一种大直径管道用自动焊接装置的制作方法
- 国知局
- 2024-09-05 14:34:22
本发明涉及管道焊接,具体为一种大直径管道用自动焊接装置。
背景技术:
1、传送石油、天然气、水能资源等都需要用到管道来作为传输介质,但往往这类传输对管道的密封性和长度要求较高,才能保证其密封性能。目前管之间的焊接应用越来越广,在金属管道的连接过程中,要对其进行对缝焊接。
2、经检索,公开号为cn115319358b的发明专利公开了一种压力输送管道自动焊接设备,通过第一管道夹持器、第二管道夹持器、轨道圆环、圆环定位驱动器、焊枪夹持器、连接扣环、第一支撑架、第二支撑架、长螺栓和变径单头螺栓的组合,方便野外压力输送管道连接定位后的自动周向焊接。
3、上述方案中没有对管道进行打磨,现有技术方案中虽然对钢管管道打磨,但是是对管道的端部单独打磨抛光,再将两个钢管对接,由于钢管表面的不平滑以及凹凸现象,每次打磨抛光的精度存在差异,影响着焊接质量,另外分次打磨也会影响后续的焊接效率。
技术实现思路
1、本发明的目的在于提供了一种大直径管道用自动焊接装置,以解决上述背景技术中提到的问题。
2、本发明可以通过以下技术方案实现:一种大直径管道用自动焊接装置,包括通过支座固定设置在基台上的固定基座以及滑动设置在基台上的移动基座,所述移动基座与固定基座共线设置并分别用于承载两个大直径的焊接管道,且固定基座和移动基座的顶面端部均转动安装有对大直径管道夹持的翻转抵接部,所述固定基座和翻转抵接部的外部滑动安装有对两个大直径焊接管道的外圈端口依次进行打磨和焊接的工作站,所述工作站的内部设有环形结构的穿孔,所述穿孔与固定基座以及翻转座共圆心,且固定基座和翻转座的端点与穿孔的内壁面不接触,所述工作站的内部依次设置有焊接腔和打磨腔,所述工作站的两个外侧面以及焊接腔与打磨腔之间均设有与管道抵接接触的密封组件。
3、本发明的进一步技术改进在于:所述密封组件包括安装在工作站顶部的驱动箱,所述驱动箱两侧的外壁面以及工作站的顶面中部均安装有同步气缸,所述同步气缸的推动端固接有沿着工作站在竖直方向上滑动的运动板,所述运动板的内侧设置有与管道外壁面接触的密封部,所述运动板的内侧面上安装有滑块,所述工作站的外侧面设有与滑块滑动配合的滑槽。
4、本发明的进一步技术改进在于:所述驱动箱的内部并位于工作站的顶面安装有由两个伺服电机单独驱动的齿轮,所述工作站的上表面设有两个用于对应齿轮进入的置留槽,所述穿孔的内壁面并位于打磨腔和焊接腔的中部均设有环凸部,所述环凸部的内部转动卡接有由齿轮啮合驱动的齿圈,其中一所述齿圈的内壁面中部安装有由电动推杆推动的磨辊,所述磨辊纵向设置并由伺服马达驱动,另一所述齿圈的内壁面中部安装有由电动推杆推动并作用在管道连接处的焊枪。
5、本发明的进一步技术改进在于:所述翻转抵接部包括翻转座,所述翻转座的底面一端端部与转动安装在固定基座顶面端部的驱动轴连接,且翻转座的下表面中部以及固定基座和移动基座的上表面中部均设置有与管道外部接触的贴合座。
6、本发明的进一步技术改进在于:所述翻转座底面远离驱动轴的一端设置有插接块,所述插接块的表面上贯穿设有横向的通孔,所述固定基座和移动基座的顶面上均设有与插接块配合使用的插接槽,所述插接槽的内部滑动安装有与通孔插接配合的插接柱,且插接槽的一端内壁面设为斜面,所述插接柱设置为圆台状结构。
7、本发明的进一步技术改进在于:所述固定基座和移动基座的内部设有安装槽和滑动腔,所述安装槽和滑动腔之间安装有横板,所述横板的表面设有滑移槽腔,所述滑动腔的内部滑动安装有推板,所述安装槽的内部安装有电磁铁,所述推板的端部滑动穿过滑移槽腔的内部并与电磁铁内的衔铁连接,所述推板的顶部一侧表面安装有十字形结构的推杆,所述推杆的端部伸出滑动腔并与插接柱固定连接,且推杆靠近十字形的外表面套设有弹性件,所述弹性件的端部与滑动腔固接。
8、本发明的进一步技术改进在于:所述移动基座的底面上安装有固定板,所述固定板的内腔滑动安装有由直线气缸一推动的紧固座,所述紧固座与管道的外壁固定,所述移动基座的顶面端部设有用于管道进入的空缺部,所述基台的顶面端部设置有推动移动基座横向运动的直线气缸二。
9、本发明的进一步技术改进在于:所述固定基座的下方设置有固定在基台上的直线滑台,所述直线滑台的外部滑动安装有滑座,所述工作站的底面设置有支撑底座,所述滑座与支撑底座固定连接。
10、与现有技术相比,本发明具备以下有益效果:
11、1、由固定基座和移动基座放置两个待焊接的大直径管道,然后通过翻转抵接部对其固定后,移动基座向着固定基座的方向运动靠近,将两个大直径管道的端部对齐贴合,然后由滑动的工作站运动至两个大直径管道的对接位置,打磨腔两侧的密封组件与两个大直径管道的外部贴合,形成密封空间,通过其中一齿圈带动磨辊进行多次环绕一周的打磨抛光工作,一次对两个大直径钢管的连接端部打磨,同步打磨,精度高,由于形成密封空间,打磨产生的杂质不会扩散至焊接腔内,提高焊接质量;紧接着焊接腔到达两个大直径管道的贴合位置,形成焊接的密封空间,随后进行环绕焊接工作,焊接时产生的火花在焊接腔内飞溅,打磨和焊接工作互不干扰,焊接结束后,通过打磨腔对两个大直径管道的焊接位置再次打磨,提高焊接质量;
12、2、插接槽采用斜面的设计,插接块在进入和翻转打开时不会产生运动干涉,翻转座在翻转之前,电磁铁内的衔铁通电并推动推板横穿滑移槽腔并靠近滑动腔远离弹性件一侧的内壁面,此时的推杆拉动插接柱并弹性拉伸弹性件,直至插接柱的端部进入到滑动腔内,将插接块完全插入到插接槽内后,此时的插接柱与水平的通孔同圆心,之后电磁铁断电,在弹性件的弹性形变恢复下,由推杆推动圆台状的插接柱进入到通孔内,实现对翻转座的卡接固定,进而更好的固定大直径管道,保证大直径管道在对接打磨和焊接时的稳定;
13、3、放置在移动基座上的大直径管道的形状可以与固定基座上的直线段结构的大直径管道相同,直线段结构直接由翻转抵接部固定;也可以为弯曲状的结构,将异形结构大直径管道的一端端部插入到空缺部内并抵靠着移动基座的上端面,由直线气缸一推动紧固座向着异形结构大直径管道的一端端部靠近,此时紧固座包覆钢管的外部,对其一端端部固定,同时由翻转座的翻转对其另一端固定,适合两种形状的大直径管道的夹持对接,提高焊接使用范围。
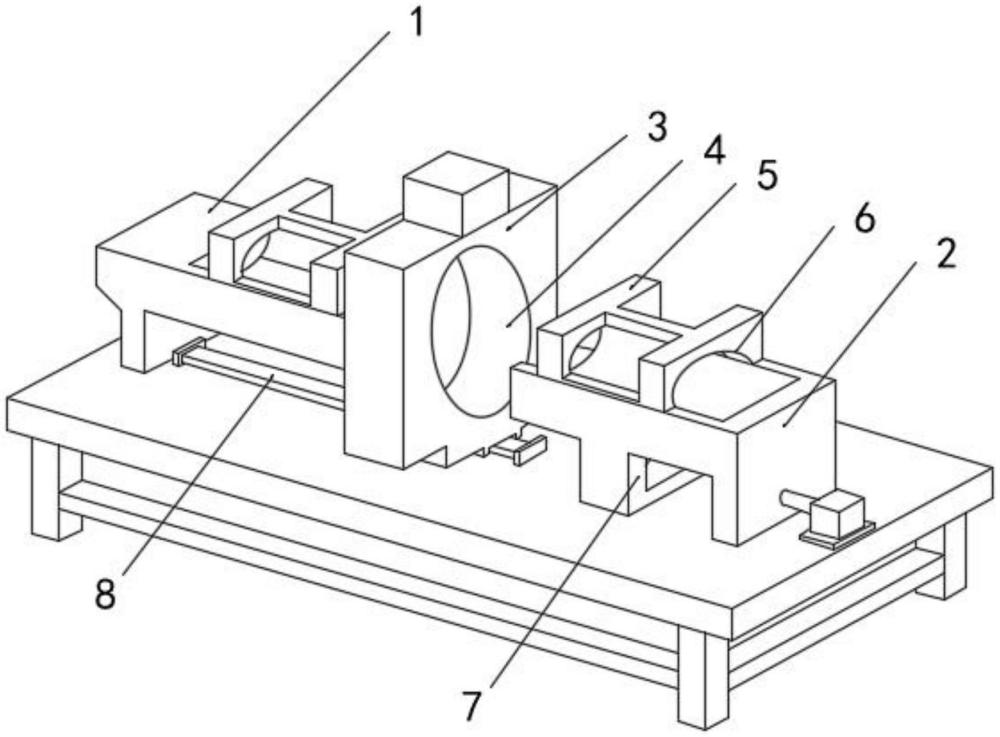
技术特征:1.一种大直径管道用自动焊接装置,其特征在于:包括通过支座固定设置在基台上的固定基座(1)以及滑动设置在基台上的移动基座(2),所述移动基座(2)与固定基座(1)共线设置并分别用于承载两个大直径的焊接管道,且固定基座(1)和移动基座(2)的顶面端部均转动安装有对大直径管道夹持的翻转抵接部,所述固定基座(1)和翻转抵接部的外部滑动安装有对两个大直径焊接管道的外圈端口依次进行打磨和焊接的工作站(3),所述工作站(3)的内部设有环形结构的穿孔(4),所述穿孔(4)与固定基座(1)以及翻转座(5)共圆心,且固定基座(1)和翻转座(5)的端点与穿孔(4)的内壁面不接触,所述工作站(3)的内部依次设置有焊接腔(31)和打磨腔(30),所述工作站(3)的两个外侧面以及焊接腔(31)与打磨腔(30)之间均设有与管道抵接接触的密封组件。
2.根据权利要求1所述的一种大直径管道用自动焊接装置,其特征在于,所述密封组件包括安装在工作站(3)顶部的驱动箱,所述驱动箱两侧的外壁面以及工作站(3)的顶面中部均安装有同步气缸(24),所述同步气缸(24)的推动端固接有沿着工作站(3)在竖直方向上滑动的运动板(25),所述运动板(25)的内侧设置有与管道外壁面接触的密封部(26),所述运动板(25)的内侧面上安装有滑块(27),所述工作站(3)的外侧面设有与滑块(27)滑动配合的滑槽(28)。
3.根据权利要求2所述的一种大直径管道用自动焊接装置,其特征在于,所述驱动箱的内部并位于工作站(3)的顶面安装有由两个伺服电机单独驱动的齿轮(23),所述工作站(3)的上表面设有两个用于对应齿轮(23)进入的置留槽(22),所述穿孔(4)的内壁面并位于打磨腔(30)和焊接腔(31)的中部均设有环凸部(32),所述环凸部(32)的内部转动卡接有由齿轮(23)啮合驱动的齿圈(29),其中一所述齿圈(29)的内壁面中部安装有由电动推杆推动的磨辊(33),所述磨辊(33)纵向设置并由伺服马达驱动,另一所述齿圈(29)的内壁面中部安装有由电动推杆推动并作用在管道连接处的焊枪(34)。
4.根据权利要求1所述的一种大直径管道用自动焊接装置,其特征在于,所述翻转抵接部包括翻转座(5),所述翻转座(5)的底面一端端部与转动安装在固定基座(1)顶面端部的驱动轴连接,且翻转座(5)的下表面中部以及固定基座(1)和移动基座(2)的上表面中部均设置有与管道外部接触的贴合座(6)。
5.根据权利要求4所述的一种大直径管道用自动焊接装置,其特征在于,所述翻转座(5)底面远离驱动轴的一端设置有插接块(10),所述插接块(10)的表面上贯穿设有横向的通孔(11),所述固定基座(1)和移动基座(2)的顶面上均设有与插接块(10)配合使用的插接槽(12),所述插接槽(12)的内部滑动安装有与通孔(11)插接配合的插接柱(13),且插接槽(12)的一端内壁面设为斜面,所述插接柱(13)设置为圆台状结构。
6.根据权利要求1所述的一种大直径管道用自动焊接装置,其特征在于,所述固定基座(1)和移动基座(2)的内部设有安装槽和滑动腔,所述安装槽和滑动腔之间安装有横板(16),所述横板(16)的表面设有滑移槽腔(17),所述滑动腔的内部滑动安装有推板(15),所述安装槽的内部安装有电磁铁(14),所述推板(15)的端部滑动穿过滑移槽腔(17)的内部并与电磁铁(14)内的衔铁连接,所述推板(15)的顶部一侧表面安装有十字形结构的推杆(18),所述推杆(18)的端部伸出滑动腔并与插接柱(13)固定连接,且推杆(18)靠近十字形的外表面套设有弹性件(19),所述弹性件(19)的端部与滑动腔固接。
7.根据权利要求1所述的一种大直径管道用自动焊接装置,其特征在于,所述移动基座(2)的底面上安装有固定板(7),所述固定板(7)的内腔滑动安装有由直线气缸一推动的紧固座(20),所述紧固座(20)与管道的外壁固定,所述移动基座(2)的顶面端部设有用于管道进入的空缺部(21),所述基台的顶面端部设置有推动移动基座(2)横向运动的直线气缸二。
8.根据权利要求1所述的一种大直径管道用自动焊接装置,其特征在于,所述固定基座(1)的下方设置有固定在基台上的直线滑台(8),所述直线滑台(8)的外部滑动安装有滑座,所述工作站(3)的底面设置有支撑底座(9),所述滑座与支撑底座(9)固定连接。
技术总结本发明公开了一种大直径管道用自动焊接装置,具体涉及管道焊接技术领域,本发明由固定基座和移动基座放置两个待焊接的大直径管道,然后通过翻转抵接部对其固定后,移动基座向着固定基座的方向运动靠近,将两个大直径管道的端部对齐贴合,然后由滑动的工作站运动至两个大直径管道的对接位置,打磨腔两侧的密封组件与两个大直径管道的外部贴合,形成密封空间,通过其中一齿圈带动磨辊进行多次环绕一周的打磨抛光工作,由于形成密封空间,打磨产生的杂质不会扩散至焊接腔内,提高焊接质量;紧接着焊接腔到达两个大直径管道的贴合位置,形成焊接的密封空间,随后进行环绕焊接工作,焊接时产生的火花在焊接腔内飞溅,打磨和焊接工作互不干扰。技术研发人员:封文东,王礼杰,邓小锋,胡明,吴刚,田乐,陈粲,陈芳森,孔祥雄,顾晓阳受保护的技术使用者:湖南中建奇配科技有限公司技术研发日:技术公布日:2024/9/2本文地址:https://www.jishuxx.com/zhuanli/20240905/287037.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表