一种双氧水法生产环氧丙烷工艺中分离丙烯、环氧丙烷的系统和方法与流程
- 国知局
- 2024-09-14 14:30:04
本发明涉及丙烯、环氧丙烷分离技术,尤其是涉及一种双氧水法生产环氧丙烷工艺中分离丙烯、环氧丙烷的系统和方法。
背景技术:
1、环氧丙烷(po)是产能仅次于聚丙烯的丙烯下游衍生物,广泛应用于丙二醇、碳酸丙烯酯、聚氨酯、不饱和树等众多高附加值化学品的生产中,在交通电子、建筑家具、日化医药等领域发挥着不可替代的作用。近年来,随看人类生活水平的不断提高,po消费量呈现逐年增加的趋势。
2、目前国外已工业化的po生产工艺有:氯醇法、共氧化法和过氧化氢直接氧化法。氯醇法具有成本高、对设备腐蚀严重,废水、废渣排放量大等缺点;共氧化法流程长,操作条件苛刻,并且投资较高。过氧化氢直接氧化法具有安全环保、清洁高效,副产物少等优点,并日趋成熟,已展现出良好的工业前景。
3、传统的直接氧化法生产po工艺中丙烯分离方式为反应器物料进入丙烯回收塔,塔底物料进入闪蒸罐,利用两级闪蒸脱除大部分的丙烯和丙烷,再通过丙烯压缩机压缩再返回丙烯回收塔,传统的丙烯分离方法具有能耗高,操作条件繁琐、危险性高等缺点。
技术实现思路
1、本发明所要解决的技术问题是提供一种具有能耗低,操作简单、液态丙烯回收率高且产品纯度和回收率高的双氧水法生产环氧丙烷工艺中分离丙烯、环氧丙烷的系统和方法。
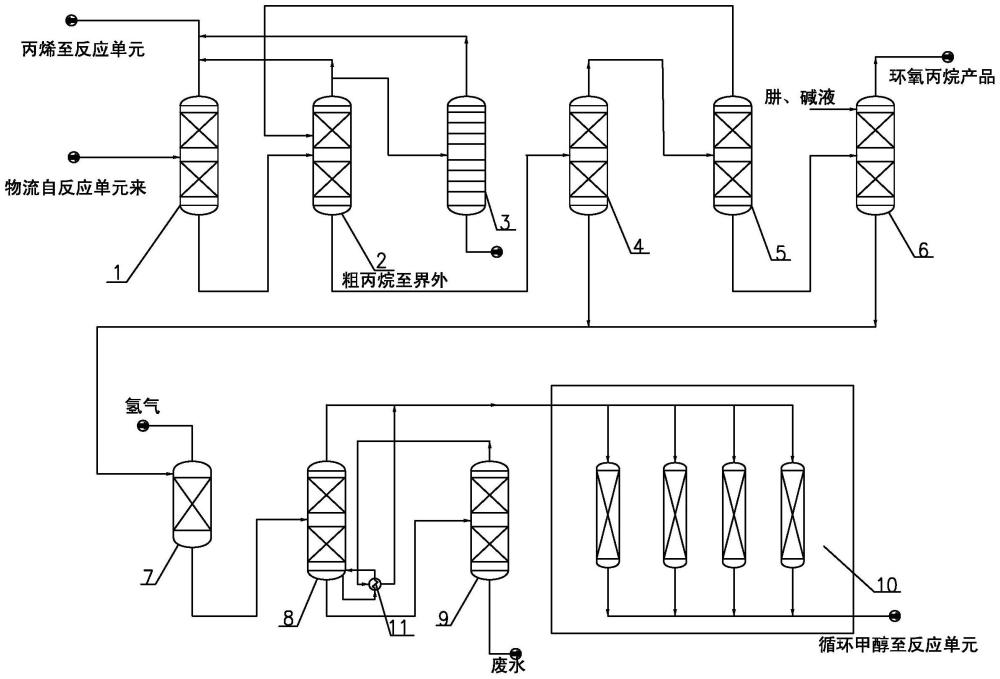
2、本发明解决上述技术问题所采用的技术方案为:一种双氧水法生产环氧丙烷工艺中分离丙烯、环氧丙烷的系统,包括第一丙烯回收塔、第二丙烯回收塔、丙烯精制塔、po预分离塔、丙烯汽提塔、po精制塔;
3、所述的第一丙烯回收塔的中部设置有环氧丙烷反应物料进口,所述的第一丙烯回收塔的塔顶出料口连接环氧丙烷反应单元,所述的第一丙烯回收塔的塔底出料口与所述的第二丙烯回收塔的中部进料口连接;所述的第二丙烯回收塔的塔顶出料口分别与所述的环氧丙烷反应单元和所述的丙烯精制塔的中部进料口连接,所述的第二丙烯回收塔的塔底出料口与所述的po预分离塔的中部进料口连接;所述的丙烯精制塔的塔顶出料口与所述的环氧丙烷反应单元连接,所述的丙烯精制塔的塔底设置有粗丙烷出口;所述的po预分离塔的塔顶出料口与所述的丙烯汽提塔的中部进料口连接,所述的丙烯汽提塔的塔顶出料口与所述的第二丙烯回收塔的中部进料口连接,所述的丙烯汽提塔的塔底出料口与所述的po精制塔的中部进料口连接,所述的po精制塔的塔顶设置有环氧丙烷产品出口,所述的po预分离塔的塔底出料口和所述的po精制塔的塔底出料口分别连接甲醇回收单元。
4、进一步,所述的甲醇回收单元包括加氢反应器、第一甲醇回收塔和第二甲醇回收塔,所述的po预分离塔的塔底出料口和所述的po精制塔的塔底出料口分别与所述的加氢反应器的进料口连接,所述的加氢反应器的底部出料口与所述的第一甲醇回收塔的中部进料口连接,所述的第一甲醇回收塔的塔底出料口与所述的第二甲醇回收塔的中部进料口连接,所述的第一甲醇回收塔的塔顶出料口和所述的第二甲醇回收塔的塔顶出料口分别与所述的离子交换树脂床连接。
5、进一步,所述的第一甲醇回收塔的塔底设置有塔底再沸器,所述的第二甲醇回收塔的塔顶出料口通过所述的塔底再沸器回收热量后与所述的离子交换树脂床连接。
6、本发明还提供一种基于所述的系统的双氧水法生产环氧丙烷工艺中分离丙烯、环氧丙烷的方法,包括以下步骤:
7、(1)将自环氧丙烷反应单元来的反应物料送入第一丙烯回收塔,将第一丙烯回收塔的塔顶压力控制为1.8~2.4mpag,塔顶温度控制为45~55℃,将塔顶分离得到的丙烯返回环氧丙烷反应单元继续进行反应,将塔底分离得到的含8~13wt%丙烯、po和甲醇的混合物送入第二丙烯回收塔;
8、(2)将第二丙烯回收塔的塔顶压力控制为0.6~1.6mpag,塔顶温度控制为15~30℃,将塔顶分离得到的丙烯和丙烷混合物按回流比1:0.1~0.3的比例,部分返回环氧丙烷反应单元继续反应,部分送入丙烯精制塔分离丙烷,将塔底分离得到的含2~6wt%丙烯、丙烷po、水、甲醇及醇、醚副产物的混合物送入po预分离塔;
9、(3)将丙烯精制塔的塔顶压力控制为1~3mpag,塔顶温度控制为40~60℃,将塔顶分离得到的丙烯返回环氧丙烷反应单元继续进行反应,将塔底分离得到的质量百分数为40-60wt%的粗丙烷送至界外;
10、(4)将po预分离塔的塔顶压力控制为0.1~0.5mpag,塔顶温度控制为70~90℃,将塔顶分离得到的含3.4~3.6wt%丙烯、丙烷、甲醇和环氧丙烷的混合物冷却后送入丙烯汽提塔,将塔底分离得到的含有甲醇、水和醇、醚副产物的混合物送入甲醇回收单元进行处理;
11、(5)将丙烯汽提塔的塔顶压力控制为0.1~0.3mpag,塔顶温度控制为30~38℃,将塔顶分离得到的含60~65wt%丙烯、丙烷、甲醇和环氧丙烷的混合物返回第二丙烯回收塔回收丙烯,将塔底分离得到的含有环氧丙烷、甲醇和水的混合物送入预先加入碱液的po精制塔,所述的碱液为质量浓度30~50%的naoh溶液;
12、(6)将po精制塔中加入脱盐水和肼,将po精制塔的塔顶压力控制为0.1~1mpag,塔顶温度控制为40~50℃,塔顶得到纯度为99.9%的环氧丙烷产品,将塔底分离得到的甲醇和水送甲醇回收单元进行处理。
13、进一步,步骤(4)和步骤(6)中所述的甲醇回收单元处理方法步骤如下:
14、(1)将po预分离塔的塔底物料和po精制塔的塔底物流送入加氢反应器,控制加氢反应器的压力为1~1.8mpag,液体空速为2~6h-1,物料中的大部分乙醛和缩醛被加氢生成醇类,未完全反应的过氧化氢加氢生成水,将得到的反应产物送入第一甲醇回收塔;
15、(2)将第一甲醇回收塔的塔顶压力控制为0.1~0.4mpag,将第二甲醇回收塔的塔顶压力控制在0.7~1.0mpag,将第一甲醇回收塔的塔顶和第二甲醇回收塔的塔顶分离得到的质量浓度为95~97%的甲醇溶液分别送入离子交换树脂床脱除胺类有机物,第二甲醇回收塔的塔底分离得到的达标废水排出界外。
16、进一步,所述的加氢反应器内装填ni基催化剂,所述的加氢反应器的顶部设置有氢气补充口。
17、进一步,所述的离子交换树脂床采用酸性阳离子交换树脂。可以去除物流中的有机胺类物质及其他杂质。
18、进一步,步骤(5)中所述的碱液的添加量为po产量的0.02~2wt%。
19、进一步,步骤(6)中所述的脱盐水的添加量为po产量的1~3wt%,所述的肼的添加量为po产量的0.05~1wt%。
20、与现有技术相比,本发明的优点在于
21、1、丙烯回收单元:环氧丙烷反应过程中过量丙烯与双氧水需在液态下反应,而反应产物中含有的丙烯为气态,为将其转化为液态返回环氧丙烷反应过程利用,需要降温,增压,消耗过高能量。因此,第一丙烯回收塔压力控制为1.8~2.4mpag,将第二丙烯回收塔压力控制为0.6~1.6mpag,采用第一塔丙烯回收塔和第二丙烯回收塔能够更大限度的回收液态丙烯,回收的液态丙烯直接返回环氧丙烷反应单元继续进行反应,使整个系统更加节约能耗。采用丙烯精制塔的作用:因工业丙烯中含有一定量的丙烷,而丙烷不参与环氧化反应,随着运行时间的延长,丙烷将在系统内逐渐累积,因此需要设置丙烯精制塔来排除系统内累积的丙烷。
22、2、po精制单元:po预分离塔的作用为对反应产物进行预分离,自po预分离塔来的物流中还含有少量的丙烯,因此丙烯需要进一步的去处,所以设丙烯汽提塔,丙烯汽提塔的塔底物料进入po精制塔之前首先加入一定的碱液,使物料中的副产物甲酸甲酯皂化,转化为相应的醇及钠盐溶解在水中;进入po精制塔进行po分离,通过在塔中加入脱盐水萃取精馏,以从po中除去甲醇,在po精制塔中加入少量的肼,物料中的乙醛和缩醛与肼形成腙溶解在水中除去。目的使环氧丙烷的纯度更高,环氧丙烷中杂质的含量更少。
23、3、甲醇回收单元:在po预分离塔和po精制塔底排出的水和甲醇送入甲醇回收单元,在进入甲醇回收塔之前这股物流首先经过加氢反应器和氢气发生催化加氢反应,物流中的全部未反应的双氧水,及其它少量的过氧化物,分别转化为水、相应的醇类和氨类溶解在水和甲醇中,物料送甲醇回收塔回收甲醇。从甲醇回收塔塔顶分离出的质量浓度为95-97%的甲醇中仍然还有少量的胺类,甲醇中的胺类是催化剂的毒物,为避免反应过程中胺类的累计,将甲醇溶液送去离子交换树脂床除去胺类得到质量浓度为95-97%的甲醇溶液。通过阳离子交换树脂床的目的:避免催化剂毒物在甲醇工艺系统内累积。甲醇回收塔采用两级高低压塔,可实现热量回收利用,达到节能的目的。
24、综上所述,本发明一种双氧水法生产环氧丙烷工艺中分离丙烯、环氧丙烷的系统和方法,可以得到更多的液态丙烯,具有能耗低,操作简单,环氧丙烷、甲醇产品纯度和回收率高等优点。
本文地址:https://www.jishuxx.com/zhuanli/20240914/294411.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表