一种金属片和碳纤维复合材料板的成型工艺的制作方法
- 国知局
- 2024-09-14 14:36:31
本发明涉及碳纤维板材成型加工,尤其涉及一种金属片和碳纤维复合材料板的成型工艺。
背景技术:
1、现有的,目前金属面外观件是通过金属件cnc加工成形,金属件的密度远大于碳纤维复合材料,其产品的重量一直降不下来,而且金属材料的加工时间较长,成本非常高,其报废率也比较高。
技术实现思路
1、本发明提出的一种金属片和碳纤维复合材料板的成型工艺,解决了现有的问题。
2、为了实现上述目的,本发明采用了如下技术方案:一种金属片和碳纤维复合材料板的成型工艺,包括基板,所述基板上端中部设置有热压模具,所述热压模具内部连接有金属片,且所述金属片上方连接有碳纤维复合材料板材片,所述金属片内侧覆一层0.05mm-0.1mm的粘合;
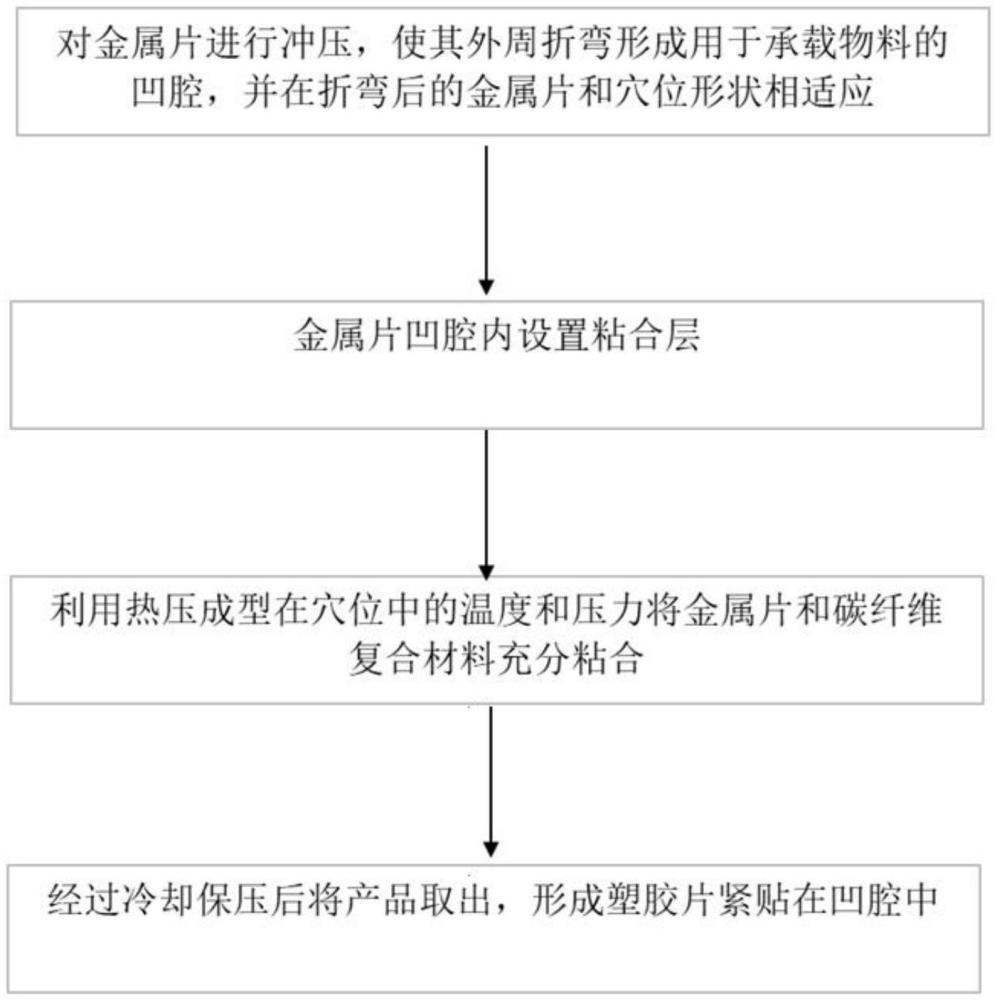
3、第一步,选用厚度为0.3-0.6mm的金属片进行冲压,使其外周折弯形成用于承载物料的凹腔,并在折弯后的金属片与碳纤维复合材料板材片形状相适应,且所述碳纤维复合材料板材片尺寸小于金属片的尺寸;
4、第二步,所述金属片一侧凹腔内部设置有粘合层;
5、第三步,上料时,将金属片强塞固定在碳纤维复合材料板材片之上,然后合模热压将金属片压住碳纤维复合材料板材片之中合模进行热压,利用热压形成在碳纤维复合材料板材片中的压力将金属片与碳纤维复合材料板材片进行粘合;
6、第四步,经过冷却保压后将产品取出,使得所述碳纤维复合材料板材片紧贴在凹腔中。
7、优选的,热压压力0.2-0.5mpa。
8、优选的,热压的温度150°-180°。
9、优选的,所述粘合层为聚烯烃和聚酰胺薄膜,所述粘合层加热融化固定到金属片内壁一侧的凹腔内。
10、优选的,采用的冷却方式和保压时间第三步中,热压完成后保压时间为60-120秒。
11、优选的,所述基板上端内壁两侧连接有立板,且所述立板一侧下端连接有电动推杆,所述电动推杆一端连接有电动夹手,所述立板上方连接有横板,所述横板内部上方连接有第一电机,所述第一电机一端连接有第一丝杆,所述立板中部一侧分别连接有第一连杆和第二连杆。
12、优选的,所述横板与第一连杆之间对称连接有第一导杆,所述第一导杆外端连接有第一滑块,所述第一丝杆外部连接有移动块,且所述第一滑块与移动块同侧连接有折杆,所述折杆下方连接有连板,所述连板与热压模具相接触。
13、优选的,所述热压模具包括上模座和下模座,所述上模座上端四角连接有定位销,所述下模座下端四角开设有通孔,所述通孔与定位销相匹配,且所述下模座下端中部开设有凹槽,且所述凹槽与碳纤维复合材料板材片相匹配。
14、优选的,所述基板上方中部连接有冷却机构,所述冷却机构包括方座、气缸和移动板所述气缸设置于热压模具一侧,且所述热压模具另一侧连接有移动板,所述移动板居中下方内部连接有第二丝杆,所述第二丝杆一端连接有第二电机。
15、优选的,所述方座上方与第二丝杆相同一端连接有第二导杆,所述第二导杆外端连接有第二滑块,且所述第二滑块上方连接至移动板下方,且所述方座两侧连接有固定座,所述固定座内部连接有风扇,所述风扇一端连接有第三电机。
16、本发明的有益效果为:基于本发明方法的生产过程中,可以说改变了传统的金属加工工艺,实现了产品的轻量化,减少了金属材料占比,提高良品率的同时还能够节省成本;
17、另外,碳纤维复合材料板材片能够充分与金属片背面贴合,提升抗冲击能力;还可以是金属片对碳纤维复合材料板材片形成包裹状态,使两者固定得更加牢固。
技术特征:1.一种金属片和碳纤维复合材料板的成型工艺,包括基板(1),其特征在于,所述基板(1)上端中部设置有热压模具(2),所述热压模具(2)内部连接有金属片(3),且所述金属片(3)上方连接有碳纤维复合材料板材片(4),所述金属片(3)内侧覆一层0.05mm-0.1mm的粘合;
2.根据权利要求1所述的一种金属片和碳纤维复合材料板的成型工艺,其特征在于,热压压力0.2-0.5mpa。
3.根据权利要求1所述的一种金属片和碳纤维复合材料板的成型工艺,其特征在于,热压的温度150°-180°。
4.根据权利要求1所述的一种金属片和碳纤维复合材料板的成型工艺,其特征在于,所述粘合层(6)为聚烯烃和聚酰胺薄膜,所述粘合层(6)加热融化固定到金属片(3)内壁一侧的凹腔(5)内。
5.根据权利要求1所述的一种金属片和碳纤维复合材料板的成型工艺,其特征在于,采用的冷却方式和保压时间第三步中,热压完成后保压时间为60-120秒。
6.根据权利要求1所述的一种金属片和碳纤维复合材料板的成型工艺,其特征在于,所述基板(1)上端内壁两侧连接有立板(101),且所述立板(101)一侧下端连接有电动推杆(102),所述电动推杆(102)一端连接有电动夹手(103),所述立板(101)上方连接有横板(104),所述横板(104)内部上方连接有第一电机(105),所述第一电机(105)一端连接有第一丝杆(106),所述立板(101)中部一侧分别连接有第一连杆(107)和第二连杆(108)。
7.根据权利要求6所述的一种金属片和碳纤维复合材料板的成型工艺,其特征在于,所述横板(104)与第一连杆(107)之间对称连接有第一导杆(109),所述第一导杆(109)外端连接有第一滑块(110),所述第一丝杆(106)外部连接有移动块(111),且所述第一滑块(110)与移动块(111)同侧连接有折杆(112),所述折杆(112)下方连接有连板(113),所述连板(113)与热压模具(2)相接触。
8.根据权利要求1所述的一种金属片和碳纤维复合材料板的成型工艺,其特征在于,所述热压模具(2)包括上模座(201)和下模座(202),所述上模座(201)上端四角连接有定位销(203),所述下模座(202)下端四角开设有通孔(204),所述通孔(204)与定位销(203)相匹配,且所述下模座(202)下端中部开设有凹槽(205),且所述凹槽(205)与碳纤维复合材料板材片(4)相匹配。
9.根据权利要求1所述的一种金属片和碳纤维复合材料板的成型工艺,其特征在于,所述基板(1)上方中部连接有冷却机构(7),所述冷却机构(7)包括方座(701)、气缸(702)和移动板(703)所述气缸(702)设置于热压模具(2)一侧,且所述热压模具(2)另一侧连接有移动板(703),所述移动板(703)居中下方内部连接有第二丝杆(704),所述第二丝杆(704)一端连接有第二电机(705)。
10.根据权利要求9所述的一种金属片和碳纤维复合材料板的成型工艺,其特征在于,所述方座(701)上方与第二丝杆(704)相同一端连接有第二导杆(706),所述第二导杆(706)外端连接有第二滑块(707),且所述第二滑块(707)上方连接至移动板(703)下方,且所述方座(701)两侧连接有固定座(708),所述固定座(708)内部连接有风扇(709),所述风扇(709)一端连接有第三电机(710)。
技术总结本发明公开了一种金属片和碳纤维复合材料板的成型工艺,涉及碳纤维板材成型加工技术领域,针对现有的金属件重量一直降不下来,金属材料成本非常高,其报废率也比较高的问题,现提出如下方案,包括热压模具,热压模具内设有穴位,第一步,对金属片进行冲压,使其外周折弯形成用于承载物料的凹腔;第二步,金属片凹腔内填充粘合层;第三步,利用热压形成在穴位中的温度和压力将金属片和碳纤维复合材料粘合,经过冷却保压后将产品取出,形成碳纤维片紧贴在凹腔中,本发明结构金属片和碳纤维复合材料完全粘合的,也就是说可以保证每一片产品都能够符合设计要求,而且对于整个成品的重量至少减重1/2,提高良品率的同时还能够节省成本。技术研发人员:周绍华,李小娟,彭文开,陈天,巫国琼受保护的技术使用者:惠州市鑫瑞骐荣科技有限公司技术研发日:技术公布日:2024/9/12本文地址:https://www.jishuxx.com/zhuanli/20240914/295039.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表