一种船用夹心复合板及其制备方法与流程
- 国知局
- 2024-09-05 14:52:19
本发明涉及船舶防火隔热材料,具体涉及一种船用夹心复合板及其制备方法。
背景技术:
1、海洋装备产业与船舶建造技术发展的同时,防火隔热材料需同步实现升级迭代。传统船用绝缘材料主要包括玻璃棉、矿棉保温板和石棉泡沫板等,这些材料虽能在一定程度满足使用要求,但存在吸水严重、耐腐蚀性差和维修不便等问题,而且现代船舶的机舱、管道以及复杂动力系统等在航行过程中会产生极大的热量与噪音,加之船舶整体空间有限、人员密集,非常不利于船员的身心健康和船体的长期使用与维护。因此,从安全性、功能性和实用性等角度出发,开发新型绝缘材料,提升防火、隔热和吸声等功能指标具有重要意义。
技术实现思路
1、鉴于以上所述现有技术的缺点,本发明的目的在于提供一种船用夹心复合板及其制备方法,以提高夹心复合板的防火性、隔热性及吸声等性能。
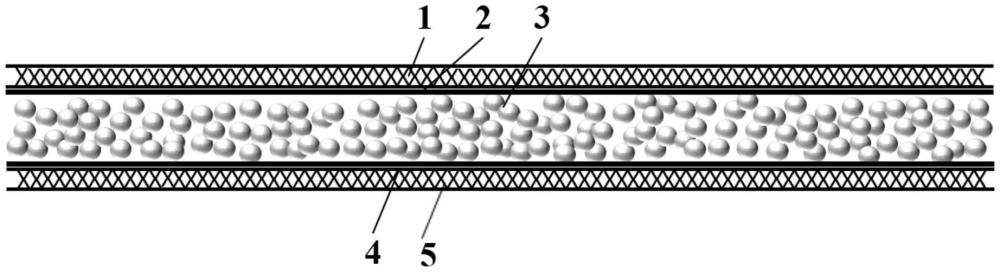
2、为了实现上述目的及其他相关目的,本发明提供一种船用夹心复合板,包括:复合板包括相对设置的第一表面和第二表面,由复合板的第一表面至第二表面上依次包括第一防火层、第一蒙皮层、隔热层、第二蒙皮层及第二防火层,其中第一防火层、第二防火层为无机纤维喷涂层,第一蒙皮层、第二蒙皮层为纤维增强树脂基复合材料层,隔热层为气凝胶层。
3、可选地,隔热层为聚苯并噁嗪气凝胶层,隔热层内形成有纳米孔,纳米孔的孔径范围介于20~100nm;隔热层的密度为0.02~0.3g/cm3,隔热层的导热系数为0.02~0.06w/m·k,隔热层的压缩强度为1.5~20mpa。
4、可选地,聚苯并噁嗪气凝胶是采用邻位带有酰亚胺或者酰胺的苯并噁嗪单体,通过溶胶-凝胶法制备得到。
5、可选地,纤维增强树脂复合材料是由纤维或织物与树脂基体复合形成,纤维或织物为碳纤维、玻璃纤维、玄武岩纤维、芳纶纤维、聚酰亚胺纤维或pbo纤维中的一种或多种;纤维增强树脂复合材料所采用的树脂基体为乙烯基树脂、环氧树脂、聚酰亚胺树脂、酚醛树脂、聚氨酯树脂、苯并噁嗪树脂或含硅芳炔树脂中的一种或多种。
6、可选地,第一蒙皮层、第二蒙皮层内的纤维方向按照0°/45°/-45°/90°/-45°/45°/0°的方向铺设。
7、可选地,无机纤维喷涂层采用胶黏剂与无机纤维同时喷涂的方式形成,无机纤维为玻璃棉、矿棉、岩棉、硅酸铝棉、多晶丝或陶瓷棉中的一种或几种;胶黏剂为水性胶黏剂,水性胶黏剂的种类为环氧、聚氨酯、有机硅、丙烯酸、酚醛、三聚氰胺、异氰酸或脲醛中的一种或几种。
8、可选地,第一防火层、第二防火层的密度均为40~200kg/m3,第一防火层、第二防火层的厚度均为10~100mm,第一蒙皮层、第二蒙皮层的厚度均为1~5mm,隔热层厚度为3~20mm。
9、根据本发明的一个方面,还提供一种船用夹心复合板的制备方法,包括:
10、将纤维或织物预浸料按照设计铺放,并在纤维或织物预浸料的表面粘接隔热层,使隔热层的一表面与纤维或织物预浸料相贴合,隔热层的材料为聚苯并噁嗪气凝胶;
11、在隔热层的另一表面铺设一层纤维或织物预浸料,形成预压板材;
12、将预压板材采用热压工艺固化成型,获得预制板材;
13、于预制板材的相对设置的两个表面上喷涂无机纤维棉及胶黏剂,形成涂层并干燥;
14、将具有涂层的预制板材的表面平整化;
15、于涂层的表面再次喷涂胶黏剂,固化后得到复合板。
16、可选地,在形成涂层并干燥的步骤中,控制干燥时间为3~15天;于涂层的表面再次喷涂胶黏剂,固化后得到复合板的步骤中,控制固化时间为48~72h。
17、可选地,将预压板材采用热压工艺固化成型,获得预制板材的步骤中,包括:
18、控制热压温度为50~120℃,热压压力为0.4~1.4mpa,固化时间为10~240min。
19、与现有技术相比,本发明所述的船用夹心复合板及其制备方法至少具备如下有益效果:
20、本发明中的船用夹心复合板包括第一防火层、第一蒙皮层、隔热层、第二蒙皮层及第二防火层。将气凝胶层作为夹心芯材隔热层,气凝胶由于其网络状结构或者均匀分布的纳米孔结构具有较好的隔热吸声效果。防火层采用无机纤维喷涂实现,该工艺简单高效,易维修。防火层的主要成分为矿物棉和玻璃棉,辅以少量的水性胶黏剂,这种形式无接缝无间隙,可以避免产生冷热桥,克服了传统保温隔热材料存在的冷凝结露、易吸水和易腐蚀等现象,还具有不错的吸声性。蒙皮层采用纤维增强树脂基复合材料,保证了复合板具有良好的力学强度和稳定性。
21、上述结构层将气凝胶层设置为夹心芯材,构建五层类三明治结构,可以全面实现防火隔热吸声一体化功能,且效果更好。这几种材料相互配合协同,具有更好的界面结合性、更强的力学性能、更好的防火性、隔热性及吸声效果。相比于传统的内装非金属材料均具有低密度特性,可以实现轻量化的目标。
22、进一步地,本发明的船用夹心复合板内隔热层的材料为聚苯并噁嗪气凝胶,该气凝胶是采用邻位具有如酰亚胺或和酰胺等官能团的苯并噁嗪单体为原料,通过溶胶凝胶法制备得到。采用聚苯并噁嗪气凝胶形成的船用复合板后续在较高的温度条件下使用时,聚苯并噁嗪气凝胶可发生热环化反应,化学结构发生转变,形成力学性能更优、耐热性更高、隔热效果更佳的聚苯并噁唑气凝胶,进而更有利于船用复合板的使用性能。其中,聚苯并噁嗪气凝胶具有纳米孔,纳米孔径介于20~100nm,密度为0.02~0.3g/cm3,隔热层的导热系数为0.03~0.06w/m·k,压缩强度为1.5~20mpa,隔热层厚度为3~20mm。
23、本发明的船用夹心复合板是由船用夹心复合板的制备方法形成,同样具备上述技术效果。
技术特征:1.一种船用夹心复合板,其特征在于,所述复合板包括相对设置的第一表面和第二表面,由所述复合板的第一表面至第二表面上依次包括第一防火层、第一蒙皮层、隔热层、第二蒙皮层及第二防火层,其中所述第一防火层、所述第二防火层为无机纤维喷涂层,所述第一蒙皮层、第二蒙皮层为纤维增强树脂基复合材料层,所述隔热层为气凝胶层。
2.根据权利要求1所述的船用夹心复合板,其特征在于,所述隔热层为聚苯并噁嗪气凝胶层,所述隔热层内形成有纳米孔,所述纳米孔的孔径范围介于20~100nm;所述隔热层的密度为0.02~0.3g/cm3,所述隔热层的导热系数为0.02~0.06w/m·k,所述隔热层的压缩强度为1.5~20mpa。
3.根据权利要求2所述的船用夹心复合板,其特征在于,所述聚苯并噁嗪气凝胶是采用邻位带有酰亚胺或者酰胺的苯并噁嗪单体,通过溶胶-凝胶法制备得到。
4.根据权利要求1所述的船用夹心复合板,其特征在于,所述纤维增强树脂复合材料是由纤维或织物与树脂基体复合形成,所述纤维或织物为碳纤维、玻璃纤维、玄武岩纤维、芳纶纤维、聚酰亚胺纤维或pbo纤维中的一种或多种;所述纤维增强树脂复合材料所采用的所述树脂基体为乙烯基树脂、环氧树脂、聚酰亚胺树脂、酚醛树脂、聚氨酯树脂、苯并噁嗪树脂或含硅芳炔树脂中的一种或多种。
5.根据权利要求4所述的船用夹心复合板,其特征在于,所述第一蒙皮层、所述第二蒙皮层内的纤维方向按照0°/45°/-45°/90°/-45°/45°/0°的方向铺设。
6.根据权利要求1所述的船用夹心复合板,其特征在于,所述无机纤维喷涂层采用胶黏剂与无机纤维同时喷涂的方式形成,所述无机纤维为玻璃棉、矿棉、岩棉、硅酸铝棉、多晶丝或陶瓷棉中的一种或几种;所述胶黏剂为水性胶黏剂,所述水性胶黏剂的种类为环氧、聚氨酯、有机硅、丙烯酸、酚醛、三聚氰胺、异氰酸或脲醛中的一种或几种。
7.根据权利要求1所述的船用夹心复合板,其特征在于,所述第一防火层、所述第二防火层的密度均为40~200kg/m3,所述第一防火层、所述第二防火层的厚度均为10~100mm,所述第一蒙皮层、所述第二蒙皮层的厚度均为1~5mm,所述隔热层厚度为3~20mm。
8.一种船用夹心复合板的制备方法,其特征在于,包括:
9.根据权利要求8所述的制备方法,其特征在于,在形成涂层并干燥的步骤中,控制干燥时间为3~15天;于所述涂层的表面再次喷涂胶黏剂,固化后得到所述复合板的步骤中,控制固化时间为48~72h。
10.根据权利要求8所述的制备方法,其特征在于,将所述预压板材采用热压工艺固化成型,获得预制板材的步骤中,包括:
技术总结本发明公开了一种船用夹心复合板及其制备方法,该船用夹心复合板包括第一防火层、第一蒙皮层、隔热层、第二蒙皮层及第二防火层。将气凝胶层作为夹心芯材隔热层,气凝胶由于其网络状结构或者均匀分布的纳米孔结构具有较好的隔热吸声效果。防火层采用无机纤维喷涂实现,该工艺简单高效,易维修。防火层的主要成分为矿物棉和玻璃棉,辅以少量的水性胶黏剂,这种形式无接缝无间隙,可以避免产生冷热桥,从而避免吸水、结露和腐蚀等现象,还具有不错的吸声性。蒙皮层采用纤维增强树脂基复合材料,保证了复合板具有良好的力学强度和稳定性。进而,本发明的船用夹心复合板具有更好的界面结合性、更强的力学性能、更好的防火性、隔热性及吸声效果。技术研发人员:马琪,周一梁,卢良受保护的技术使用者:江南造船(集团)有限责任公司技术研发日:技术公布日:2024/9/2本文地址:https://www.jishuxx.com/zhuanli/20240905/288611.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。