一种铅酸电池极耳成型装置的制作方法
- 国知局
- 2024-09-05 14:36:01
本发明涉及铅酸电池极耳生产技术,尤其涉及一种铅酸电池极耳成型装置。
背景技术:
1、铅酸电池的极耳(tab)成型通常是在电池板栅(grid)的制造过程中完成的。板栅是铅酸电池极板的支撑结构,同时也是电流的导体。极耳则是连接板栅与电池外部电路的部分,其作用是传递电流。
2、通过特定的设计,在板栅完全固化后,使用冲压模具对板栅上的特定区域施加压力,以形成向外伸出的极耳。
3、其中,极耳在冲压过程中出现的粘铝现象主要是由于极耳正极为铝箔材质,铝材质具有良好的延展性和较低的熔点,当它在冲压过程中受到模具的高速挤压时,会产生局部高温,使得铝材表面熔化并粘附在模具上,影响产品质量,增加生产成本和维护工作量。
4、现有技术如公告号cn209255654u的中国专利提供了一种电池极片极耳冲切的涂油装置。在该专利中,竖向调节架上依次排列的上滚轮、下滚轮,减轻模具刀口粘铝粉的情况,增加模具的冲切寿命。单靠滚轮只能减少刀口处粘铝的情况,无法解决铝材粘附在模具表面上。
5、鉴于此,现有技术有进一步改进的必要。
技术实现思路
1、基于上述技术问题,本发明提出了一种铅酸电池极耳成型装置。
2、本发明的技术方案是这样实现的:
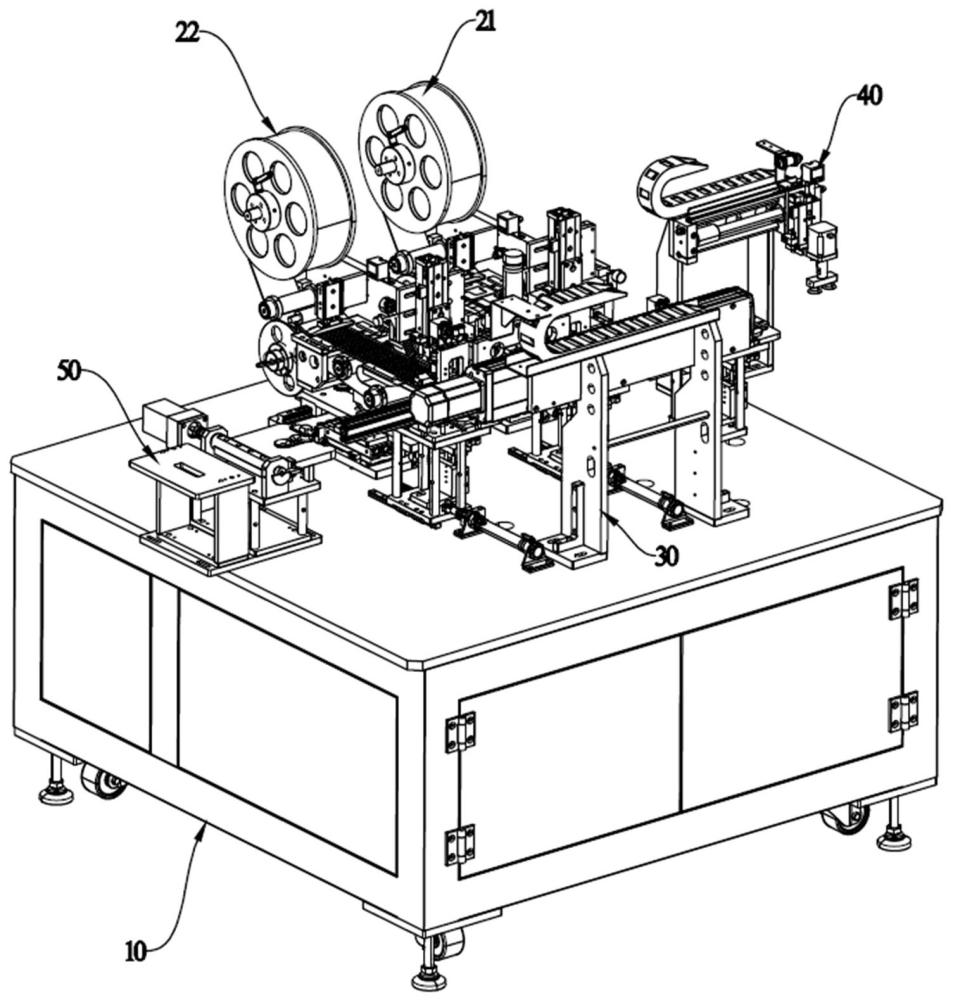
3、一种铅酸电池极耳成型装置,其特征在于,包括承载台,承载台上方安装有极耳成型单元,极耳成型单元包括正极耳成型组件和负极耳成型组件,所述极耳成型单元分别设置有正极耳承载单元以及负极耳承载单元,由转运单元分别用于将正极耳成型组件和负极耳成型组件成型的极耳片转运至正极耳承载单元以及负极耳承载单元,
4、其中,
5、极耳成型单元,所述极耳成型单元包括外壳板,外壳板的顶部一侧设置有箔材轧筒,箔材轧筒上卷绕装有制备极片所需的箔材,所述箔材轧筒上的箔材经上扎辊、第一绕辊以及第二绕辊缠绕在下扎辊的一端,由所述上扎辊和下扎辊将箔材的厚度压制均匀,所述上扎辊的一侧设置有调节辊,调节辊上固定连接有刮刀,调节辊用于调节刮刀的偏转角度,所述刮刀用于将防粘剂料浆涂抹在箔材表面。
6、在本发明中,所述转运单元包括支撑腿,支撑腿的上方固定连接有横向往复丝杠,所述横向往复丝杠的一侧设置有驱动电机,与横向往复丝杠配合设置有滑动板,通过驱动电机带动滑动板在横向往复丝杠上移动。
7、在本发明中,所述滑动板的中部设置有气缸,气缸的输出轴上固定有连接钢材,所述连接钢材的下方等距离分布设置有第一调节缸、第二调节缸以及第三调节缸,其中,所述第一调节缸、第二调节缸以及第三调节缸的输出轴上均设置有吸盘。
8、在本发明中,所述外壳板的一侧设置有宽度安装板,宽度安装板的一侧设置有冲压气缸,所述一级冲压气缸的输出轴上固定连接有延伸板,延伸板的下方固定连接有二级冲压气缸,二级冲压气缸的输出轴上固定连接有模具板。
9、在本发明中,所述堆叠组件包括调节滑轨,调节滑轨设置有多个调节滑块,所述调节滑块上方固定连接有滑动框,滑动框的一侧设置有位移调节气缸,由位移调节气缸带动滑动框在调节滑轨上移动。
10、在本发明中,所述滑动框的顶部设置有导轨板,导轨板上呈垂直设置有第一方向固定板和第二方向固定板,其中,与第一方向固定板平行设置有第一方向移动板,与第二方向固定板平行设置有第二方向移动板。
11、在本发明中,所述导轨板的下方设置有开合气缸,开合气缸的输出轴上固定连接有驱动块,所述驱动块的顶部分别设置有两个滚轮,与第一方向移动板和第二方向移动板相对。
12、在本发明中,所述第二方向移动板的一侧设置有轴承座,在轴承座上转动连接有l型拨杆,所述l型拨杆的一端与滚轮接触,另一端与第二方向移动板接触,所述第二方向移动板与轴承座之间还设置有复位弹簧,通过开合气缸带动滚轮上下移动,以实现控制第一方向移动板与第二方向移动板的开合。
13、实施本发明的这种铅酸电池极耳成型装置,具有以下有益效果:
14、1、提高了极耳成型精度和效率:通过精密调节和张力控制,确保极耳均匀成型,提升生产效率。
15、2、有效防止粘铝现象:采用防粘剂涂抹和预切割技术,显著减少冲压过程中的粘铝,保护模具,延长使用寿命。
16、3、优化了连续冲压工艺:连续多级冲压技术减少模具温度积累,降低粘铝风险,提高冲压效率和极耳质量。
17、4、实现了自动化堆叠:堆叠组件通过精确控制实现极耳片的高效堆叠,优化电池空间利用率和热管理。
技术特征:1.一种铅酸电池极耳成型装置,其特征在于,包括承载台,承载台上方安装有极耳成型单元,极耳成型单元包括正极耳成型组件和负极耳成型组件,所述极耳成型单元分别设置有正极耳承载单元以及负极耳承载单元,由转运单元分别用于将正极耳成型组件和负极耳成型组件成型的极耳片转运至正极耳承载单元以及负极耳承载单元,
2.根据权利要求1所述的铅酸电池极耳成型装置,其特征在于,所述转运单元包括支撑腿,支撑腿的上方固定连接有横向往复丝杠,所述横向往复丝杠的一侧设置有驱动电机,与横向往复丝杠配合设置有滑动板,通过驱动电机带动滑动板在横向往复丝杠上移动。
3.根据权利要求2所述的铅酸电池极耳成型装置,其特征在于,所述滑动板的中部设置有气缸,气缸的输出轴上固定有连接钢材,所述连接钢材的下方等距离分布设置有第一调节缸、第二调节缸以及第三调节缸,其中,所述第一调节缸、第二调节缸以及第三调节缸的输出轴上均设置有吸盘。
4.根据权利要求1所述的铅酸电池极耳成型装置,其特征在于,所述外壳板的底部设置有滑块,该滑块沿滑轨移动,所述滑轨安装在调节板上,其中,所述滑块的一侧设置有锁止结构,由该锁止结构将滑块锁止在滑轨上。
5.根据权利要求4所述的铅酸电池极耳成型装置,其特征在于,所述外壳板的一侧设置有宽度安装板,宽度安装板的一侧设置有冲压气缸,所述一级冲压气缸的输出轴上固定连接有延伸板,延伸板的下方固定连接有二级冲压气缸,二级冲压气缸的输出轴上固定连接有模具板。
6.根据权利要求1所述的铅酸电池极耳成型装置,其特征在于,所述堆叠组件包括调节滑轨,调节滑轨设置有多个调节滑块,所述调节滑块上方固定连接有滑动框,滑动框的一侧设置有位移调节气缸,由位移调节气缸带动滑动框在调节滑轨上移动。
7.根据权利要求6所述的铅酸电池极耳成型装置,其特征在于,所述滑动框的顶部设置有导轨板,导轨板上呈垂直设置有第一方向固定板和第二方向固定板,其中,与第一方向固定板平行设置有第一方向移动板,与第二方向固定板平行设置有第二方向移动板。
8.根据权利要求7所述的铅酸电池极耳成型装置,其特征在于,所述导轨板的下方设置有开合气缸,开合气缸的输出轴上固定连接有驱动块,所述驱动块的顶部分别设置有两个滚轮,与第一方向移动板和第二方向移动板相对。
9.根据权利要求8所述的铅酸电池极耳成型装置,其特征在于,所述第二方向移动板的一侧设置有轴承座,在轴承座上转动连接有l型拨杆,所述l型拨杆的一端与滚轮接触,另一端与第二方向移动板接触,所述第二方向移动板与轴承座之间还设置有复位弹簧,通过开合气缸带动滚轮上下移动,以实现控制第一方向移动板与第二方向移动板的开合。
技术总结本发明公开了一种铅酸电池极耳成型装置,包括承载台,承载台上方安装有极耳成型单元。所述极耳成型单元包括外壳板,外壳板的顶部一侧设置有箔材轧筒,箔材轧筒上卷绕装有制备极片所需的箔材,所述箔材轧筒上的箔材经上扎辊、第一绕辊以及第二绕辊缠绕在下扎辊的一端,由所述上扎辊和下扎辊将箔材的厚度压制均匀,所述上扎辊的一侧设置有调节辊,调节辊上固定连接有刮刀,调节辊用于调节刮刀的偏转角度,所述刮刀用于将防粘剂料浆涂抹在箔材表面。采用防粘剂涂抹和预切割技术,显著减少冲压过程中的粘铝,保护模具,延长使用寿命。技术研发人员:刘三元,汪浩波,张亚薇,吴祖庆受保护的技术使用者:江西京九电源(九江)有限公司技术研发日:技术公布日:2024/9/2本文地址:https://www.jishuxx.com/zhuanli/20240905/287226.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表