用于空心铸造的盐芯组件、模具及铸造方法与流程
- 国知局
- 2024-09-05 14:27:13
本发明涉及压铸,尤其是涉及一种用于空心铸造的盐芯组件、模具及铸造方法。
背景技术:
1、复杂内腔及弯曲孔道铸件在现代工业中具有非常广泛的应用。此前通常使用树脂砂芯作为空心压铸件的模具,但通过树脂砂芯铸造的复杂内腔及弯曲孔道铸件脱芯十分困难。在相关技术使用盐芯铸造空心铸件的方法中,盐芯浸水消融便于脱模,但盐芯的定位和固定是铸件成型是否合格的关键。
技术实现思路
1、本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明的一个目的在于提出一种用于空心铸造的盐芯组件。根据本发明的盐芯组件在第一壁面设置了定位部,提高了盐芯组件与模具的装配效率及装配精度。第一壁面与第二壁面之间的距离在靠近连接件的方向上逐渐增加,可以形成斜面以增加与模具配合面积,提高盐芯组件装配的稳定性。
2、本发明还提出一种包括上述盐芯组件的模具。
3、本发明还提出一种用于上述模具的铸造方法。
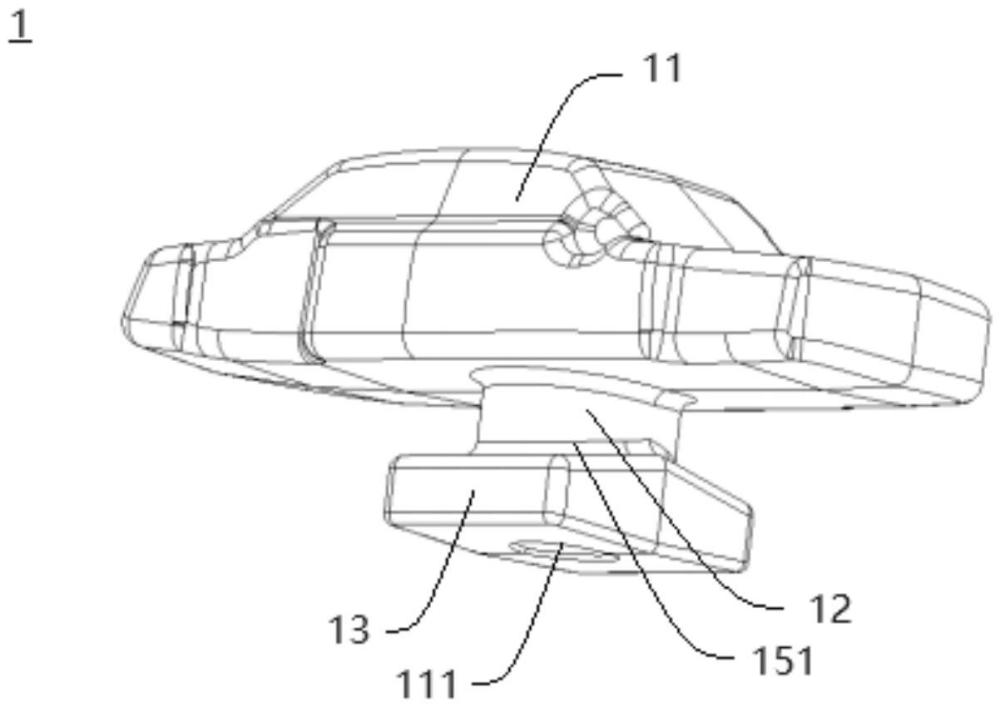
4、根据本发明的盐芯组件包括定位块、连接件和盐芯本体,所述定位块上形成背离彼此的第一壁面和第二壁面,所述第一壁面形成有用于定位的定位部;所述连接件设置于所述第二壁面并朝向背离所述定位块的方向延伸;所述盐芯本体设置于所述连接件,所述盐芯本体、所述定位块和所述连接件均构造为一体件;其中,所述第一壁面与所述第二壁面之间的距离在靠近所述连接件的方向上逐渐增加。
5、根据本发明的盐芯组件设置了盐芯本体,盐芯本体是压铸成型的基础,在进行压铸时,金属液浇筑于盐芯本体的外周以便形成空心压铸件。在盐芯本体上设置有连接件,连接件将定位块与盐芯本体连接,定位块可以在盐芯放置入压铸模具时对盐芯进行定位以便于盐芯的装配。具体地,定位块上形成有背离彼此的第一壁面和第二壁面,在盐芯定位装配时,第一壁面可以与用于压铸的模具实现面面贴合,有效提高盐芯摆放的稳定性。第一壁面上形成有定位部,当盐芯装配至用于压铸的模具时,定位部可以与模具上对应的结构配合实现盐芯的快速定位,便于确保盐芯组件在模具中的准确位置。定位部的设计提高了盐芯装配的精度,简化了安装和定位过程,提高了盐芯组件的装配效率,进而提高了铸造过程的效率。第一壁面与第二壁面之间的距离在靠近连接件的方向上逐渐增加,可以提高盐芯组件靠近几何中心位置的结构强度,确保盐芯本体与定位块稳定连接,可以有效增强盐芯组件整体的结构稳定性,在铸造过程中,盐芯组件的结构可以更好地抵抗由于金属液压力、温度变化等因素产生的应力和变形,保证铸件的形状和尺寸精度。
6、根据本发明的一个实施例,所述第二壁面在靠近所述连接件的方向上朝向背离所述第一壁面的方向倾斜延伸。
7、根据本发明的一个实施例,所述盐芯本体具有第一对称中心面,所述连接件具有第二对称中心面,所述第一对称中心面与所述第二对称中心面重合;其中,所述第二壁面包括,第一导向斜面和第二导向斜面,所述第一导向斜面和所述第二导向斜面分别位于所述第一对称中心面的两侧并关于所述第一对称中心面对称设置;所述第一导向斜面和所述第二导向斜面在朝向所述第一对称中心面的方向上背离所述第一壁面倾斜。
8、根据本发明的一个实施例,所述定位块具有垂直于所述第二对称中心面的第三对称中心面,所述第一导向斜面包括位于第三对称中心面中心面两侧的第一面和第二面,所述第一面和所述第二面在朝向所述第三对称中心面的方向上朝向背离所述第一壁面的方向倾斜延伸;所述第二导向斜面包括位于第三对称中心面中心面两侧的第三面和第四面,所述第三面和所述第四面在朝向所述第三对称中心面的方向上朝向背离所述第一壁面的方向倾斜延伸。
9、根据本发明的一个实施例,所述定位部设置于所述定位块的中心且构造为贯穿所述连接件并延伸至所述盐芯本体内的定位孔。
10、下面简单描述根据本发明的模具。
11、根据本发明的模具包括定模和上述实施例中的盐芯组件,其中,定模上设置有定位配合部。当盐芯组件与定模装配时,盐芯上的定位部可以与定模上的定位配合部配合,实现盐芯的快速定位与装配,可以有效提高盐芯的装配效率以及装配后的稳定性,进而提高铸造工艺整体的效率以及铸造件的质量。
12、根据本发明的一个实施例,模具还包括:动模,所述动模设置于所述定模的顶部并分别与所述定模和所述第一滑块之间限定出容纳所述盐芯本体的铸造腔体;所述定模和/或所述动模上形成有注液孔。
13、根据本发明的一个实施例,所述定模上分别形成有铸造槽,所述第一滑块可移动地设置于所述定模并位于所述铸造槽内;所述定模的一侧形成有与所述铸造槽连通的第一槽,所述第一槽的底壁设置有所述注液孔;所述定模的另一侧形成有所述铸造槽连通第二槽,所述第二槽上形成有排气孔。
14、根据本发明的一个实施例,模具还包括第二滑块,所述第二滑块可移动地设置于所述动模并适于在所述动模与所述定模配合时收容于所述第一槽和/或第二槽。
15、下面简单描述根据本发明的铸造方法。
16、根据本发明的铸造方法用于上述实施例中的模具,铸造方法可以简单概括为:
17、s1:将盐芯组件定位安装于定模上并控制第一滑块将所述盐芯组件夹紧;
18、s2:将动模与定模配合并控制第二滑块将盐芯组件夹紧;
19、s3:压铸完成后开模取件并将盐芯浸水消融。
20、在上述铸造方法中,模具开模后可以将盐芯组件通过定位部与定位配合部的配合定位安装于定模上,装配过程简单方便且装配效率高,当盐芯组件装配至定模上后,可以通过控制定模上的第一滑块移动以在铸造槽的延伸方向上将盐芯组件夹紧;待第一滑块夹紧盐芯组件后可以控制动模与定模合模并控制第二滑块移动以将盐芯组件在另一个方向上夹紧,这里的另一个方向可以是与铸造槽延伸方向正交的方向,第一滑块与第二滑块分别在两个不同的方向上夹紧盐芯组件,可以确保在铸件压铸过程中盐芯组件不会发生偏移和晃动,可以提高铸件的质量、减少废品率和返工率,进一步降低生产成本;待铸造完成并冷却后,可以再次开模将铸件取出,将包覆有盐芯组件的铸件通过浸水消融的方式消融铸件内部的盐芯组件以完成铸件脱模并最终得到空心铸件,整个过程简单易操作,生产效率高。盐芯组件消融后的混合液可以通过特殊的方式回收以便于循环使用,成本低。
21、本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
22、附图说明
23、本发明的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
24、图1是根据本发明一个实施例的盐芯组件的结构图;
25、图2是根据本发明一个实施例的盐芯组件与定模的配合示意图;
26、图3是根据本发明一个实施例的盐芯组件与注液口及排气口的示意图;
27、图4是根据本发明一个实施例的盐芯组件与模具的配合示意图;
28、图5是根据本发明一个实施例的盐芯组件与动模的配合示意图;
29、图6是根据本发明一个实施例的另一视角盐芯组件与动模的配合示意图;
30、图7是根据本发明一个实施例的连接件及定位块的俯视示意简图;
31、图8是根据本发明另一个实施例的连接件及定位块的俯视示意简图;
32、图9是根据本发明一个实施例的盐芯本体及连接件的仰视示意简图;
33、图10是根据本发明一个实施例的盐芯组件与定模装配后的结构图;
34、图11是根据本发明一个实施例的铸造方法的流程图。
35、附图标记:
36、盐芯组件1;
37、定位块11、定位部111;
38、连接件12;
39、盐芯本体13;
40、第一对称中心面141、第二对称中心面142、第三对称中心面143;
41、第一导向斜面151、第一面1511、第二面1512、第二导向斜面152、第三面1521、第四面1522、第三导向斜面153、第四导向斜面154;
42、模具2;
43、定模21、定位配合部211;
44、动模22;
45、第一滑块231、第二滑块232;
46、铸造槽241、第一槽242、第二槽243;
47、注液孔251、排气孔252;
48、送料管26。
本文地址:https://www.jishuxx.com/zhuanli/20240905/286524.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表