电芯、电池及电芯的制备方法与流程
- 国知局
- 2024-09-11 14:26:21
本发明涉及电池,特别涉及一种电芯、电池及电芯的制备方法。
背景技术:
1、随着电池的逐渐发展,人们对电池类产品的要求也日益提高,例如,人们希望电池类产品能够具有更高的能量密度,以提高电池类产品的续航能力,延长电池类产品的使用时间,使得用户对电池类产品具有更好的使用体验。
2、但是,受限于电池类产品的电池仓的空间,现有的电池无法有效利用电池仓的空间,导致电池仓的利用率降低,从而降低了电池类产品的电池性能。
技术实现思路
1、本发明的主要目的是提出一种电芯、电池及电芯的制备方法,旨在解决电池类产品的电池仓无法被有效利用、导致电池类产品的电池性能降低的技术问题。
2、为了实现上述目的,本发明提供了一种电芯,包括极片,所述极片包括集流体,所述集流体包括第一壁面;所述第一壁面包括第一涂布区、第二涂布区以及第一非涂布区,所述第一非涂布区设置于所述第一涂布区与所述第二涂布区之间,所述集流体于所述第一非涂布区处弯曲设置。
3、在一些实施例中,所述集流体还包括:
4、第二壁面,所述第二壁面与所述第一壁面沿所述集流体的厚度方向相对设置,所述第二壁面包括第二非涂布区,所述第二非涂布区与所述第一非涂布区沿所述集流体的厚度方向相对设置,所述集流体于所述第二非涂布区处弯曲设置。
5、在一些实施例中,所述集流体包括:
6、正极集流体部,所述正极集流体部设置有正极非涂布区,所述正极非涂布区至少包括所述第一非涂布区或所述第二非涂布区;
7、负极集流体部,所述负极集流体部设置有负极非涂布区,所述负极非涂布区至少包括所述第一非涂布区或所述第二非涂布区;
8、其中,所述正极非涂布区和所述负极非涂布区沿所述极片的厚度方向相对设置,所述正极集流体部的一端设置有正极耳,所述负极集流体部靠近所述正极耳的一端设置有负极耳,以使所述极片形成极耳端,所述正极集流体部于所述正极非涂布区处弯曲设置,所述负极集流体部于所述负极非涂布区处弯曲设置,以使所述极片背离所述极耳端的一端朝所述极耳端折叠,用于形成凸起部。
9、在一些实施例中,沿由所述极耳端指向背离所述极耳端的一端的方向,所述正极非涂布区沿直线贯穿所述正极集流体部,所述负极非涂布区沿直线贯穿所述负极集流体部。
10、在一些实施例中,沿垂直于所述极耳端指向背离所述极耳端的一端的方向,所述正极非涂布区沿直线贯穿所述正极集流体部,所述负极非涂布区沿直线贯穿所述负极集流体部。
11、在一些实施例中,沿所述极片的厚度方向,
12、所述正极集流体部的投影所围成区域的外轮廓将所述负极集流体部的投影所围成区域的外轮廓覆盖,所述负极非涂布区的投影所围成区域的外轮廓将所述正极非涂布区的投影所围成区域的外轮廓覆盖。
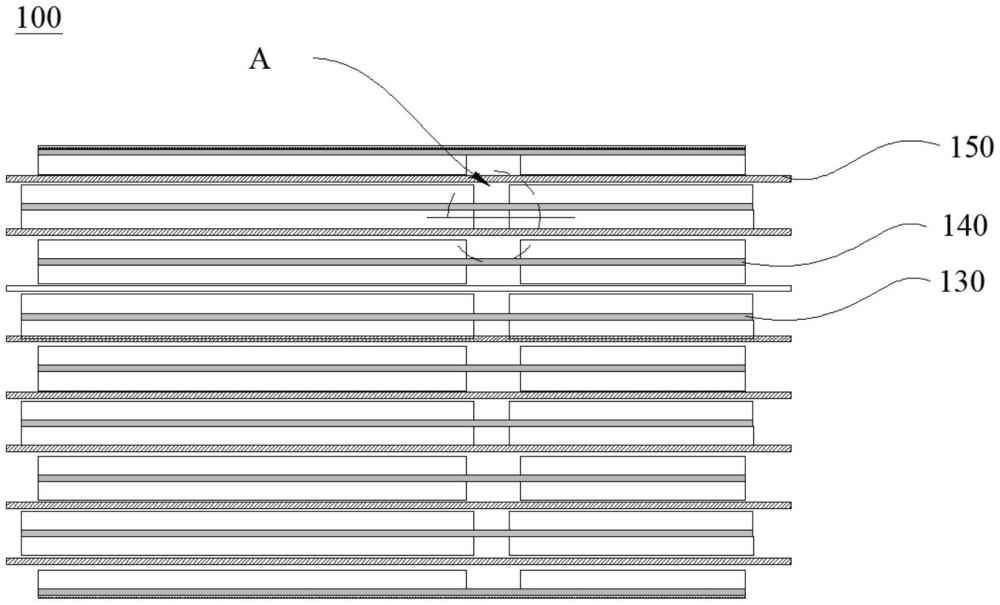
13、在一些实施例中,所述电芯包括多个所述极片,多个所述极片沿所述电芯的厚度方向相对设置,相邻两个所述极片之间设置有隔膜;
14、其中,位于所述电芯边缘的所述极片靠近所述隔膜的一侧设置有活性物质层,位于所述电芯边缘的所述极片背离所述隔膜的一侧设置有绝缘层。
15、在一些实施例中,多个所述极片具有多个所述正极耳,多个所述正极耳焊接于一起,多个所述极片具有多个所述负极耳,多个所述负极耳焊接于一起。
16、在一些实施例中,每个所述极片的所述正极集流体部的所述正极非涂布区的宽度yn满足:2d+1/2e≤yn≤πd+1/2e;每个所述极片的所述负极集流体部的所述负极非涂布区的宽度xn满足:2d≤xn≤πd;
17、其中,2d表征所述电芯折叠后重合区域的厚度,n表征所述电芯的层数,e表征所述电芯中所述负极集流体部超出所述正极集流体部的宽度总距离。
18、在一些实施例中,所述电芯的折叠内圈的所述极片的长度a和所述电芯的折叠外圈的所述极片的长度b之间满足:1/4≤a/b≤1/2。
19、对应地,本发明还提供了一种电池,包括:
20、上述任一所述的电芯。
21、对应地,本发明还提供了一种电芯的制备方法,用于制备上述所述的电芯,包括以下步骤:
22、在极片设置若干第一非涂布区;
23、将所述极片进行模切,以形成若干子极片,每个所述子极片包括所述第一非涂布区;
24、将所述子极片沿其厚度方向进行叠片,以形成叠芯,每个所述子极片上的所述第一非涂布区沿所述叠芯的厚度方向相对设置;
25、将所述叠芯于所述第一非涂布区处进行弯折;
26、将弯折后的所述叠芯进行后加工,以获得所述电芯。
27、与现有技术相比,本发明的有益效果是:
28、在本发明的技术方案中,在对电芯极片的集流体进行涂布时,在阴阳极集流体的至少一壁面上设置第一涂布区、第二涂布区以及第一非涂布区,即相当于在集流体上间隔涂布活性物质,再经辊压-模切工序,使得最终叠片工序极片上存在一个未涂布活性物质的空箔区,采用z型叠片方式,按照阴极-隔膜-阳极层叠方式制作叠芯,最后将叠芯于第一非涂布区处进行弯折,热压成型,以减小电芯长度/宽度方向上的尺寸大小。
29、采用上述生产方式制备3d电芯对比将阳极片不设非涂布区与隔膜作为组件,先将组件热压,使得隔膜与阳极片粘接且将组件进行折弯处理,多个组件再与多个折弯后的阴极片进行嵌套处理得到电芯,通过将热压次数从4~35次(热压次数=电芯层数)减少至1次,有效降低热压次数(10s/次),使得生产效率得到提升。且本方案通过设置第一非涂布区,可以减小极片在弯折处的厚度,方便将电芯进行折叠,最终电芯能够有效减小自身的体积,能够提升能量密度1%~7%。
30、应用上述电芯的电池,在大幅度提升电池类产品的电池仓的空间利用率的同时,又具有更高的能量密度,因此能够有效提高电池类产品的能量存储效率,提升电池类产品的续航能力。
31、本发明提供的电芯的制备方法工序简单,易于实现,有效缩短了电芯的制备时间,降低了电芯的制备成本。
技术特征:1.一种电芯,其特征在于,包括极片,所述极片包括集流体,所述集流体包括第一壁面;所述第一壁面包括第一涂布区、第二涂布区以及第一非涂布区,所述第一非涂布区设置于所述第一涂布区与所述第二涂布区之间,所述集流体于所述第一非涂布区处弯曲设置。
2.根据权利要求1所述的电芯,其特征在于,所述集流体还包括:
3.根据权利要求2所述的电芯,其特征在于,所述集流体包括:
4.根据权利要求3所述的电芯,其特征在于,沿由所述极耳端指向背离所述极耳端的一端的方向,所述正极非涂布区沿直线贯穿所述正极集流体部,所述负极非涂布区沿直线贯穿所述负极集流体部。
5.根据权利要求3所述的电芯,其特征在于,沿垂直于所述极耳端指向背离所述极耳端的一端的方向,所述正极非涂布区沿直线贯穿所述正极集流体部,所述负极非涂布区沿直线贯穿所述负极集流体部。
6.根据权利要求3所述的电芯,其特征在于,沿所述极片的厚度方向,
7.根据权利要求3所述的电芯,其特征在于,所述电芯包括多个所述极片,多个所述极片沿所述电芯的厚度方向相对设置,相邻两个所述极片之间设置有隔膜;
8.根据权利要求7所述的电芯,其特征在于,多个所述极片具有多个所述正极耳,多个所述正极耳焊接于一起,多个所述极片具有多个所述负极耳,多个所述负极耳焊接于一起。
9.根据权利要求7所述的电芯,其特征在于,每个所述极片的所述正极集流体部的所述正极非涂布区的宽度yn满足:2d+1/2e≤yn≤πd+1/2e;每个所述极片的所述负极集流体部的所述负极非涂布区的宽度xn满足:2d≤xn≤πd;
10.根据权利要求9所述的电芯,其特征在于,所述电芯的折叠内圈的所述极片的长度a和所述电芯的折叠外圈的所述极片的长度b之间满足:1/4≤a/b≤1/2。
11.一种电池,其特征在于,包括:
12.一种电芯的制备方法,用于制备权利要求1至10任一项所述的电芯,其特征在于,包括以下步骤:
技术总结本发明涉及电池技术领域,特别涉及一种电芯、电池及电芯的制备方法,电芯包括极片,极片包括集流体,集流体包括第一壁面;第一壁面包括第一涂布区、第二涂布区以及第一非涂布区,第一非涂布区设置于第一涂布区与第二涂布区之间,集流体于第一非涂布区处弯曲设置。电池包括上述电芯。电芯的制备方法包括以下步骤:在极片设置若干第一非涂布区;将极片进行模切,以形成若干子极片,每个子极片包括第一非涂布区;将子极片沿其厚度方向进行叠片,以形成叠芯,每个子极片上的第一非涂布区沿叠芯的厚度方向相对设置;将叠芯于第一非涂布区处进行弯折;将弯折后的叠芯进行后加工,以获得电芯。通过本电芯及电池能够有效利用电池仓的内部空间。技术研发人员:廖燕,项海标受保护的技术使用者:浙江锂威能源科技有限公司技术研发日:技术公布日:2024/9/9本文地址:https://www.jishuxx.com/zhuanli/20240911/290803.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。