杂质。采用EBT电弧炉‑VD真空氧脱碳‑LF炉精炼‑VD炉真空精炼‑模铸工艺路线进行冶炼铸锭。铸锭经锻造成锻件,铸锭的初始加热温度定在1150℃,锻件锻造每一工序的终锻温度要求大于950℃,锻造比大于5。本发明通过优化成分配比和合理选择冶炼、锻造工艺,实现了用电弧炉冶炼4J36低膨胀合金,利用废钢冶炼,降低材料成本。锻造所获材料具有超高纯净度,较低的线膨胀系数,100%UT探伤达到GB/T4162标准的AA级别。技术研发人员:祁庆花,李国洲,刘林,王旭明,常富强,严新永,吴少文,董康兵受保护的技术使用者:兰州兰石超合金新材料有限公司技术研发日:技术公布日:2024/8/16本文地址:https://www.jishuxx.com/zhuanli/20240819/275110.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表