一种狭缝式透气砖的制备方法及透气砖与流程
- 国知局
- 2024-09-14 14:32:54
本申请涉及钢包透气砖,尤其涉及一种狭缝式透气砖的制备方法及透气砖。
背景技术:
1、透气砖是钢包二次精炼底吹氩工艺至关重要的功能元件,透气砖兼具均化和净化钢液的冶金功效,一方面通过吹入氩气的搅拌,使钢包内不同部位钢液的温度和成分趋于一致;另一方面借助真空泵原理,氩气泡表面吸附al2o3、sio2等细小的非金属夹杂物,气泡内部抽吸钢液中的氮、氢、氧等有害气体,气泡在上浮过程中逐渐汇聚长大,最终被渣层捕获。因此,透气砖是洁净钢冶炼不可或缺的关键耐火材料。
2、目前主流的透气砖为狭缝式透气砖,其具有气流稳定,反向冲击力小,材料致密,强度高等优点;狭缝为通过预设的圆周对称分布聚酯膜薄片条,在透气砖烧成时被烧掉而形成。
3、现有的狭缝式透气砖在使用过程中经常损毁,透气砖的损毁是多重因素共同造成的,包括急冷急热的热应力、钢水的冲刷磨损、吹氧清扫时的高温氧化等,其中,热应力是造成透气砖损毁的重要原因之一,狭缝的宽度和厚度对狭缝内部应力影响较大;传统的透气砖狭缝为圆周布置,如图1所示,宽度受限,狭缝内部应力较大,同时浇注成型透气砖气孔率较大,致密度不高,在应力较大时容易出现折断的情况。
技术实现思路
1、本申请提供了一种狭缝式透气砖的制备方法及透气砖,解决了传统狭缝式透气砖的狭缝为圆周布置,狭缝宽度受限,导致狭缝内部应力较大,浇注成型的透气砖气孔率较大、致密度不高、在应力较大时容易出现折断等问题。
2、本申请第一方面提供了一种狭缝式透气砖的制备方法,包括以下步骤:
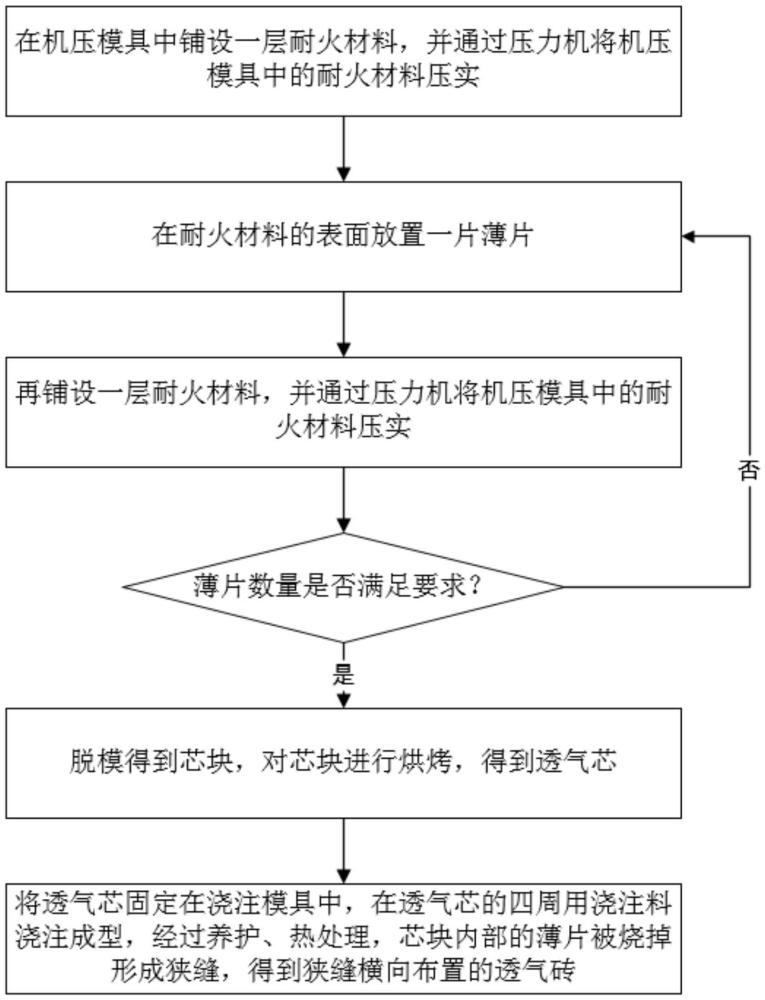
3、s1,在机压模具中铺设一层耐火材料,并通过压力机将机压模具中的耐火材料压实;
4、s2,在耐火材料的表面放置一片薄片;
5、s3,再铺设一层耐火材料,并通过压力机将机压模具中的耐火材料压实;
6、s4,重复执行步骤s2至步骤s3,直至薄片放置的数量满足要求,脱模得到芯块;
7、s5,对芯块进行烘烤,得到透气芯;
8、s6,将透气芯固定在浇注模具中,在透气芯的四周用浇注料浇注成型,经过养护、热处理,芯块内部的薄片被烧掉形成狭缝,得到狭缝横向布置的透气砖。
9、本申请提供的技术方案中,通过在机压模具内交替铺设耐火材料和薄片,并在每次铺设耐火材料后,通过压力机将耐火材料压实,通过对脱模的芯块进行烘烤,得到透气芯,最后在浇注模具中对透气芯进行浇注、养护、热处理,得到狭缝横向布置的透气砖;相较于传统狭缝为圆周布置的狭缝透气砖,采用本申请的方法制备得到的透气砖狭缝为横向布置,具有吹气量大、气孔率较小、材料致密度高等优点,在热应力较大时不容易损坏,强度高。
10、在某些实施方式中,步骤s1中,所述耐火材料的制备方法如下:
11、s11,在混碾机中倒入板状刚玉和尖晶石,混碾3分钟;
12、s12,加入结合剂,混碾8分钟;
13、s13,加入氧化铝粉末,混碾35分钟。
14、进一步地,所述耐火材料按重量百分比组成如下:板状刚玉70~80%、尖晶石10~15%、氧化铝粉末2~5%、结合剂2~5%。
15、在某些实施方式中,每层耐火材料的铺设厚度为10mm。
16、在某些实施方式中,每铺设一层耐火材料,通过压力机轻压一次;当铺设完最后一层耐火材料后,通过压力机先轻压3次,再重压7次。
17、进一步地,轻压的压力值为200~250mpa,重压的压力值为250~300mpa。
18、在某些实施方式中,所述薄片的长度与模具的长度对应,薄片的宽度小于模具的宽度。
19、在某些实施方式中,所述薄片的厚度为0.15~0.20mm。
20、在某些实施方式中,步骤s5中,所述芯块的烘烤温度为200℃,烘烤时间为12h。
21、本申请第二方面提供了一种狭缝式透气砖,采用上述制备方法制备得到。
22、上述说明仅是本申请技术方案的概述,为了能够更清楚了解本申请的技术手段,而可依照说明书的内容予以实施,并且为了让本申请的上述和其它目的、特征和优点能够更明显易懂,以下特举本申请的具体实施方式。
技术特征:1.一种狭缝式透气砖的制备方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种狭缝式透气砖的制备方法,其特征在于,步骤s1中,所述耐火材料(1)的制备方法如下:
3.根据权利要求2所述的一种狭缝式透气砖的制备方法,其特征在于,所述耐火材料(1)按重量百分比组成如下:板状刚玉70~80%、尖晶石10~15%、氧化铝粉末2~5%、结合剂2~5%。
4.根据权利要求1所述的一种狭缝式透气砖的制备方法,其特征在于,每层耐火材料(1)的铺设厚度为10mm。
5.根据权利要求1所述的一种狭缝式透气砖的制备方法,其特征在于,每铺设一层耐火材料(1),通过压力机轻压一次;当铺设完最后一层耐火材料(1)后,通过压力机先轻压3次,再重压7次。
6.根据权利要求5所述的一种狭缝式透气砖的制备方法,其特征在于,轻压的压力值为200~250mpa,重压的压力值为250~300mpa。
7.根据权利要求1所述的一种狭缝式透气砖的制备方法,其特征在于,所述薄片(2)的长度与模具的长度对应,薄片(2)的宽度小于模具的宽度。
8.根据权利要求1所述的一种狭缝式透气砖的制备方法,其特征在于,所述薄片(2)的厚度为0.15~0.20mm。
9.根据权利要求1所述的一种狭缝式透气砖的制备方法,其特征在于,步骤s5中,所述芯块的烘烤温度为200℃,烘烤时间为12h。
10.一种狭缝式透气砖,采用权利要求1至9中任一项所述的制备方法制备得到。
技术总结本发明提供了一种狭缝式透气砖的制备方法,包括以下步骤:S1,在机压模具中铺设一层耐火材料,并通过压力机将机压模具中的耐火材料压实;S2,在耐火材料的表面放置一片薄片;S3,再铺设一层耐火材料,并通过压力机将机压模具中的耐火材料压实;S4,重复执行步骤S2至步骤S3,直至薄片放置的数量满足要求,脱模得到芯块;S5,对芯块进行烘烤,得到透气芯;S6,将透气芯固定在浇注模具中,在透气芯的四周用浇注料浇注成型,经过养护、热处理,芯块内部的薄片被烧掉形成狭缝,得到狭缝横向布置的透气砖。本发明制备的狭缝横向布置的透气砖,具有吹气量大、气孔率较小、材料致密度高等优点,在热应力较大时不容易损坏,强度高。技术研发人员:邓良奎,段俊杰,徐盛林,尚儒轩,沈钢,江红超,杨威,周佐春,候沛东,石贯琼受保护的技术使用者:武汉如星科技有限公司技术研发日:技术公布日:2024/9/12本文地址:https://www.jishuxx.com/zhuanli/20240914/294687.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。