一种新能源车用压铸铝零部件铸压装置的制作方法
- 国知局
- 2024-09-14 14:37:52
本发明涉及压铸装置的,尤其涉及一种新能源车用压铸铝零部件铸压装置。
背景技术:
1、压铸装置是用于压铸工艺的设备,用于将熔化的金属注入模具中,通过施加高压将金属冷却成形,以制造各种形状复杂的铸件。压铸装置通常包括压铸机、模具、喷嘴、冷却系统等部件,压铸工艺具有高效、精度高、生产效率高等特点,在新能源汽车零部件制造领域有广泛的应用。
2、通过压铸装置对汽车零部件进行加工时,需要预先在模具上喷涂脱模剂,以便于成品脱模,但是现有的脱模剂喷涂机构安装于整个压铸装置的侧面,这样不仅造成整个装置占地空间大,还影响成品从侧面取出。
技术实现思路
1、鉴于上述现有新能源车用压铸铝零部件铸压装置存在的问题,提出了本发明。
2、因此,本发明目的是提供一种新能源车用压铸铝零部件铸压装置。
3、为解决上述技术问题,本发明提供如下技术方案:一种新能源车用压铸铝零部件铸压装置,包括,
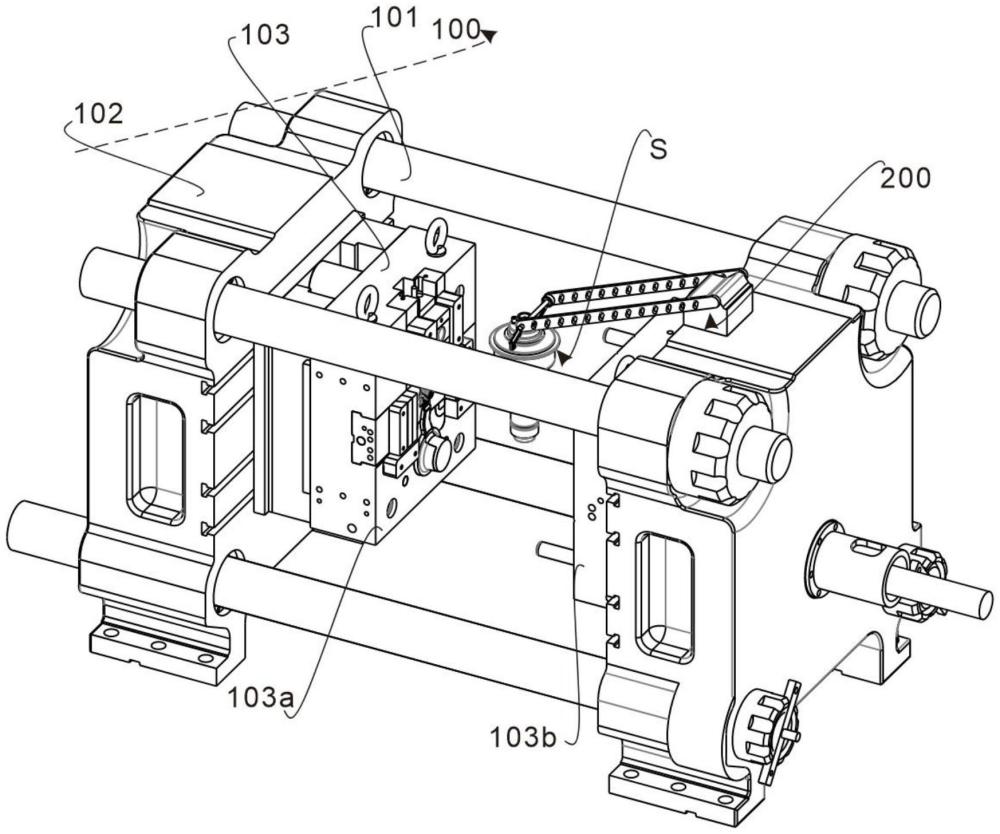
4、压铸机构,包括限位柱,滑动安装于所述限位柱上的锁模柱架,以及安装于所述锁模柱架上的模具组;
5、抬升架机构,其安装于所述锁模柱架上;以及,
6、喷射器,其设于所述抬升架机构上,所述喷射器具有进口端和出口端,所述喷射器的内部具有连通进口端和出口端的流体通道;
7、所述抬升架机构能够将喷射器移动至模具组之间。
8、作为本发明所述新能源车用压铸铝零部件铸压装置一种优选方案,其中:所述喷射器包括,
9、主体,其与所述抬升架机构相连;
10、驱动机构,其设于所述主体的内部;
11、活动芯机构,其安装于所述流体通道的内侧,在所述驱动机构的驱动下能够轴向直线移动,控制出口端的开启和封闭。
12、作为本发明所述新能源车用压铸铝零部件铸压装置一种优选方案,其中:所述主体包括上壳体;
13、所述驱动机构包括安装于上壳体内部的线轴,缠绕于所述线轴径向外壁的电磁线圈,以及设于所述流体通道内部能够移动的电枢;
14、所述电枢至少部分被电磁线圈包围。
15、作为本发明所述新能源车用压铸铝零部件铸压装置一种优选方案,其中:所述主体还包括安装于上壳体上的主轴,以及与所述主轴相连的壳座,所述主轴和壳座内部均具有腔组合构成流体通道;
16、所述活动芯机构包括与电枢相连能够在流体通道内部滑动的阀芯,以及设于所述阀芯端部的芯头。
17、作为本发明所述新能源车用压铸铝零部件铸压装置一种优选方案,其中:还包括导流机构;其包括,
18、液体管,其一端延伸至主轴的内侧;
19、气体舱,其设于所述液体管的径向外壁,其一端开设有气体进入口,所述气体舱通过气体进入口与流体通道连通。
20、作为本发明所述新能源车用压铸铝零部件铸压装置一种优选方案,其中:所述阀芯,
21、外芯嘴,其滑动设于所述液体管和主轴之间;
22、内芯嘴,其与所述外芯嘴相连,且延伸至液体管的内侧;
23、芯柱,其与所述内芯嘴连通,其一端贯穿所述壳座;
24、所述芯头安装于芯柱的端部;
25、所述液体管和阀芯将流体通道分隔为气体通道和液体通道。
26、作为本发明所述新能源车用压铸铝零部件铸压装置一种优选方案,其中:所述液体管的径向外壁开设有倾斜槽,所述倾斜槽能够连通气体通道和液体通道。
27、作为本发明所述新能源车用压铸铝零部件铸压装置一种优选方案,其中:所述壳座的端部开设有液体喷口,所述芯头与液体喷口抵触时,液体喷口封闭;
28、所述壳座上开设有与气体通道连通的气体槽,所述壳座上还开设有气体过渡舱,所述壳座的径向外壁于气体过渡舱的对应位置开设有气体喷口;
29、所述芯柱的外侧还设置有封堵块,所述封堵块能够封闭气体槽。
30、作为本发明所述新能源车用压铸铝零部件铸压装置一种优选方案,其中:还包括端部盖,所述端部盖安装于壳座开设有液体喷口的端部;
31、所述端部盖具有盖腔,所述端部盖的径向外壁开设有侧排口。
32、作为本发明所述新能源车用压铸铝零部件铸压装置一种优选方案,其中:所述芯头包括固定于所述芯柱内部的内环,滑动安装于所述内环上的滑柱,以及设于所述内环和滑柱端部之间的第二弹性件,以及设于所述滑柱另一端部的封闭头。
33、本发明的有益效果:抬升架机构能够将喷射器移动至模具组之间,脱模剂从进口端进入,同时压缩空气也从进口端进入,在流体通道内部完成和压缩空气的混合,从而雾化脱模剂,将雾化的脱模剂从出口端排出,从而喷射到两个模具上,完成脱模剂的喷洒工作,从而能够快速完成脱模剂的喷洒工作,喷射器安装于锁模柱架,能够有效避免影响成品取出的问题。
技术特征:1.一种新能源车用压铸铝零部件铸压装置,其特征在于:包括,
2.如权利要求1所述的新能源车用压铸铝零部件铸压装置,其特征在于:所述喷射器(s)包括,
3.如权利要求2所述的新能源车用压铸铝零部件铸压装置,其特征在于:所述主体(300)包括上壳体(301);
4.如权利要求3所述的新能源车用压铸铝零部件铸压装置,其特征在于:所述主体(300)还包括安装于上壳体(301)上的主轴(302),以及与所述主轴(302)相连的壳座(303),所述主轴(302)和壳座(303)内部均具有腔组合构成流体通道(s3);
5.如权利要求4所述的新能源车用压铸铝零部件铸压装置,其特征在于:还包括导流机构(600);其包括,
6.如权利要求5所述的新能源车用压铸铝零部件铸压装置,其特征在于:所述阀芯(501),
7.如权利要求6所述的新能源车用压铸铝零部件铸压装置,其特征在于:所述液体管(601)的径向外壁开设有倾斜槽(601a),所述倾斜槽(601a)能够连通气体通道(s4)和液体通道(s5)。
8.如权利要求7所述的新能源车用压铸铝零部件铸压装置,其特征在于:所述壳座(303)的端部开设有液体喷口(303a),所述芯头(502)与液体喷口(303a)抵触时,液体喷口(303a)封闭;
9.如权利要求7或8所述的新能源车用压铸铝零部件铸压装置,其特征在于:还包括端部盖(700),所述端部盖(700)安装于壳座(303)开设有液体喷口(303a)的端部;
10.如权利要求9所述的新能源车用压铸铝零部件铸压装置,其特征在于:所述芯头(502)包括固定于所述芯柱(501c)内部的内环(502a),滑动安装于所述内环(502a)上的滑柱(502b),以及设于所述内环(502a)和滑柱(502b)端部之间的第二弹性件(502c),以及设于所述滑柱(502b)另一端部的封闭头(502d)。
技术总结本发明公开了一种新能源车用压铸铝零部件铸压装置,包括,压铸机构,包括限位柱,滑动安装于所述限位柱上的锁模柱架,以及安装于所述锁模柱架上的模具组;抬升架机构,其安装于所述锁模柱架上;以及,喷射器,其设于所述抬升架机构上,所述喷射器具有进口端和出口端,所述喷射器的内部具有连通进口端和出口端的流体通道;所述抬升架机构能够将喷射器移动至模具组之间。抬升架机构能够将喷射器移动至模具组之间,雾化的脱模剂从出口端排出,从而喷射到两个模具上,完成脱模剂的喷洒工作,从而能够快速完成脱模剂的喷洒工作,喷射器安装于锁模柱架,能够有效避免影响成品取出的问题。技术研发人员:汤书兵,迮有林,柏香芹,汤书红,沈道元受保护的技术使用者:江苏鼎鑫智造科技股份有限公司技术研发日:技术公布日:2024/9/12本文地址:https://www.jishuxx.com/zhuanli/20240914/295178.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表