一种防止产生气泡的塑料制品成型装置的制作方法
- 国知局
- 2024-09-11 14:32:39
本发明涉及成型材料预处理,尤其涉及一种防止产生气泡的塑料制品成型装置。
背景技术:
1、塑料制品被广泛用于食品包装、日用品包装、医药包装、建筑和建材与汽车制造等领域,特别是建筑材料与汽车制造,如塑料管道、塑料地板、塑料隔热材料等物品,这些物品体积较大,先需要大型塑料制品成型装置进行制作具体样式,再进行后期加工成品,而塑料制品成型装置是将塑料原料经过加热熔化后,注入模具中,经过一定的成型工艺,使其凝固成型,最终得到所需的塑料制品,而在挤压成型的过程中,会有一定量被挤压分离出来的塑料颗粒残料残留在设备内部,为了不影响下一批塑料制品制作,需要工作人员对这些塑料颗粒残料进行定时回收。
2、在已经公开的公开号为cn117885303a的专利文件中,公开了一种防止产生气泡的塑料制品成型装置,通过软管远离下模具的一端连接在水箱内部,水箱内部设置有水泵,其中一个软管位于水箱内部一端与水泵相连接,而成型机构与软管相连接,进而水进行冷却循环时,水流冲刷叶,进而使得支架带动配重块绕连接套管旋转,从而产生振动,有效的进行消泡,提高产品质量,在上模具上移时,向隔板与产品之间注入空气,使得空气将产品与隔板分离,方便进行脱模,操作十分方便。
3、以上装置在使用时,利用空气帮助生产后的产品隔板分离,进而便于脱模,而冷空气的通入,由于塑料材料刚刚处于高温环境下,形成水雾,容易致使加工箱内部环境发生变化,过多的空气容易致使下一次塑料制品制作过程中,水雾通入塑料材料内,则塑料材料在压膜时容易产生大量的气泡。
4、因此,本技术提出一种防止产生气泡的塑料制品成型装置。
技术实现思路
1、本发明的目的是针对背景技术中存在冷空气的通入,由于塑料材料刚刚处于高温环境下,形成水雾,容易致使加工箱内部环境发生变化,过多的空气容易致使下一次塑料制品制作过程中,水雾通入塑料材料内,则塑料材料在压膜时容易产生大量的气泡的问题,提出一种防止产生气泡的塑料制品成型装置。
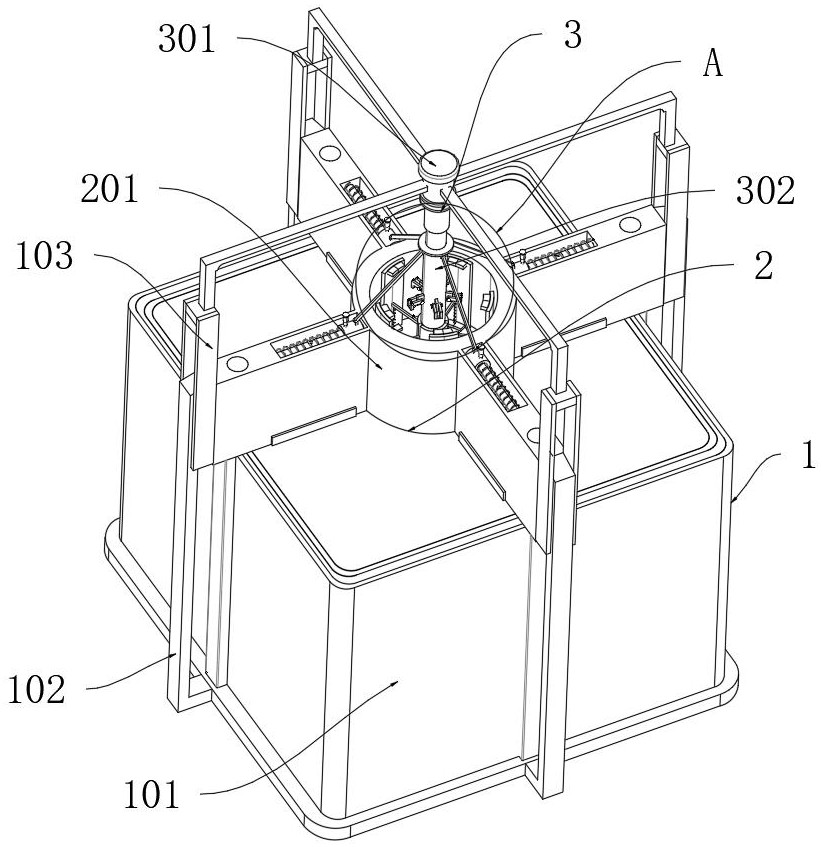
2、本发明的技术方案:一种防止产生气泡的塑料制品成型装置,包括成型箱体组件,安装在成型箱体组件内部的塑料安置组件,所述成型箱体组件的顶部安装有限位导向组件,所述限位导向组件上安装有塑型压板组件;
3、所述成型箱体组件包括成型防护箱,所述成型防护箱的外侧固定连接有四个固定连杆,四个所述固定连杆的顶部固定安装有相同数量的滑道块;
4、所述塑型压板组件包括液压泵,且所述液压泵固定安装在四个滑道块之间,所述液压泵的传输端固定连接有液压推杆,所述液压推杆的底端固定连接有塑型压板,所述塑型压板与成型防护箱构成密封箱体;
5、所述塑料安置组件包括模块安置磁吸架,所述模块安置磁吸架的底端固定安装有倾斜导块,所述倾斜导块的底端固定连接有伸缩支撑杆,且所述伸缩支撑杆固定安装在成型防护箱上,所述倾斜导块的底端铰接有四个双向铰合杆,所述双向铰合杆的底端铰接有弧形导块,所述弧形导块的一侧滑动连接有弧形导杆,所述弧形导杆的数量为四个,且四个所述弧形导杆铰接在成型防护箱上。
6、可选的,所述弧形导杆朝向双向铰合杆的一侧通过开设的滑槽固定连接有外置弹簧长杆,所述弧形导块的内部固定连接有辅助式推送杆,所述辅助式推送杆朝向外置弹簧长杆的一侧固定连接有辅助滑筒,所述辅助滑筒滑动连接在外置弹簧长杆的外侧。
7、可选的,所述成型箱体组件还包括四个滑腔块,四个所述滑腔块固定安装在成型防护箱上,所述滑腔块与成型防护箱之间连通有回收空腔,四个所述滑腔块内壁上通过滑轨滑动连接有相同数量的密封挡板,所述密封挡板的一侧固定连接有接合块,且所述回收空腔安装有吸取泵;
8、所述弧形导杆远离双向铰合杆的一侧铰接有双向球杆,所述双向球杆远离弧形导杆的一侧固定安装在接合块上。
9、可选的,所述弧形导杆的一侧固定连接有支撑导柱,所述支撑导柱的数量为四组,且四组所述支撑导柱与倾斜导块下方开设的槽洞呈适配状设置,所述弧形导杆远离模块安置磁吸架的一侧铰接有弹簧支撑滑杆,所述弹簧支撑滑杆铰接在成型防护箱上。
10、可选的,所述限位导向组件包括环形空腔块,所述环形空腔块的外侧固定连接有四个限位导块,四个所述限位导块滑动安装在滑道块上,所述限位导块上通过开设的辅助槽孔固定安装有电动伸缩支撑杆,所述电动伸缩支撑杆固定安装在成型防护箱的顶部。
11、可选的,所述限位导块上固定连接有定位插杆,所述定位插杆的外侧滑动连接有空心滑环,所述空心滑环的一侧铰接有倾斜杆,所述液压推杆铰接在倾斜杆的外侧。
12、可选的,所述定位插杆与空心滑环之间固定安装有第一弹簧,所述空心滑环的一侧固定安装有电动伸缩杆,且所述定位插杆的表面开设有限位孔,且所述限位孔与电动伸缩杆相适配。
13、可选的,所述环形空腔块的内壁上固定安装有五块滑槽导位块,所述滑槽导位块的上下两侧均固定连接有限位块。
14、可选的,所述塑型压板组件还包括定位式导块,所述定位式导块滑动安装在液压推杆上,所述定位式导块的外侧固定连接有五根横向插杆,五根所述横向插杆滑动连接在滑槽导位块内,位于下方的所述限位块的一侧固定安装有第二弹簧,所述第二弹簧远离位于下方的限位块一侧固定连接在横向插杆的底部。
15、可选的,所述液压推杆的上方固定安装有五个上位限位块,且五个所述上位限位块位于横向插杆的正上方,所述横向插杆的顶部固定连接有压力感应组件,所述液压推杆的下方固定连接有五个下位限位块,且五个所述下位限位块位于横向插杆的正下方。
16、与现有技术相比,本发明具有如下有益的技术效果:
17、1、依靠接合块带动密封挡板在滑腔块上进行滑行,致使回收空腔与塑料安置组件所处位置处于连通状态,吸取泵对成型防护箱内部进行吸取,将挤压产生的多余塑料颗粒,以及气流与水雾进行回收,进而保证塑料安置组件与塑型压板组件之间处于相对干燥环境,从而避免塑料颗粒对后续加工步骤产生影响,提高塑料加工品质,减少气泡的形成;
18、2、弧形导杆远离双向铰合杆的一端向上翘起时,支撑导柱插入倾斜导块的内部,对倾斜导块呈环形支撑,致使模块安置磁吸架上的塑料材料在受到挤压时受力均匀,双向铰合杆受到倾斜导块的挤压时,双向铰合杆通过弧形导块带动辅助式推送杆与辅助滑筒在外置弹簧长杆上滑行,外置弹簧长杆上的弹簧弹力致使双向铰合杆处于较为紧绷状态,四组双向铰合杆对模块安置磁吸架的外侧呈环形支撑,进一步提高塑料材料挤压时受力稳定性;
19、3、当塑型压板远离模块安置磁吸架后,伸缩支撑杆内的弹簧与弹簧支撑滑杆内的弹簧弹力将倾斜导块弹回原处,在弹动过程中,给予塑料成品一定的晃动,从而便于塑料成品的分离;
20、4、空心滑环在定位插杆上滑行至固定区域,则电动伸缩杆进行伸长,电动伸缩杆伸长一端插入限位孔内,对液压推杆与塑型压板下压移动进行限位,避免挤压过度,致使塑料发生变形,以及产生更多气泡,同时塑型压板在进行挤压过程中发生的晃动,通过四个空心滑环与倾斜杆进行分解传输至第一弹簧上,利用四个第一弹簧对晃动进行缓冲,提高塑料挤压过程中的稳定性;
21、5、塑型压板保持对模块安置磁吸架表面模具安装塑料材料之间的压力,给予塑料材料成型预处理时间,在塑料成型过程中确保塑料均匀熔融,成型防护箱内壁上的加热组件进行适当的升温,将塑料材料受压分离的气体进一步分离吸入至回收空腔中,有助于最后一部塑料挤压成型减少气体产生,避免气体产生气泡。
本文地址:https://www.jishuxx.com/zhuanli/20240911/291331.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表