一种防止炉料架桥的镍基高温合金真空感应冶炼方法与流程
- 国知局
- 2024-09-14 14:36:03
本发明属于镍基合金真空感应冶炼,具体涉及一种防止炉料架桥的镍基高温合金真空感应冶炼方法。
背景技术:
1、镍基高温合金指的是以镍为基体在650~1000℃范围内具有较高强度和良好抗氧化、抗腐蚀能力的高温合金材料。镍基高温合金系列材料,被广泛地应用在航空、航天、石油、化工、核能、冶金、海洋船舶、环保、机械、电子等领域。一是镍基合金中可以溶解较多合金元素,且能保持较好的组织稳定性;二是可以形成共格有序的 a3b型金属间化合物γ'[ni3(al,ti)]相作为强化相,使合金得到有效的强化,获得比铁基高温合金和钴基高温合金更高的高温强度;三是含铬的镍基合金具有比铁基高温合金更好的抗氧化和抗燃气腐蚀能力。镍基合金含有十多种元素,其中cr主要起抗氧化和抗腐蚀作用,其他元素主要起强化作用。根据它们的强化作用方式可分为:固溶强化元素,如钨、钼、钴、铬和钒等;沉淀强化元素,如铝、钛、铌和钽;晶界强化元素,如硼、锆、镁和稀土元素等。
2、由于真空感应冶炼与其他冶炼方法相比具有独特的优点,可以避免熔炼和浇铸过程中合金元素氧化、烧损等问题,从而可实现精确地控制化学成分,生产出来的钢种具有低的气体含量、低的氧化物夹杂、低的有害杂质等特点,因此特别适合镍基高温合金材料研究及批量生产。
3、由于镍基高温合金,镍含量一般大于50wt%,采用的原料厚度多为5mm~10mm左右的镍板料,镍板因材料较薄,面积较大,在真空感应冶炼时坩埚布料较为困难。如果布料不合理,随炉装料(冶炼前装入坩埚原料)装入量较少,达不到规定的冶炼钢锭重量。只能在冶炼熔清后,多次加入镍板,才能解决冶炼重量不足的问题。直接导致冶炼时间较长,影响冶炼效率和坩埚使用寿命。如150公斤真空感应炉,冶炼镍基高温合金一般要在随炉原料熔清后,需要补加镍板1~3次,冶炼时间偏长。
4、在真空感应冶炼镍基高温合金时,熔化速度不合理,真空状态下碳氧反应剧烈,钢液经常发生严重喷溅,喷溅的钢液会把坩埚内上部料之间及炉料和坩埚内壁残渣粘结在一起,导致上部炉料架空下不去,而下部炉料全部熔化成钢水形成熔池,上部未熔化的炉料和下部钢水完全分开。这种情况下,只能使用捣料杆进行强行捣料,使架桥的炉料下降,与坩埚下部钢水结合熔化。此操作极易损伤坩埚内壁,导致坩埚出现裂纹,严重的可能导致发生漏钢事故,影响冶炼成本及安全。
5、如捣料杆无法将架桥炉料捣入钢水中或真空感应炉没有配置捣料杆及相关设备,只能开炉处理。开炉则会严重影响钢水的洁净度,同时会大大降低坩埚的使用次数和设备使用寿命。
6、基于以上,有必要开发防止镍基高温合金炉料架桥的真空感应冶炼方法。
技术实现思路
1、基于此,上述现有技术的不足,提供一种防止炉料架桥的镍基高温合金真空感应冶炼方法,该冶炼方法能够有效解决镍基高温合金在冶炼时发生炉料架桥的情况。
2、为了实现上述目的,采用以下技术方案:
3、本发明提供一种防止炉料架桥的镍基高温合金真空感应冶炼方法,包括以下步骤:
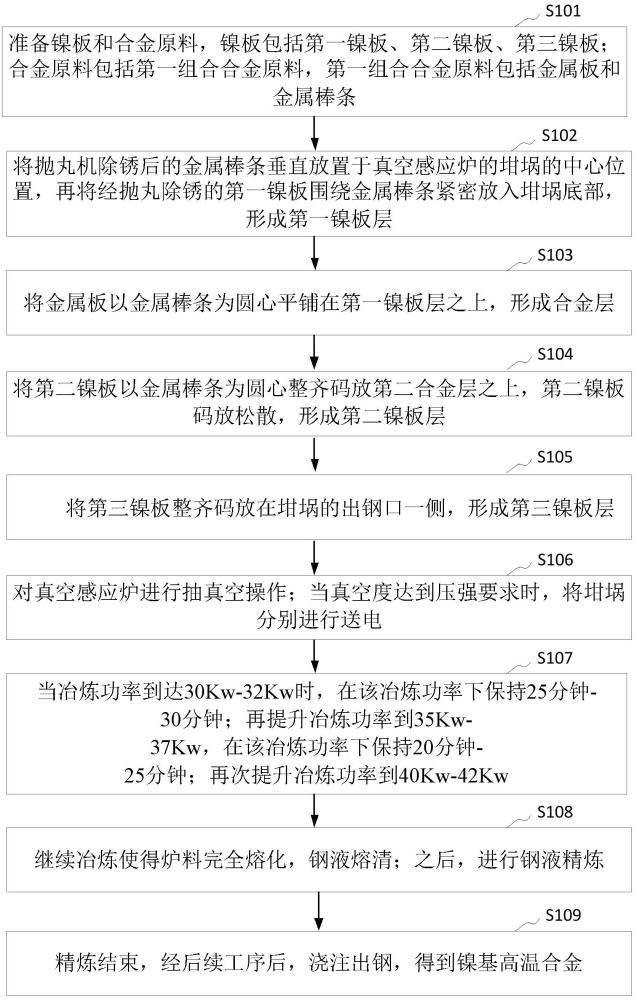
4、s101. 准备镍板和合金原料,镍板包括第一镍板、第二镍板、第三镍板;合金原料包括第一组合合金原料,第一组合合金原料包括金属板和金属棒条;
5、s102. 将抛丸机除锈后的金属棒条垂直放置于真空感应炉的坩埚的中心位置,再将经抛丸除锈的第一镍板围绕金属棒条紧密放入坩埚底部,形成第一镍板层;
6、s103.将金属板以金属棒条为圆心平铺在第一镍板层之上,形成合金层;
7、s104. 将第二镍板以金属棒条为圆心整齐码放在合金层之上,第二镍板码放松散,形成第二镍板层;
8、s105. 将第三镍板整齐码放在坩埚的出钢口一侧,形成第三镍板层;
9、s106. 对真空感应炉进行抽真空操作;当真空度达到压强要求时,将坩埚分别进行送电;
10、s107. 当冶炼功率到达30kw-32kw时,在该冶炼功率下保持25分钟-30分钟;再提升冶炼功率到35kw-37kw,在该冶炼功率下保持20分钟-25分钟;再次提升冶炼功率到40kw-42kw;
11、s108. 继续冶炼使得炉料完全熔化,钢液熔清;之后,进行钢液精炼;
12、s109. 精炼结束,经后续工序后,浇注出钢,得到镍基高温合金。
13、在一些实施例中,合金原料还包括第二组合合金原料;
14、s109. “精炼结束,经后续工序后,浇注出钢”包括:
15、在真空感应炉的合金料仓中预先放置用于脱氧合金化的第二组合合金原料,备用;
16、精炼结束,停电结膜,结膜后加入合金料仓中的第二组合合金原料,继续精炼20-30min,精炼温度控制在1500-1520℃;
17、将冶炼温度提升到1540-1560℃,浇注出钢。
18、在一些实施例中,第一镍板为20mm-40mm宽,150mm-170mm长的镍板;第二镍板为20mm-40mm宽,130mm-150mm长的镍板;第三镍板为20mm-40mm宽,50mm-130mm长的镍板。
19、在一些实施例中,真空感应炉的坩埚使用纯fe洗炉后的无裂纹的镁铝砂坩埚;镁铝砂坩埚化学成分:mgo≥37wt%、cao≤0.6 wt %、al2o3≥60 wt %、fe2o3≤0.4 wt %、sio2≤0.6 wt %。
20、在一些实施例中,s108中,当冶炼温度达1200-1220℃时,保持功率直至炉料完全熔化,钢液熔清;之后,精炼20min,精炼温度控制在1500-1520℃。
21、在一些实施例中,s105中,第三镍板的码放数量≤第二镍板层的重量的1/4。
22、在一些实施例中,s106中,当真空感应炉内真空度达≤5pa时,开始送电;在真空感应炉内真空度波动≤1 pa后,每10分钟提升冶炼功率5kw-10kw。
23、在一些实施例中,合金层位于真空感应炉的感应线圈的位置。
24、在一些实施例中,第一组合合金原料采用不易被氧化的合金,包括但不限于:铌、钼、钨、铁、钛、铬、钒、钴;其中,金属板包括但不限于:钨、铁、铌、钼;金属棒条包括但不限于:钛、铬、钒、钴。
25、在一些实施例中,第二组合合金原料采用易被氧化的合金,包括但不限于碳、铝、镁、硼,第二组合合金原料的熔点低于第一组合合金原料的熔点。
26、本发明具有以下有益技术效果:
27、本发明公开的防止炉料架桥的镍基高温合金真空感应冶炼方法采用第一镍板层-合金层-形成第二镍板层-第三镍板层以及中心摆放金属棒条的布料方式,无需多次加入镍板并且保证物料熔化速度合理,不会产生炉料架桥的现象。
技术特征:1.一种防止炉料架桥的镍基高温合金真空感应冶炼方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的防止炉料架桥的镍基高温合金真空感应冶炼方法,其特征在于,所述合金原料还包括第二组合合金原料;
3.根据权利要求1所述的防止炉料架桥的镍基高温合金真空感应冶炼方法,其特征在于,第一镍板为20mm-40mm宽,150mm-170mm长的镍板;第二镍板为20mm-40mm宽,130mm-150mm长的镍板;第三镍板为20mm-40mm宽,50mm-130mm长的镍板。
4. 根据权利要求1所述的防止炉料架桥的镍基高温合金真空感应冶炼方法,其特征在于,真空感应炉的坩埚使用纯fe洗炉后的无裂纹的镁铝砂坩埚;镁铝砂坩埚化学成分:mgo≥37wt%、cao≤0.6 wt %、al2o3≥60 wt %、fe2o3≤0.4 wt %、sio2≤0.6 wt %。
5.根据权利要求1所述的防止炉料架桥的镍基高温合金真空感应冶炼方法,其特征在于,s108中,当冶炼温度达1200-1220℃时,保持功率直至炉料完全熔化,钢液熔清;之后,精炼20min,精炼温度控制在1500-1520℃。
6.根据权利要求1所述的防止炉料架桥的镍基高温合金真空感应冶炼方法,其特征在于,s105中,第三镍板的码放数量≤第二镍板层的重量的1/4。
7. 根据权利要求1所述的防止炉料架桥的镍基高温合金真空感应冶炼方法,其特征在于,s106中,当真空感应炉内真空度≤5pa时,开始送电;在真空感应炉内真空度波动≤1 pa后,每10分钟提升冶炼功率5kw-10kw。
8.根据权利要求1所述的防止炉料架桥的镍基高温合金真空感应冶炼方法,其特征在于,合金层位于真空感应炉的感应线圈的位置。
9.根据权利要求1所述的防止炉料架桥的镍基高温合金真空感应冶炼方法,其特征在于,第一组合合金原料采用不易被氧化的合金,包括但不限于:铌、钼、钨、铁、钛、铬、钒、钴、锰;其中,金属板包括但不限于:钨、铁、铌、钼、锰;金属棒条包括但不限于:钛、铬、钒、钴。
10.根据权利要求2所述的防止炉料架桥的镍基高温合金真空感应冶炼方法,其特征在于,所述第二组合合金原料采用易被氧化的合金,包括但不限于碳、铝、镁、硼,所述第二组合合金原料的熔点低于所述第一组合合金原料的熔点。
技术总结本发明公开了防止炉料架桥的镍基高温合金真空感应冶炼方法,属于镍基合金真空感应冶炼领域。该方法包括:准备镍板和合金原料;将金属棒条垂直放置于中心位置,再将第一镍板围绕金属棒条紧密放入坩埚底部,形成第一镍板层;将金属板以金属棒条为圆心平铺在第一镍板层之上形成合金层;将第二镍板以金属棒条为圆心放在合金层上;将第三镍板整齐码放在坩埚的出钢口一侧;抽真空送电;冶炼;钢液精炼;浇注出钢。本发明的冶炼方法采用第一镍板层‑合金层‑形成第二镍板层‑第三镍板层以及中心摆放金属棒条的布料方式,无需多次加入镍板并且保证物料熔化速度合理,不会产生炉料架桥的现象。技术研发人员:李鑫,税烺,席硕硕,柏川受保护的技术使用者:成都先进金属材料产业技术研究院股份有限公司技术研发日:技术公布日:2024/9/12本文地址:https://www.jishuxx.com/zhuanli/20240914/294997.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。