角接触推力球轴承装配方法及角接触推力球轴承装配工装与流程
- 国知局
- 2024-08-22 15:02:09
本技术涉及角接触推力球轴承装配,更具体地说,涉及一种角接触推力球轴承装配方法及角接触推力球轴承装配工装。
背景技术:
1、凝结水泵电机为立式中压电机,非驱动端轴承采用角接触推力球轴承背靠背装配,驱动端轴承采用深沟球轴承装配。由于角接触推力球轴承可承受轴向推力和径向推力的联合载荷,被广泛应用于转动机械设备上,但由于人们对该类型轴承的装配工艺认识不足,仍然存在着以下问题:
2、1)欠缺测量、复测部件装配尺寸链,两个轴承内圈贴紧情况无据可查。传统轴承装配工艺一般关注轴承内、外圈与轴及轴承座的尺寸配合情况,对于轴承轴向定位大多为测量轴承外圈的定位尺寸,对于轴承内圈的定位不关注或关注不足欠缺验证手段确保轴承内圈装配到位。2)两个轴承内圈帖紧情况无验证。
3、在日常设备维修中,上述问题的出现会引起轴承游隙变大,造成轴承温度高且波动大;振动大且波动大;噪音增大;严重时轴承故障失效等故障现象经常发生。
技术实现思路
1、本技术要解决的技术问题在于,针对现有技术的上述缺陷,提供一种角接触推力球轴承装配方法及角接触推力球轴承装配工装。
2、本技术实施例解决其技术问题所采用的技术方案是:构造一种角接触推力球轴承装配方法,包括:
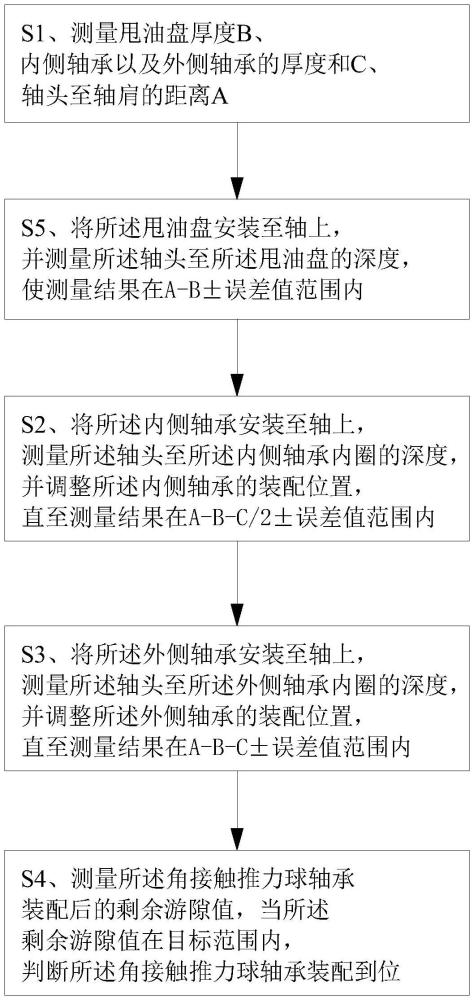
3、步骤s1、测量甩油盘厚度b、内侧轴承以及外侧轴承的厚度和c、轴头至轴肩的距离a;
4、步骤s2、将所述内侧轴承安装至轴上,测量所述轴头至所述内侧轴承内圈的深度,并调整所述内侧轴承的装配位置,直至测量结果在误差值范围内;
5、步骤s3、将所述外侧轴承安装至轴上,测量所述轴头至所述外侧轴承内圈的深度,并调整所述外侧轴承的装配位置,直至测量结果在a―b―c±误差值范围内;
6、步骤s4、测量所述角接触推力球轴承装配后的剩余游隙值,当所述剩余游隙值在目标范围内,判断所述角接触推力球轴承装配到位。
7、在一些实施例中,在所述步骤s1与所述步骤s2之间,还包括步骤s5:
8、将甩油盘安装至轴上,并测量所述轴头至所述甩油盘的深度,使测量结果在a―b±误差值范围内。
9、在一些实施例中,所述步骤s2包括:加热所述内侧轴承,并将其安装至轴上,待冷却后测量所述轴头至所述内侧轴承内圈的深度,并调整所述内侧轴承的装配位置,直至测量结果在误差值范围内;
10、和/或,所述步骤s3包括:加热所述外侧轴承,并将其安装至轴上,待冷却后测量所述轴头至所述外侧轴承内圈的深度,并调整所述外侧轴承的装配位置,直至测量结果在a―b―c±误差值范围内。
11、在一些实施例中,在所述步骤s2中,通过角接触推力球轴承装配工装将所述内侧轴承安装至轴上,所述角接触推力球轴承装配工装包括第一压紧环、压紧板以及压紧螺栓,所述第一压紧环呈筒状,其直径与所述内侧轴承的内圈直径相适配,所述压紧板可拆卸地设置于所述第一压紧环远离所述内侧轴承的一端,并形成有与所述轴头的螺栓孔相对应的装配孔,所述压紧螺栓穿设于所述螺栓孔以及所述装配孔内;
12、所述步骤s2包括:
13、步骤s21、加热所述内侧轴承;
14、步骤s22、将所述内侧轴承安装至轴上,将所述第一压紧环套设于轴上,并使得一端与所述内侧轴承的内圈相对应,将所述压紧板安装至所述第一压紧环的另一端,并使得所述装配孔与所述螺栓孔相对应,将所述压紧螺栓旋入所述螺栓孔以及所述装配孔内并拧紧;
15、步骤s23、待所述内侧轴承冷却,拆下所述角接触推力球轴承装配工装;
16、步骤s24、测量所述轴头至所述内侧轴承内圈的深度,并调整所述内侧轴承的装配位置,直至测量结果在误差值范围内。
17、在一些实施例中,在所述步骤s3中,通过角接触推力球轴承装配工装将所述外侧轴承安装至轴上,所述角接触推力球轴承装配工装包括第二压紧环、压紧板以及压紧螺栓,所述第二压紧环呈筒状,其直径与所述外侧轴承的内圈直径相适配,所述压紧板可拆卸地设置于所述第二压紧环远离所述外侧轴承的一端,并形成有与所述轴头的螺栓孔相对应的装配孔,所述压紧螺栓穿设于所述螺栓孔以及所述装配孔内;
18、所述步骤s3包括:
19、步骤s31、加热所述外侧轴承;
20、步骤s32、将所述外侧轴承安装至轴上,将所述第二压紧环套设于轴上,并使得一端与所述外侧轴承的内圈相对应,将所述压紧板安装至所述第二压紧环的另一端,并使得所述装配孔与所述螺栓孔相对应,将所述压紧螺栓旋入所述螺栓孔以及所述装配孔内并拧紧;
21、步骤s33、待所述外侧轴承冷却,拆下所述角接触推力球轴承装配工装;
22、步骤s34、测量所述轴头至所述外侧轴承内圈的深度,并调整所述外侧轴承的装配位置,直至测量结果在a―b―c±误差值范围内。
23、在一些实施例中,所述轴头设置有轴承锁母,在所述步骤s2中,当轴头至所述内侧轴承内圈的深度不在误差值范围内时,通过拧动所述轴承锁母调整所述内侧轴承的装配位置,直至测量结果在误差值范围内;
24、和/或,在所述步骤s3中,当轴头至所述外侧轴承内圈的深度不在a―b―c±误差值范围内时,通过拧动所述轴承锁母调整所述外侧轴承的装配位置,直至测量结果在a―b―c±误差值范围内。
25、在一些实施例中,所述步骤s4包括:
26、步骤s41、在所述轴承内圈设置内圈百分表,在所述轴承外圈设置至少一个外圈百分表;
27、步骤s42、在所述轴的驱动端设置千斤顶;
28、步骤s43、启动所述千斤顶顶升所述轴,观察所述内圈百分表以及外圈百分表数值,并根据所述内圈百分表以及外圈百分表数值计算所述剩余游隙值;
29、步骤s44、当所述剩余游隙值在目标范围内,判断所述角接触推力球轴承装配到位。
30、在一些实施例中,所述外圈百分表的数量为两个,两个所述外圈百分表间隔设置;
31、在所述步骤s44中,
32、
33、在一些实施例中,在所述步骤s41之前,还包括步骤s40:将装配结束的设备竖立放置,使得所述轴竖直设置,所述角接触推力球轴承所在的轴的非驱动端位于上端部。
34、构造一种角接触推力球轴承装配工装,应用于上述任一项所述的角接触推力球轴承装配方法,包括:
35、第一压紧环、第二压紧环、压紧板以及压紧螺栓,所述第一压紧环以及第二压紧环均呈筒状,其直径均与所述内侧轴承以及所述外侧轴承的内圈直径相适配,所述压紧板呈板状,可拆卸地设置于所述第一压紧环或所述第二压紧环远离所述角接触推力球轴承的端部,且沿厚度方向形成有与所述轴头的螺栓孔相对应的装配孔,所述压紧螺栓分别穿设于所述螺栓孔以及所述装配孔内。
36、实施本发明实施例至少具有以下有益效果:
37、本发明通过在每个部件装配的过程中同步进行轴头至轴承内圈深度的测量,可以确保每一步装配到位,减少装配误差的出现,可以保证外圈装配到位的同时,确保内圈也装配到位,进而保证两个轴承之间内圈紧密贴合,进而避免装配后游隙偏大;
38、通过设置步骤s4,在装配结束后进行游隙的检测,进而再次对装配效果进行验证,确保因操作失误、测量错误等原因,看似装配到位,实际装配不到位的情况产生,从而进一步确保装配质量。
本文地址:https://www.jishuxx.com/zhuanli/20240822/280862.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表