球阀用衬内芯球体的离心铸造模具及工艺的制作方法
- 国知局
- 2024-09-05 14:38:24
本发明涉及一种球阀球体的离心铸造模具及工艺,尤其涉及一种衬内芯球体离心铸造模具和工艺。本发明适用于耐高温、耐高压、耐磨损、耐腐蚀、抗冲刷大口径球阀球体的制造。
背景技术:
1、目前,球阀的球体一般采用铸造或锻造工艺制造。铸造工艺比较普遍的有砂模铸造工艺和失蜡铸造工艺,其制造的球体存在沙眼、气孔等缺陷,致密度低,耐压性能低,所以只能适用于普通工况,而且,砂、蜡材料消耗大,铁水损耗达35~40%,材料耗损大,生产工艺过程对环境产生很大的污染;锻造工艺是利用型钢经过多道锻压,形成实心球体毛坯后经过车、磨加工成型,球体致密度高,耐压性能好,适用于高压阀门产品,但是,其制造工艺复杂,生产效率低,材料浪费大,制造成本高。为了解决球体铸造、锻造工艺存在的问题,本公司研发了“球阀球体的离心铸造模具及铸造工艺”,采用离心工艺铸造球体,既解决了生产工艺的环保问题,又提高了球体致密度,降低生产过程的材料损耗。然而,这种离心铸造工艺,球体整体采用钢水浇铸成型,材料用量较大,产品成本较高,特别对使用于高温、高冲刷、高磨损、强腐蚀等特殊工况的大口径球体,其材料用量大、价格昂贵,产品成本很高。
技术实现思路
1、本发明的目的是针对现有技术存在的不足,提供一种球体可以采用衬低价材料的内芯离心铸造成型,既具备特殊工况使用的高性能要求,又可以实现节约贵金属材料,大幅降低产品成本的球阀用衬内芯球体的离心铸造模具及工艺。
2、实现本发明目的的离心铸造模具为:
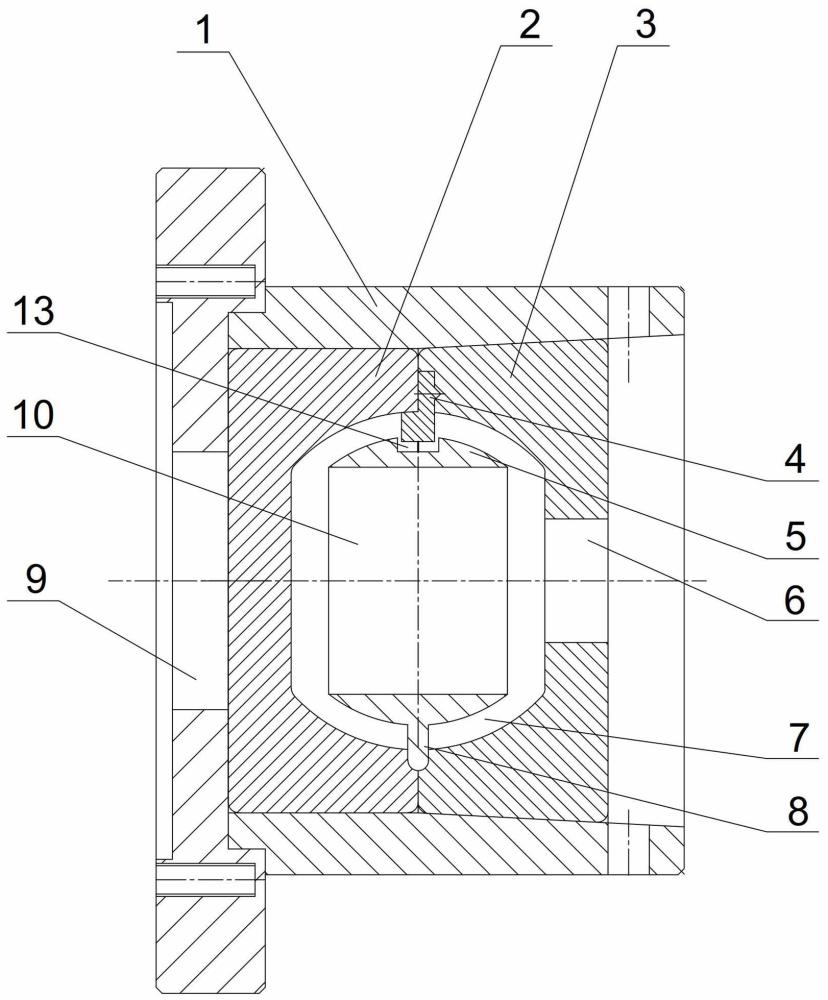
3、一种球阀用衬内芯球体的离心铸造模具及工艺,包括外模和内模,外模采用普通钢材料制造,内模采用耐高温钢材料制造,外模一端具有与卧式离心机转轴固定连接的连接装置,另一端设有内模安装腔,内模由左半模、右半模和轴孔浇铸杆组成,安装在所述内模安装腔内;左半模与右半模接触面一侧对称设置半球面内腔,两者组成球面内腔,右半模中心设有连通球面内腔的浇铸孔,在外模与内模之间设置锁紧装置;轴孔浇铸杆安装在垂直于浇铸孔中心线的球面内腔直径方向的内壁上,所述球面内腔的直径根据所铸造的球体毛坯的直径设计;其特征是:在所述球面内腔内设置球形内芯,所述球形内芯具有中心通孔,所述中心通孔的直径大于球体毛坯的通道孔直径,所述球形内芯外球面与球面内腔之间形成环形空腔,所述环形空腔与浇铸孔连通;所述球形内芯的外球面设有轴孔浇铸腔,轴孔浇铸杆下端套装于所述轴孔浇铸腔内侧,轴孔浇铸杆表面与轴孔浇铸腔之间具有间隙;所述球形内芯通过其外球面上的至少两条径向定位杆固定安装于活动模的球面内腔内壁的定位孔内。
4、最好是,所述径向定位杆的数量采用三条,均匀分布在通过球形内芯球心并垂直于中心通孔中心线的平面上,在活动模的球面内腔内壁与径向定位杆对应位置设置定位孔。
5、最好是,在球形内芯的中心通孔与外球面之间设置径向通孔。
6、最好是,所述径向通孔具有若干个,均匀分布在通过球形内芯球心并垂直于中心通孔中心线的平面上。
7、最好是,所述径向通孔至少有一个与轴孔浇铸腔连通。
8、实现本发明目的的离心铸造工艺为:
9、一种球阀用衬内芯球体的离心铸造工艺,包括模具安装工艺、离心浇铸工艺和脱模工艺,其特征是:
10、所述模具安装工艺为:
11、s1将外模的连接装置与离心机转轴固定连接安装;
12、s2对左半模和右半模的半球面内腔及轴孔浇铸杆进行喷火加热;
13、s3在加热后的左半模和右半模半球面内腔及轴孔浇铸杆表面喷涂耐高温涂料;
14、s4将轴孔浇铸杆和球形内芯安装于左半模和右半模之间,整体装入外模的内模安装腔内,由锁紧装置将内模锁紧安装在外模内;
15、所述离心浇铸工艺为:
16、s1模具与离心机安装后,开启离心机;
17、s2通过浇铸孔向内模的球面内腔浇灌铁水,浇灌铁水量根据不同尺寸的球体重量加内孔加工余量计算确定;
18、s3完成浇灌铁水后,经过设定的高速离心旋转时间后关闭离心机;离心旋转时间根据球体固化成型所需的时间设定;
19、所述脱模工艺为:
20、s1解锁工艺:离心机停止旋转后,打开锁紧装置;
21、s2推模工艺:推出右半模到外模的内模安装腔外侧,球体毛坯自动脱模滚落到收集平台上;
22、s3毛坯处理工艺:将凸出球体毛坯外球面的径向定位杆压入球形内芯的径向孔内,对径向定位杆径向外侧的压孔进行堆焊磨平;
23、s4清扫工艺:球体毛坯脱模后,清扫左半模和右半模半球面内腔及轴孔浇铸杆表面的残渣。
24、本发明与现有技术相比的有益效果是:在内模的球面内腔内设置球形内芯,钢水在球形内芯表面离心铸造形成球体毛坯,球形内芯采用陶瓷、铸铁等低成本材料制造,使球体既具有使用于特殊工况的高性能要求,又可大幅减少贵金属材料,降低产品成本,特别对于流道直径100mm以上的大口径球体,可节约钢水材料30%以上,节资降本效果非常显著。
技术特征:1.一种球阀用衬内芯球体的离心铸造模具,包括外模(1)和内模,内模采用耐高温钢材料制造,外模(1)一端具有与卧式离心机转轴固定连接的连接装置,另一端设有内模安装腔,内模由左半模(2)、右半模(3)和轴孔浇铸杆(4)组成,安装在所述内模安装腔内;左半模(2)与右半模(3)接触面一侧对称设置半球面内腔,两者组成球面内腔,右半模(3)中心设有连通球面内腔的浇铸孔(6),在外模(1)与内模之间设置锁紧装置;轴孔浇铸杆(4)固定安装在垂直于浇铸孔(6)中心线的球面内腔直径方向的内壁上,所述球面内腔的直径根据所铸造的球体毛坯的直径设计;其特征是:在所述球面内腔内设置球形内芯(5),所述球形内芯(5)具有中心通孔(10),所述中心通孔(10)的直径大于球体毛坯的通道孔直径,所述球形内芯(5)外球面与球面内腔之间形成环形空腔(7),所述环形空腔(7)与浇铸孔(6)连通;所述球形内芯(5)的外球面设有轴孔浇铸腔(13),轴孔浇铸杆(4)下端套装于所述轴孔浇铸腔(13)内,轴孔浇铸杆(4)表面与轴孔浇铸腔(13)内壁之间具有间隙;所述球形内芯(5)通过其外球面上的径向定位杆(8)固定安装于活动模的球面内腔的定位孔内,径向定位杆(8)至少两条。
2.根据权利要求1所述的球阀用衬内芯球体的离心铸造模具,其特征是:所述径向定位杆(8)的数量采用三条,均匀分布在通过球形内芯(5)球心并垂直于中心通孔(10)中心线的平面上,所述定位孔设在内模的球面内腔内壁与径向定位杆(8)的对应位置处。
3.根据权利要求1或2所述的球阀用衬内芯球体的离心铸造模具,其特征是:在球形内芯(5)的中心通孔(10)与外球面之间设置径向通孔。
4.根据权利要求3所述的球阀用衬内芯球体的离心铸造模具,其特征是:所述径向通孔具有若干个,均匀分布在通过球形内芯(5)球心并垂直于中心通孔(10)中心线的平面上。
5.根据权利要求4所述的球阀用衬内芯球体的离心铸造模具,其特征是:所述径向通孔至少有一个与轴孔浇铸腔(13)连通。
6.一种球阀用衬内芯球体的离心铸造工艺,使用权利要求1所述的球阀用衬内芯球体的离心铸造模具,包括模具安装工艺、离心浇铸工艺和脱模工艺,其特征是:
技术总结本发明涉及一种球阀用衬内芯球体的离心铸造模具及工艺,属于离心铸造技术领域,包括外模和内模,外模一端具有与卧式离心机转轴固定连接的连接装置,另一端设有内模安装腔,内模由左半模、右半模和轴孔浇铸杆组成,整体安装在所述内模安装腔内;右半模中心设有连通球面内腔的浇铸孔,在外模与内模之间设置锁紧装置;其特征是:在内模的球面内腔内设置球形内芯,球形内芯采用陶瓷、铸铁等低成本材料制造,使球体既具有耐高压、抗冲刷、耐磨、耐腐蚀的高性能,又可大幅节约贵金属材料,降低产品成本,兼具高性能和低成本的优点。特别适用于耐高温、耐高压、耐磨损、耐腐蚀、抗冲刷大口径球阀球体的制造。技术研发人员:陈斌,赵华良,张予函,余映潮,张潇尹,周巧萍,邹永生受保护的技术使用者:安徽精智威兰流体科技有限公司技术研发日:技术公布日:2024/9/2本文地址:https://www.jishuxx.com/zhuanli/20240905/287456.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。