在工件选定表面的表面处理中对工件部分进行密封的装置的制作方法
- 国知局
- 2024-09-05 15:08:02
背景技术:
1、已知的是通过使用不同类型的表面处理工艺来改善金属工件的表面性能。
2、铁基工件表面的结构条件因富含氮和/或碳和可能有的后续氧化而改变以改善在静态和振动载荷下的强度性能和/或磨损行为的工艺已被证明对于改善这种工件的表面的变形行为和腐蚀行为是极其有用的。这种得到证明的工艺例如是气体或液体氮化工艺或等离子体氮化工艺或上述工艺的组合,尤其是氮碳共渗工艺或盐浴氮化工艺,它们被广泛应用于表面精加工、硬化和耐蚀保护或被用来改善应力表面的摩擦学行为。
3、通常因施用这种工艺而出现的问题是仅一部分的工件表面应该在例如气体气氛或液浴中被处理,而另一特定部分的工件表面不应被处理。
4、例如当球头螺栓的表面需要被处理时就是如此。已知的是,用于底盘系统(例如机动车横向控制臂)的球头螺栓的表面要通过气体氮碳共渗工艺或在液浴中借助盐浴氮化被处理。
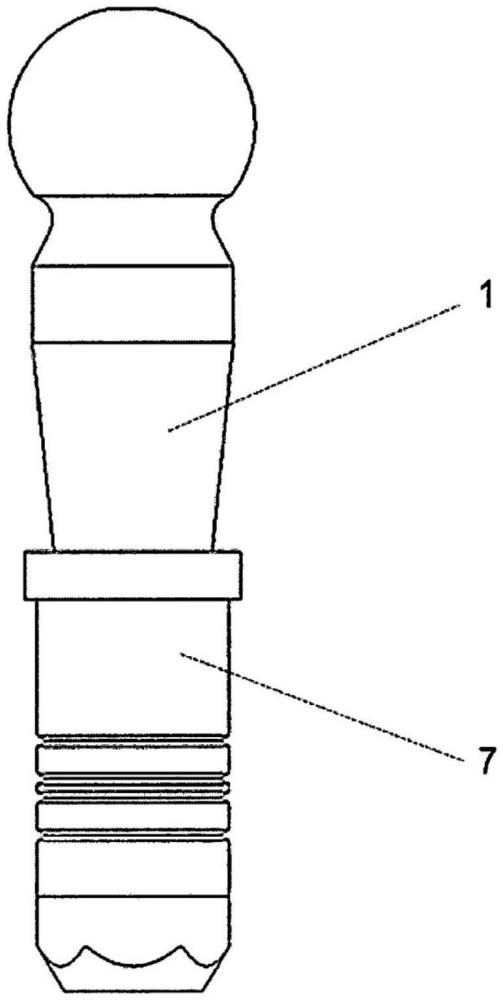
5、这样的球头螺栓是如下工件,其主要由近似圆柱形的杆构成,其在一端在一定区域范围内具有螺纹并在其另一端设计成球,使得球能与底盘系统的球窝以形状配合方式相互作用。由于球在安装和工作状态下承受相当大的力和尤其是摩擦载荷,故需要至少处理球头螺栓的球头表面区域,例如通过在处理室内以气体氮碳共渗工艺或在液浴中通过盐浴氮化将其硬化。
6、处理球头螺栓的包括螺纹区在内的整个表面是常见的。但通常球头螺栓按氮化或氮碳共渗工艺的处理对螺纹区有负面影响。
7、如果表面区域经受氮碳共渗工艺或氮化工艺,则形成厚度在微米数量级的薄表面层、即所谓结合层。在承受横向载荷时,例如当这些经过处理的区域在拧紧螺纹期间内被施以强摩擦力时,这些层可能导致微裂纹形成。
8、为了避免上述缺点,已经提出覆盖螺纹区域以免发生不希望有的氮化或氮碳共渗。
9、就此,例如:
10、-bode在ep1388592中提出使用一种用于允许工件表面的局部区域被处理的方法,其中,密封件被用于避免氮化或氮碳共渗所用的介质渗透入螺纹区域被覆盖的空间。这一方法的一个明显缺点是需要使用附加密封件;
11、-wilden在de2006043067中提出一种仅由套筒构成的装置,其配对螺纹落位在工件螺纹区域内的整个待保护表面上。不同于其它已知的同类装置,通过使用这一装置,在待保护的工件表面与装置内壁之间没有空隙,故不存在必须通过附加密封手段来密封以防止流体介质入侵的空隙。这一装置的密封效果通过在螺纹和配对螺纹之间的机械接触来产生。由于在待保护的整个工件表面范围内都存在这种接触,故有效地防止流体介质的进一步渗透。
12、另外,wilden指出,由于在螺纹和配对螺纹区域内在工件和装置之间有大的表面面积,因此即便局部密封效果不完全,工件表面仍针对流体介质得到高效和充分保护,并且进一步建议旋拧该装置直到达到最小拧紧力矩,其中,为了知道何时达到最小拧紧力矩,应该在工件上设置止挡,故通过旋拧该装置直至工件上的止挡来达到特定最小拧紧力矩并且因此可以获得在工件螺纹与装置的配对螺纹(或反牙螺纹)之间的更强的密封效果。这种最小拧紧力矩应该在螺纹之间产生接触压力,其改善在螺纹与配对螺纹之间的机械接触以阻止流体介质渗透入螺纹和配对螺纹的边缘区。利用属于现有技术的上述装置的一个明显缺点是该装置必须设计有精确的配对螺纹来实现与工件螺纹和/或工件止挡的完美接触而获得最小拧紧力矩以帮助防止流体渗透入螺纹和配对螺纹(反牙螺纹)的边缘区域,而这可能十分复杂且耗时。另外,这样的装置不适用于防止气体介质渗透,仅适用于防止流体介质渗透。
13、发明目的
14、因此,本发明的主要目的是提供一种方法和装置,其允许对工件表面的部分区域进行处理,尤其用于处理球头螺栓但不处理球头螺栓螺纹,其中,该方法和装置允许避免从现有技术中知道的不利之处,并且允许处理具有不应处理的表面的工件,该不应处理的表面具有的螺纹在使用流体介质的情况下并且也尤其在使用气体介质之时都不应接受处理,而是应该被阻止接触到处理介质。
技术实现思路
1、上述问题通过一种具有权利要求1的特征的装置、具有权利要求10的特征的用途以及一种具有权利要求11的特征的方法来解决。
2、本发明的第一方面提供一种用于在使用流体和/或气体介质的工件表面处理过程中保持工件的装置。工件包括可处理表面、不可处理表面和在可处理表面与不可处理表面之间的中间表面。另外,该装置包括用于覆盖工件的不可处理表面区域的覆盖部件,该覆盖部件包括用于容纳不可处理表面的开口和中空内腔,其中,该覆盖部件包括密封作用面,其在不可处理表面被安放在中空内腔内部时接触工件的中间表面。覆盖部件的密封作用面被设计成与工件的中间表面配合,使得密封作用面与中间表面之间的相互作用产生自密封效果,其导致中空内腔的密封,使得流体和/或气态介质被阻止渗透入中空内腔。这样一来,流体和/或气态介质与工件的不可处理表面的接触被阻止,并且流体和/或气态介质与工件的可处理表面的接触被允许。
3、有利地可以规定,工件是具有球头销的球头螺栓,其中,球头销表面是不可处理表面,覆盖部件是覆盖螺母。
4、也可以规定,覆盖螺母被设计成包括圆弧而产生如下设计的接触表面,即,当球头螺栓被固定在覆盖螺母中时,密封作用面所具有的弯曲在与球头螺栓的中间表面相互作用下造成中空内腔被密封。
5、此外可以规定,圆弧r在r0.1到r5的范围内,即从0.1mm到5mm。
6、也可以规定,球头螺栓的球头销具有螺纹,覆盖螺母的中空内腔具有螺纹,其中,球头销的螺纹和覆盖螺母的螺纹具有相同尺寸。
7、有利地可以规定,球头销材料是41crs4。
8、也可以规定,覆盖螺母的材料是不锈钢1.4305。
9、另外可以规定,球头销的螺纹和覆盖螺母的螺纹通过以在5nm到25nm范围内的力矩旋拧而被连接。
10、也可以规定,按下述方式选择该力矩所产生的预紧力,即,同时在覆盖螺母材料和球头销材料中产生足够的应力,使得切向连接不允许任何流体和/或气态介质接触到位于覆盖螺母的中空内腔内的球头销螺纹表面。
11、本发明的第二方面提供将根据本发明的装置用于执行通过使用氮化气体来氮化工件可处理表面的氮化工艺的用途。
12、本发明的第三方面提供一种利用根据本发明的装置对球头螺栓进行表面处理的方法,其中,该装置被用来将球头螺栓的不可处理表面区域与气态介质隔离,其中,该方法包括以下步骤:
13、a.使球头螺栓部分穿过开口地进入覆盖螺母的中空内腔,
14、b.将覆盖螺母用于隔离,
15、c.将球头螺栓固定至覆盖螺母内部,
16、d.将球头螺栓表面的可处理表面通过在350℃到900℃之间的温度下使用气体氮化工艺和/或等离子体氮化工艺和/或气体氮碳共渗工艺和/或等离子体氮碳共渗工艺进行氮化或氮碳共渗,
17、其中,该覆盖螺母被设计成包括按下述方式形成接触表面cscs的圆弧,即,当球头螺栓被固定在覆盖螺母中时,接触表面所具有的弯曲在与球头螺栓的中间表面bscs相互作用下造成该中空内腔被密封。
18、所述方法步骤可以至少部分同时或在时间上先后进行,故方法步骤的顺序不局限于编号所规定的顺序,因此各单独步骤可以按照不同的次序进行。
19、有利地可以规定,圆弧r在r0.1到r5的范围内,即从0.1mm到5mm。
20、也可以规定,球头销所具有的螺纹具有与覆盖螺母螺纹相同的尺寸。
21、还可以规定,球头销的材料是41crs4。
22、也可以规定,覆盖螺母的材料是不锈钢1.4305。
23、有利地可以规定,球头销和覆盖螺母通过以在5nm到25nm范围内的力矩旋拧而被连接。
24、也可以规定,按下述方式选择该力矩所产生的预紧力,即,在覆盖螺母材料和球头销材料中产生足够的应力,使得切向连接不允许氮化气体进入在覆盖螺母内部的螺纹被覆盖区域。
本文地址:https://www.jishuxx.com/zhuanli/20240905/289659.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。