一种不锈钢管自动焊接设备的制作方法
- 国知局
- 2024-08-22 14:23:38
本发明属于不锈钢管制造,具体是指一种不锈钢管自动焊接设备。
背景技术:
1、不锈钢管按照生产工艺分类基本可以分为不锈钢焊管和不锈钢无缝管。因不锈钢焊管的生产工艺简单,生产效率高,品种规格多且设备投资少,被广泛应用于不锈钢管的生产制造中。
2、不锈钢焊管是利用钢卷焊接成型的。分条机先将钢卷分割成设定的宽度,并将钢卷展开为钢板,再由辊压设备将钢板挤压成设定的形状,最后通过焊接设备将钢板的对接缝处焊合。
3、此种生产方式有两个缺点:
4、1、不锈钢焊接时属于冷焊,无法适用于焊接前需要对管材预热的产品。预热温度要根据管道的管径和壁厚进行适当的调节,通常建议在300度左右。预热能够降低焊接应力,提高焊接质量,防止产生裂纹、变形等现象。
5、2、不锈钢板在焊接过程中,焊管焊缝处温度升高,管材内部应力变化,可能导致管材焊接变形,管径越大,变形概率越大,常见的方法是调整焊接参数至合适的数值。但完全依靠调整焊接参数并不能杜绝焊接变形现象。
6、3、不锈钢板在辊压的过程中,钢板焊缝处可能被挤压产生的碎屑或其它物质污染,目前的焊接机在焊接前又不会对钢板焊缝处清理,有可能影响焊缝质量。
7、以上问题需要改善。
技术实现思路
1、针对上述情况,为克服现有技术的缺陷,本发明提供了一种不锈钢管自动焊接设备,通过内撑预热机构的设置,既能够对不锈钢板焊前预热,又能降低焊接导致管材的变形,同时通过清扫机构的设置能够对焊缝处实现焊前清理,提高焊缝质量。
2、本发明采取的技术方案如下:本发明提出的一种不锈钢管自动焊接设备,包括台架、内撑预热机构、清扫机构和升降焊接机构,所述升降焊接机构设于台架的尾部上方,所述台架中部设有中央支架,所述内撑预热机构设于中央支架远离升降焊接机构的一端,所述清扫机构设于中央支架靠近升降焊接机构的一端,内撑预热机构能够对挤压成型的钢管内壁提供支撑力,防止钢管在后续的焊接作业中出现变形现象,清扫机构能够在钢管挤压成型之后和焊接成型之前将待焊接区域清理干净,防止因脏污问题影响焊接质量,所述台架上设有压辊模组,压辊模组的型式和数量由钢管的规格决定,压辊模组中间输送有钢板,钢板从压辊模组中通过并被压辊模组挤压成设定形状的管材。
3、进一步地,为了避免内撑预热机构与钢板在挤压成型过程中产生干涉,所述内撑预热机构从钢板的开口端穿入钢板挤压成型的一端中,且所述内撑预热机构远离钢板开口的一端要超出升降焊接机构外,以便在焊接时能够对成型的钢管起到支撑作用,内撑预热机构在对钢管内壁支撑的同时,钢管也对内撑预热机构反向起到一定的支撑作用,内撑预热机构的长度较长,钢管能够防止内撑预热机构在长度方向上产生挠度变形;所述清扫机构包括电机、清扫环和排污支座,所述排污支座设于台架中部位于钢板挤压成型之后的区域内,所述清扫环转动设于排污支座的侧壁上,所述电机通过链条连接与清扫环上,所述电机固定在中央支架靠近升降焊接机构的一端,为了使清扫环更好地清除管材表面的脏污,所述清扫环内侧壁上圆周阵列设有清扫刷,清扫环上的清扫刷能够在电机的作用下对成型管材的对接缝处刷扫,避免脏污残渣影响焊接质量。
4、进一步地,所述内撑预热机构包括前置支撑芯棒、预热线圈和后置芯棒,所述前置支撑芯棒为弯管状,所述前置支撑芯棒的弯管端贯穿设于中央支架上,所述前置支撑芯棒的水平端贯穿设于挤压成型的钢管中,所述预热线圈设于前置支撑芯棒的水平端,预热线圈上连接有交流电,线缆穿过前置支撑芯棒与外部电气设备连通,所述后置芯棒贯穿预热线圈中心设于前置支撑芯棒中,预热线圈的位置在管材内部,实际生产过程中,工作人员能够根据管材规格和现场设备布置需要来灵活调整预热线圈的位置,如增加或缩减前置支撑芯棒的长度,内置的预热线圈不受台架外部设备的影响,具有高度的灵活性;所述预热线圈包括阵列设置的弧面排线,所述弧面排线内部通有高频次变化的电流,根据电磁感应定律的右手定则判断,高频变化的电流会产生高频交变的磁场,使磁场的n极和s极在垂直于管材圆周壁的方向上不断变化,从而导致磁通量的变化,最终在管材内部产生感应电流,并加热管材,实现焊前预热的效果。
5、进一步地,所述升降焊接机构包括焊接支架、调距滑板、调距螺杆、弹簧和焊枪头,所述焊接支架设于台架的尾端,所述调距滑板上下滑动设于焊接支架内侧壁上,所述调距螺杆贯穿焊接支架转动设于调距滑板上,所述弹簧套接于调距螺杆上,所述弹簧连接于调距滑板和焊接支架之间,所述焊枪头贯穿焊接支架设于调距滑板上,通过转动调距螺杆,就能够调整调距滑板的高度,从而调整焊枪头与钢板挤压成型的管材之间的距离,在焊接时,管材中部填充的是后置芯棒。
6、进一步地,为了将清扫机构清理的脏污碎屑清除出去,防止碎屑二次污染管材,所述排污支座下方设有出污口,所述清扫环侧壁上阵列设有排屑槽,清扫刷扫除的碎屑从排屑槽落入出污口中,并被排出至管材下方。
7、采用上述结构本发明取得的有益效果如下:
8、1、前置支撑芯棒能够穿入辊压成型的钢管中,既不会影响钢板的辊压过程,又能够支撑钢管内壁,在升降焊接机构对钢管焊接时,能够对管材提供一定的支撑力,降低焊接产生的变形;
9、2、预热线圈连接于前置支撑芯棒和后置芯棒之间,待焊接的钢管套接在预热线圈外,预热线圈通过高频转换电流方向就能够对钢管加热,从而实现焊钳预热的效果,提高焊接质量;
10、3、内置的预热线圈加热具有高度的灵活性,能够根据管子的规格和工艺需要任意调整预热工位到焊接工位之间的距离,预热位置可以灵活设定,不会受到外部设备的限制;
11、4、清扫机构能够在焊钳对管材进行清扫,防止焊缝处的脏污影响焊接质量;
12、5、清扫机构产生的脏污废渣能够从排屑槽和出污口中排出,不会跟随钢管移动至焊接位置,防止清扫不彻底。
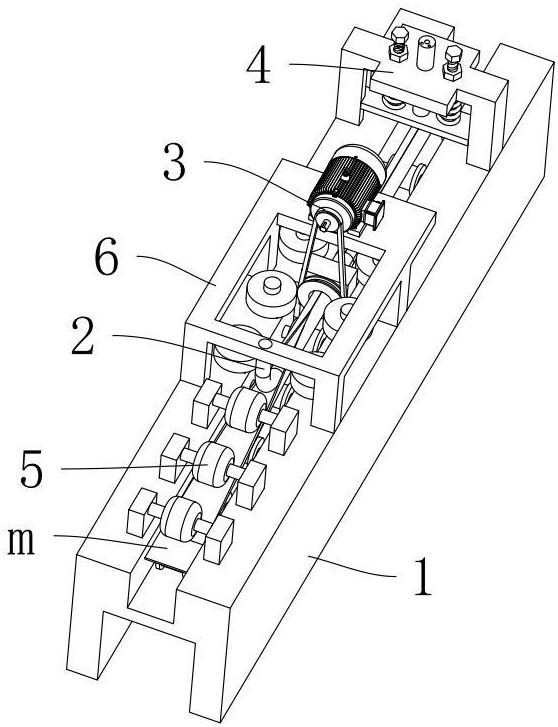
技术特征:1.一种不锈钢管自动焊接设备,其特征在于:包括台架(1)、内撑预热机构(2)、清扫机构(3)和升降焊接机构(4),所述升降焊接机构(4)设于台架(1)的尾部上方,所述台架(1)中部设有中央支架(6),所述内撑预热机构(2)设于中央支架(6)远离升降焊接机构(4)的一端,所述清扫机构(3)设于中央支架(6)靠近升降焊接机构(4)的一端,所述台架(1)上设有压辊模组(5);
2.根据权利要求1所述的一种不锈钢管自动焊接设备,其特征在于:所述内撑预热机构(2)从钢板的开口端穿入钢板挤压成型的一端中,且所述内撑预热机构(2)远离钢板开口的一端要超出升降焊接机构(4)外。
3.根据权利要求2所述的一种不锈钢管自动焊接设备,其特征在于:所述预热线圈(12)包括阵列设置的弧面排线(14),所述弧面排线(14)内部通有高频次变化的电流。
4.根据权利要求3所述的一种不锈钢管自动焊接设备,其特征在于:所述清扫机构(3)包括电机(7)、清扫环(9)和排污支座(10),所述排污支座(10)设于台架(1)中部位于钢板挤压成型之后的区域内,所述清扫环(9)转动设于排污支座(10)的侧壁上,所述电机(7)通过链条(8)连接与清扫环(9)上。
5.根据权利要求4所述的一种不锈钢管自动焊接设备,其特征在于:所述电机(7)固定在中央支架(6)靠近升降焊接机构(4)的一端。
6.根据权利要求5所述的一种不锈钢管自动焊接设备,其特征在于:所述清扫环(9)内侧壁上圆周阵列设有清扫刷(21)。
7.根据权利要求6所述的一种不锈钢管自动焊接设备,其特征在于:所述升降焊接机构(4)包括焊接支架(15)、调距滑板(16)、调距螺杆(17)、弹簧(18)和焊枪头(19),所述焊接支架(15)设于台架(1)的尾端,所述调距滑板(16)上下滑动设于焊接支架(15)内侧壁上,所述调距螺杆(17)贯穿焊接支架(15)转动设于调距滑板(16)上,所述弹簧(18)套接于调距螺杆(17)上,所述弹簧(18)连接于调距滑板(16)和焊接支架(15)之间,所述焊枪头(19)贯穿焊接支架(15)设于调距滑板(16)上。
8.根据权利要求7所述的一种不锈钢管自动焊接设备,其特征在于:所述排污支座(10)下方设有出污口(20)。
9.根据权利要求8所述的一种不锈钢管自动焊接设备,其特征在于:所述清扫环(9)侧壁上阵列设有排屑槽(22)。
技术总结本发明属于不锈钢管制造技术领域,具体是指一种不锈钢管自动焊接设备,包括台架、内撑预热机构、清扫机构和升降焊接机构,所述升降焊接机构设于台架的尾部上方,所述台架中部设有中央支架,所述内撑预热机构设于中央支架远离升降焊接机构的一端,所述清扫机构设于中央支架靠近升降焊接机构的一端,所述台架上设有压辊模组,压辊模组的型式和数量由钢管的规格决定。本发明通过内撑预热机构的设置,既能够对不锈钢板焊前预热,又能降低焊接导致管材的变形,同时通过清扫机构的设置能够对焊缝处实现焊前清理,提高焊缝质量。技术研发人员:王圣洁,范义焘,陈馨悅,王首翰,孙孝文受保护的技术使用者:浙江圣洁钛业科技有限公司技术研发日:技术公布日:2024/8/20本文地址:https://www.jishuxx.com/zhuanli/20240822/278531.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表