复合材料T型长桁预成型体自动辊压装置及使用方法与流程
- 国知局
- 2024-09-05 15:02:55
本发明实施例涉及先进复合材料自动化工艺成型制造,尤其涉及一种复合材料t型长桁预成型体自动辊压装置及使用方法。
背景技术:
1、复合材料由于具有高比强度、高比刚度、性能可设计等诸多优点,因此被广泛的应用于各类军、民用飞机上。国内复合材料机翼壁板多为t型加筋壁板,即由复合材料t型长桁和复合材料蒙皮组成。t型复合材料长桁是常见的大尺寸复合材料加强结构,在复合材料壁板上有着极为广泛的应用。
2、现有复合材料t型长桁自动化成型程度低、成型质量稳定性差,难以满足复合材料的自动化制造要求。
技术实现思路
1、(一)要解决的技术问题
2、本发明要解决的技术问题是解决现有复合材料t型长桁自动化成型程度低、成型质量稳定性差的技术问题。
3、(二)技术方案
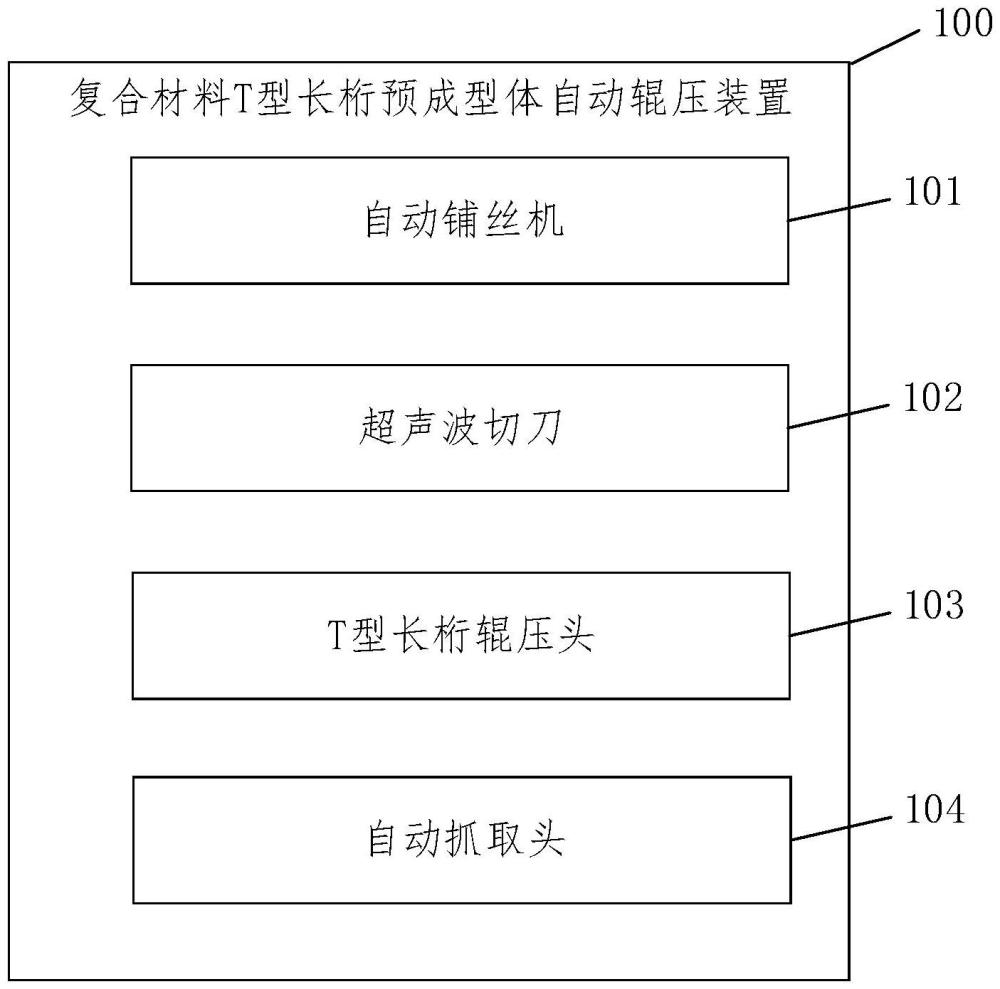
4、为解决上述技术问题,本发明一方面提供了一种复合材料t型长桁预成型体自动辊压装置,所述装置包括自动铺丝机、超声波切刀、t型长桁辊压头和自动抓取头;所述自动铺丝机与机械臂连接,所述机械臂上安装有换枪盘,所述换枪盘用于转换安装自动铺丝机的铺丝头、超声波切刀、t型长桁辊压头和自动抓取头中的其中一个于所述机械臂上:所述自动铺丝机,用于制备连续辊压所需的平面或曲面长桁坯料;所述超声波切刀,用于将所述长桁坯料自动切割至预设尺寸;所述t型长桁辊压头,用于完成所述l型长桁预成型体的自动辊压成型;所述自动抓取头,用于将所述l型长桁预成型体自动组合成t型长桁预成型体。
5、在一实施例中,所述自动铺丝机在制备连续辊压所需的平面或曲面长桁坯料时,采用的预浸丝束宽度为6.35mm,自动铺丝压力为500n,自动铺丝带间隙为0.2mm,铺丝运动方式为单向铺放。
6、在一实施例中,所述t型长桁辊压头包括毛坯辐射加热模块、滚动定位导向模块、滑动整形模块和腹板辊压定型模块:所述毛坯辐射加热模块,用于加热所述l型长桁预成型体的毛坯;所述滚动定位导向模块,用于将l型长桁预成型体的毛坯预折弯及将所述l型长桁预成型体的r角通过滚动压实定位;所述滑动整形模块,用于对所述l型长桁预成型体的r角进行预辊压定型;所述腹板辊压定型模块,用于对所述l型长桁预成型体的r角两侧的腹板进行最终的辊压定型。
7、在一实施例中,所述毛坯辐射加热模块包括电阻丝和总体控制系统;所述电阻丝,用于散发热量;所述总体控制系统,用于对所述电阻丝的工作功率进行调整,以控制加热温度。
8、在一实施例中,所述滚动定位导向模块包括旋转轴和v型结构;所述旋转轴,用于实现所述v型结构的转动;所述v型结构,用于将所述l型长桁预成型体的r角通过滚动压实定位。
9、在一实施例中,所述滑动整形模块包括金属支撑架和定型橡胶;所述金属支撑架,用于支撑和固定所述定型橡胶;所述定型橡胶,用于对所述l型长桁预成型体的r角进行预辊压定型。
10、在一实施例中,所述腹板辊压定型模块包括金属支撑架和辊动压轮;所述金属支撑架,用于支撑所述辊动压轮;所述辊动压轮,用于对对所述l型长桁预成型体的r角进行辊压定型。
11、在一实施例中,所述毛坯辐射加热模块、所述滚动定位导向模块、所述滑动整形模块和所述腹板辊压定型模块依次安装在所述t型长桁辊压头的第1排、第2排、第3排和第4排。
12、在一实施例中,所述定型橡胶与所述金属支撑架之间预留有5-10mm空腔。
13、本发明另一方面还提供了一种如上述任一项所述的复合材料t型长桁预成型体自动辊压装置的使用方法,所述方法包括:使用自动铺丝机制备连续辊压所需的平面或曲面长桁坯料;利用超声波切刀将所述长桁坯料自动切割至预设尺寸;利用t型长桁辊压头完成所述l型长桁预成型体的自动辊压成型;使用自动抓取头将所述l型长桁预成型体自动组合成t型长桁预成型体。
14、(三)有益效果
15、本发明的上述技术方案具有如下优点:
16、本实施例通过“自动铺丝+自动裁切+连续辊压+自动组装”的自动化工艺方法及装置,可以有效提高现有复合材料长桁成型的质量和效率,实现复合材料长桁的自动化连续成型,满足我国飞机制造业对碳纤维复合材料长桁的高效率、高质量和大批量的需求。
技术特征:1.一种复合材料t型长桁预成型体自动辊压装置,其特征在于,所述装置包括自动铺丝机、超声波切刀、t型长桁辊压头和自动抓取头;所述自动铺丝机与机械臂连接,所述机械臂上安装有换枪盘,所述换枪盘用于转换安装自动铺丝机的铺丝头、超声波切刀、t型长桁辊压头和自动抓取头中的其中一个于所述机械臂上:
2.根据权利要求1所述的复合材料t型长桁预成型体自动辊压装置,其特征在于,所述自动铺丝机在制备连续辊压所需的平面或曲面长桁坯料时,采用的预浸丝束宽度为6.35mm,自动铺丝压力为500n,自动铺丝带间隙为0.2mm,铺丝运动方式为单向铺放。
3.根据权利要求1所述的复合材料t型长桁预成型体自动辊压装置,其特征在于,所述t型长桁辊压头包括毛坯辐射加热模块、滚动定位导向模块、滑动整形模块和腹板辊压定型模块:
4.根据权利要求3所述的复合材料t型长桁预成型体自动辊压装置,其特征在于,所述毛坯辐射加热模块包括电阻丝和总体控制系统;
5.根据权利要求3所述的复合材料t型长桁预成型体自动辊压装置,其特征在于,所述滚动定位导向模块包括旋转轴和v型结构;
6.根据权利要求3所述的复合材料t型长桁预成型体自动辊压装置,其特征在于,所述滑动整形模块包括金属支撑架和定型橡胶;
7.根据权利要求3所述的复合材料t型长桁预成型体自动辊压装置,其特征在于,所述腹板辊压定型模块包括金属支撑架和辊动压轮;
8.根据权利要求3所述的复合材料t型长桁预成型体自动辊压装置,其特征在于,所述毛坯辐射加热模块、所述滚动定位导向模块、所述滑动整形模块和所述腹板辊压定型模块依次安装在所述t型长桁辊压头的第1排、第2排、第3排和第4排。
9.根据权利要求6所述的复合材料t型长桁预成型体自动辊压装置,其特征在于,所述定型橡胶与所述金属支撑架之间预留有5-10mm空腔。
10.一种如权利要求1-9任一项所述的复合材料t型长桁预成型体自动辊压装置的使用方法,其特征在于,所述方法包括:
技术总结本发明公开了一种复合材料T型长桁预成型体自动辊压装置及使用方法。所述装置包括自动铺丝机、超声波切刀、T型长桁辊压头和自动抓取头;所述自动铺丝机与机械臂连接,所述机械臂上安装有换枪盘,所述换枪盘用于转换安装自动铺丝机的铺丝头、超声波切刀、T型长桁辊压头和自动抓取头中的其中一个于所述机械臂上:所述自动铺丝机,用于制备连续辊压所需的平面或曲面长桁坯料;所述超声波切刀,用于将所述长桁坯料自动切割至预设尺寸;所述T型长桁辊压头,用于完成所述L型长桁预成型体的自动辊压成型;所述自动抓取头,用于将所述L型长桁预成型体自动组合成T型长桁预成型体。本发明提供的方案可以有效提高T型长桁的生产效率及质量一致性。技术研发人员:张洋,叶宏军,王腾,崔海超,周晓芹,姚锋受保护的技术使用者:中国航空制造技术研究院技术研发日:技术公布日:2024/9/2本文地址:https://www.jishuxx.com/zhuanli/20240905/289224.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表