一种高性能钢包座砖的制作方法与流程
- 国知局
- 2024-09-14 15:03:14
本专利涉及钢铁冶金炉外精炼底吹氩透气砖、座砖,特别是透气砖、座砖浇注成型的模具结构、与振动台之间的固定方式、振动台的控制方式及成型方法。
背景技术:
1、透气砖是钢铁冶金领域中炉外精炼工艺的核心部件,透气砖的意义在于通过底吹氩气搅拌钢水,以达到调整钢水成分、调整钢水温度、去除夹杂等效果。
2、从结构而言,透气砖一般分为两部分:透气芯及透气座砖。市场上绝大部分透气芯是传统的狭缝式透气芯,即将烧失物根据一定的规范要求预置模具中,成型后通过烧制产生气体通道,烧失物的规格、结构、分布等直接决定透气芯气体通道的相关特征。近年来透气芯出现了多种结构,但无一例外的是都会有振动成型的步骤,透气座砖也需要振动成型。即通过振动的方式使得具有特定性能的耐火浇注料流动以填充到模具空间,这个过程中涉及排气、颗粒自由堆积等过程使得浇注体致密化、均匀化,然后通过化学或物理方法使其凝固而具有一定形状,再进行后续工序处理。可见振动成型是透气砖产品必不可少的工序,如果对其进行优化创造,则具有重要意义。
3、透气芯浇注料一般选择刚玉-尖晶石质或氧化铬-刚玉-尖晶石质材料,有些免烧透气芯中还加入部分牌号为446#的钢纤维,这种钢纤维具有一定顺磁性。座砖中几乎都会加入钢纤维,这种钢纤维同样具有一定顺磁性。
4、耐火材料行业中振动成型方式有振动棒和振动台两种方式,前者置入模具中,与常见的混凝土施工类似,这种方式适用于大件成型,对于透气砖是不适用的。
5、振动台的简单结构是将合适的振动源,如振动电机固定在工作平台上,再将工作平台悬挂或置于几组符合要求的减振弹簧之上,通过振动源带动工作台实现往复运动,其中振动源的参数、弹簧参数决定振动台的参数,如振动方向、激振力、负荷等。
6、目前透气砖常规的振动成型方式是将模具通过螺栓连接等机械方式或磁吸的方式固定在振动平台上,开启振动台后加入耐火浇注料,最后还有点“点振”过程,即在极短时间内开、关振动台,目的是调整振动力,以实现耐火浇注料表面流动状态或排气功能。
7、显然,在频繁、高强度振动之下,通过机械的方式固定模具与振动台是不可靠的,相关部件易松动、易损坏、自动化程度不高、生产效率低、制品质量稳定性不可靠等缺点。
8、座砖和部分透气芯中含有钢纤维,磁吸的方式同样会导致钢纤维不同程度的下沉、偏析,导致制品不均匀,影响使用效果,在实际应用中,因钢纤维不均匀引发的钢水泄漏事故很多,但大多并未有深刻认识。
9、透气砖位于钢包底部,属耗材,所处的工况环境极其复杂,易出现钢水泄漏的事故;另外其功能也就是对钢水的搅拌效果直接决定炉外精炼的质量;透气砖寿命是钢包耐材整体寿命的短板,其寿命直接决定钢包整体耐材的综合成本、综合能耗等。而透气芯的形状特点是高径比非常大的锥台,如常用透气芯为高度500mm,而中位直径只有120mm-160mm,属于“细长型”,成型时喂料较慢,成型作业时间较长,上下部易出现不均匀情况,可见振动方式对其影响较大,因此,在追求高品质产品、高安全性产品的前提下,为实现上述“功能性”、“高寿命”、“安全性”之特点,振动成型装备应与耐火浇注料的重量、流体特性尽可能匹配,才可能制造出高品质、高安全性的产品。
10、传统的做法是开启振动台,直到喂料结束,过程中振动参数是恒定的,未与已加入模具中的浇注料有所匹配,显然,这个过程有极大改进的空间。
技术实现思路
1、针对所述不足,本发明采取一系列的技术方案:1,继电器控制,以磁吸方式固定模具成型无钢纤维透气砖浇注料
2、这种结构包括三个部分,透气芯或座砖模具部分、振动系统部分、控制部分。模具要求底板是钢制,具有顺磁性,厚度为10mm-30mm;振动系统部分包括一个或多个振动电机、一个对称的钢结构工作平台、多个同型号的减振弹簧、一个或多个电磁铁,电磁铁通电时,和模具吸合固定,电磁铁断电时和模具无主动作用力,模具可移开;控制部分的核心部件为一个多档转换开关、多个循环式时间继电器、一个接触器。三相交流电经接触器工作端后进入振动电机,多档转换开关的每个线路连接一个循环式时间继电器,所有循环式时间继电器输出端连接接触器控制部分输入端。
3、如果是多个振动电机,则要求是同个型号,调节成相同的激振力。
4、振动电机均安装于工作平台下方重心位或与重心位对称,电磁铁固定于工作平台上部,电磁铁上面是模具,安装有振动电机、电磁铁的钢结构框架置于减震弹簧之上。
5、振动电机的激振力之和是钢结构工作台的重量、所有振动电机的重量、所有电磁铁的重量、所有模具的重量、模具中加满耐火浇注料重量之和的1.3-1.5倍。
6、电磁铁作用于模具的磁力是激振力的1.1倍以上。
7、多档转换开关有4-8个线路档位,其中一个是常断线路。
8、该系统的控制方案是:
9、多档转换开关的功能是,具有多个线路,其中一个是常断线路,将开关旋到1档,则线路1接通,其它路线断开,旋到2档,则线路2接通,其它路线断开,以此类推,当旋转到常断开线路时,则没有通路。除常断线路外,每个线路连接一个循环式时间继电器。循环式时间继电器的功能是,工作时,接通一定时间,然后断开一定时间,比如接通30秒,断开10秒,如此循环。一个循环式时间继电器只能设置两组时间即工作时间和断开时间,因此该控制系统需要多个循环式时间继电器,以设置多组不同的工作时间和断开时间。在工作时,多组继电器只有一个是通路,只有一条线路是工作的,继电器控制接触器的通路与关闭,从而控制振动电机的转动与停止。比如将转换开关旋到档位1时,振动电机会执行通30秒,断10秒,如此往复;一定时间后将转换开关旋到档位2时,将档位2连接的循环式时间继电器的通时设成60秒,断时设成40秒,振动电机则会执行通60秒,断40秒,如此往复;将转换开关旋到档位3则类似;将转换开关旋到常断档位,则振动电机停止工作。
10、通过时间继电器和接触器来接通或断开振动电机的电源,利用振动电机的惯性来控制其输出振动力。当振动电机电源接通时,其转速逐渐达到最大值,同样振动力也逐渐达到最大值,如果在达到最大值之前断开电机电源,或者在转速降为0之前接通电源,如此循环便可得到所需的振动力。
11、作业过程中,人为通过经验判断已加入模具中浇注料的重量,设置4-6组时间继电器,使得具有恰当的振动力,当模具中的浇注料更多时,将振动力调节更大一点。
12、这个方案的有益效果是模具和振动系统之间固定可靠、不松动;模具容易移开,极大的提高生产作业效率;同时实现了模具中浇注料较少的时候即重量轻的时候施以较小的振动力,模具中浇注料越多,施以的振动力越大。符合材料成型科学性,会极大程度避免偏析、不均匀等现象。这种方案适用于无钢纤维的浇注料振动成型。另外,电磁铁作用于模具时残余的磁力可能会对浇注料中的某些粒子产生作用力,导致制品内部结构产生一定的秩序,有可能会有负面影响,针对此情况,可采取如下方案:
13、2,继电器控制,以磁吸方式固定模具成型含钢纤维透气砖浇注料
14、这种结构包括三个部分,透气芯或座砖模具部分、振动系统部分、控制部分。模具要求与磁力吸盘接触的底板有钢制部分,具有顺磁性,厚度为10mm-30mm,制品正下方的底板中,靠近电磁铁侧镶嵌一块磁屏蔽板,磁屏蔽板和电磁铁有一定的距离是最佳的,底板其它部位则和电磁铁接触产生吸合力;振动系统部分包括一个或多个振动电机、一个对称的钢结构工作平台、多个同型号的减振弹簧、一个或多个电磁铁,电磁铁和钢结构工作平台固定,电磁铁通电时,和模具吸合固定,电磁铁断电时和模具无主动作用力,模具可移开;控制部分的核心部件为一个多档转换开关、多个循环式时间继电器、一个接触器。三相交流电经接触器工作端后进入振动电机,多档转换开关的每个线路连接一个循环式时间继电器,所有循环式时间继电器输出端连接接触器控制部分输入端。
15、如果是多个振动电机,则要求是同个型号,调节成相同的激振力。
16、磁屏蔽板选择厚度为3-6mm厚的具有屏蔽磁力功能的工业板材,如金属铝板等。
17、振动电机均安装于工作平台下方重心位或与重心位对称,电磁铁固定于工作平台上部,电磁铁上面是模具,安装有振动电机、电磁铁的钢结构框架置于减震弹簧之上。
18、振动电机的激振力之和是钢结构工作台的重量、所有振动电机的重量、所有电磁铁的重量、所有模具的重量、模具中加满耐火浇注料重量之和的1.3-1.5倍。
19、电磁铁作用于模具的磁力是激振力的1.1倍以上。
20、多档转换开关有4-8个线路档位,其中一个是常断线路。
21、该系统的控制方案是:
22、多档转换开关的功能是,具有多个线路,其中一个是常断线路,将开关旋到1档,则线路1接通,其它路线断开,旋到2档,则线路2接通,其它路线断开,以此类推,当旋转到常断开线路时,则没有通路。除常断线路外,每个线路连接一个循环式时间继电器。循环式时间继电器的功能是,工作时,接通一定时间,然后断开一定时间,比如接通30秒,断开10秒,如此循环。一个循环式时间继电器只能设置两组时间即工作时间和断开时间,因此该控制系统需要多个循环式时间继电器,以设置多组不同的工作时间和断开时间。在工作时,多组继电器只有一个是通路,只有一条线路是工作的,继电器控制接触器的通路与关闭,从而控制振动电机的转动与停止。比如将转换开关旋到档位1时,振动电机会执行通30秒,断10秒,如此往复;一定时间后将转换开关旋到档位2时,将档位2连接的循环式时间继电器的通时设成60秒,断时设成40秒,振动电机则会执行通60秒,断40秒,如此往复;将转换开关旋到档位3则类似;将转换开关旋到常断档位,则振动电机停止工作。
23、通过时间继电器和接触器来接通或断开振动电机的电源,利用振动电机的惯性来控制其输出振动力。当振动电机电源接通时,其转速逐渐达到最大值,同样振动力也逐渐达到最大值,如果在达到最大值之前断开电机电源,或者在转速降为0之前接通电源,如此循环便可得到所需的振动力。
24、作业过程中,人为通过经验判断已加入模具中浇注料的重量,设置4-6组时间继电器,使得具有恰当的振动力,当模具中的浇注料更多时,将振动力调节更大一点。
25、这个方案的有益效果是模具和振动系统之间固定可靠、不松动,模具极其容易移开,极大的提高生产作业效率;通过磁屏蔽的方式,减少甚至避免了磁力对钢纤维分布的影响,使其更均匀;同时实现了模具中浇注料较少的时候即重量轻的时候自动施以较小的振动力,模具中浇注料越多,施以的振动力越大,符合材料成型科学性,会极大程度避免偏析、不均匀等现象。但通过时间继电器来控制依然有较明显的缺陷。
26、3,变频控制,以磁吸方式固定模具成型无钢纤维透气砖浇注料
27、这种结构包括三个部分,透气芯或座砖模具部分、振动系统部分、控制部分。模具要求底板是钢制,具有顺磁性,厚度为10mm-30mm;振动系统部分包括一个或多个振动电机、一个对称的钢结构工作平台、多个同型号的减振弹簧、一个或多个电磁铁,电磁铁通电时,和模具吸合固定,电磁铁断电时和模具无主动作用力,模具可移开;控制部分的核心部件为为变频器。工作交流电输入变频器后输入振动电机。
28、如果是多个振动电机,则要求是同个型号,调节成相同的激振力。
29、振动电机均安装于工作平台下方重心位或与重心位对称,电磁铁固定于工作平台上部,电磁铁上面是模具,安装有振动电机、电磁铁的钢结构框架置于减震弹簧之上。
30、振动电机的激振力之和是钢结构工作台的重量、所有振动电机的重量、所有电磁铁的重量、所有模具的重量、模具中加满耐火浇注料重量之和的1.3-1.5倍。
31、电磁铁作用于模具的磁力是激振力的1.1倍以上。
32、该系统的控制方案是:将变频器的旋钮引接到工作平台上以方便操作,工作交流电经变频器后与振动电机连接,通过变频器旋钮改变输入振动电机的电流频率,继而控制电机的转速,最终控制振动电机的振动力。
33、作业过程中,人为判断已加入模具中浇注料的重量所需的振动力,调节变频器旋钮,使得具有恰当的振动力,当模具中的浇注料更多时,将振动力调节更大一点。
34、这个方案的有益效果是模具和振动系统之间固定可靠、不松动,模具极其容易移开,极大的提高生产作业效率;同时实现了模具中浇注料较少的时候即重量轻的时候自动施以较小的振动力,模具中浇注料越多,施以的振动力越大,符合材料成型科学性,会极大程度避免偏析、不均匀等现象,通过变频器控制较为方便、灵活,可随时调节所需的振动力。
35、4,变频控制,以磁吸方式固定模具成型含钢纤维透气砖浇注料
36、这种结构包括三个部分,透气芯或座砖模具部分、振动系统部分、控制部分。模具要求至少与磁力吸盘接触的底板是钢制,具有顺磁性,厚度为10mm-30mm,制品正下方的底板中,靠近电磁铁侧镶嵌一块磁屏蔽板,磁屏蔽板和电磁铁有一定的距离是最佳的,底板其它部位则和电磁铁接触产生吸合力;振动系统部分包括一个或多个振动电机、一个对称的钢结构工作平台、多个同型号的减振弹簧、一个或多个电磁铁,电磁铁通电时,和模具吸合固定,电磁铁断电时和模具无主动作用力,模具可移开;控制部分的核心部件为为变频器。
37、如果是多个振动电机,则要求是同个型号,调节成相同的激振力。
38、磁屏蔽板选择厚度为3-6mm厚的铝板。
39、振动电机均安装于工作平台下方重心位或与重心位对称,电磁铁固定于工作平台上部,电磁铁上面是模具,安装有振动电机、电磁铁的钢结构框架置于减震弹簧之上。
40、振动电机的激振力之和是钢结构工作台的重量、所有振动电机的重量、所有电磁铁的重量、所有模具的重量、模具中加满耐火浇注料重量之和的1.3-1.5倍。
41、电磁铁作用于模具的磁力是激振力的1.1倍以上。
42、该系统的控制方案是:将变频器的旋钮引接到工作平台上以方便操作,工作交流电经变频器后与振动电机连接,通过变频器旋钮改变输入振动电机的电流频率,继而控制电机的转速,最终控制振动电机的振动力。
43、作业过程中,人为通过经验判断已加入模具中浇注料的重量,调节变频器旋钮,使得具有恰当的振动力,当模具中的浇注料更多时,将振动力调节更大一点。
44、这个方案的有益效果是模具和振动系统之间固定可靠、不松动,模具极其容易移开,极大的提高生产作业效率;通过磁屏蔽的方式,减少甚至避免了磁力对钢纤维分布的影响,使其更均匀;同时实现了模具中浇注料较少的时候即重量轻的时候自动施以较小的振动力,模具中浇注料越多,施以的振动力越大,符合材料成型科学性,会极大程度避免偏析、不均匀等现象;通过变频器控制较为方便、灵活,可随时调剂振动。但变频器控制需要人工手动操作,自动程度依然较低。
45、5,以时间控制无钢纤维透气砖成型系统
46、这种结构包括三个部分,透气芯或座砖模具部分、振动系统部分、控制部分。模具要求底板是钢制,具有顺磁性,厚度为10mm-30mm;振动系统部分包括一个或多个振动电机、一个对称的钢结构工作平台、多个同型号的减振弹簧、一个或多个电磁铁,电磁铁通电时,和模具吸合固定,电磁铁断电时和模具无主动作用力,模具可移开;控制部分的核心部件是plc和变频器。
47、如果是多个振动电机,则要求是同个型号,调节成相同的激振力。
48、振动电机均安装于工作平台下方重心位或与重心位对称,电磁铁固定于工作平台上部,电磁铁上面是模具,安装有振动电机、电磁铁的钢结构框架置于减震弹簧之上。
49、振动电机的激振力之和是钢结构工作台的重量、所有振动电机的重量、所有电磁铁的重量、所有模具的重量、模具中加满耐火浇注料重量之和的1.3-1.5倍。
50、电磁铁作用于模具的磁力是激振力的1.1倍以上。
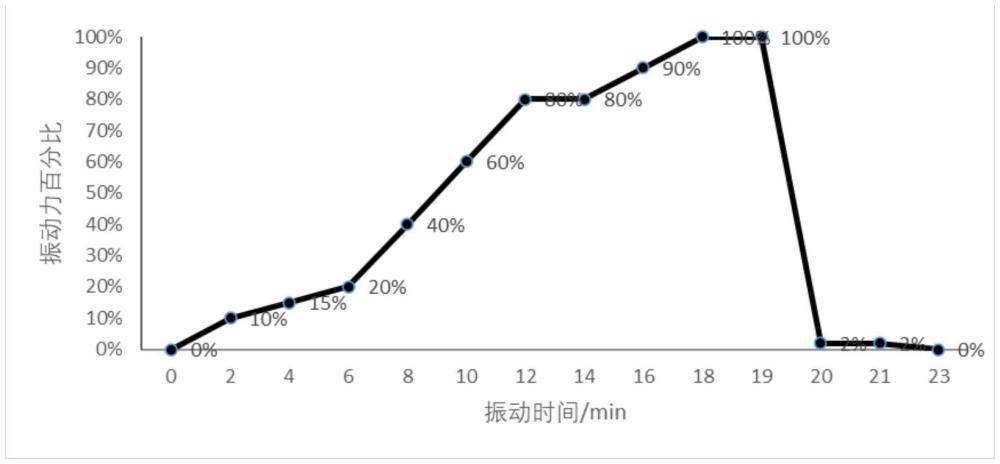
51、该系统的控制方案是:使用plc模拟量模块控制变频器输出的电流频率,继而控制电机的转速,最终控制振动力。将变频器的参数设置为模拟量控制,按喂料时间和所需振动力设计时间和振动百分比的曲线图,参考曲线图,在plc控制器中编程修改变频器输出的电流的频率,判断振动电机的振动力情况,确定最终不同时间的电流频率。时间越短,模具中的料越少,所需的振动力越小。振动百分比是指输出振动力与电机最大振动力的比值,如振动百分比为100%,是最大振动力,振动百分比为0,则不振动,振动百分比和振动电机的输入电流频率是函数关系。
52、本发明的有益效果是:通过上述方法,实现了模具中浇注料较少的时候即重量轻的时候自动施以较小的振动力,模具中浇注料越多,施以的振动力越大。plc控制,具有较高的可靠性,能够实现多个不同重量的制品成型,只需选择所需的曲线图即可,该方案符合材料成型科学性,会极大程度避免偏析、不均匀等现象。
53、6,以时间控制含钢纤维透气砖成型系统
54、这种结构包括三个部分,透气芯或座砖模具部分、振动系统部分、控制部分。模具要求至少与磁力吸盘接触的底板是钢制,具有顺磁性,厚度为10mm-30mm,制品正下方的底板中,靠近电磁铁侧镶嵌一块磁屏蔽板,磁屏蔽板和电磁铁有一定的距离是最佳的,底板其它部位则和电磁铁接触产生吸合力;振动部分是三相交流振动电机驱动的振动平台;控制部分的核心部件是plc和变频器。
55、如果是多个振动电机,则要求是同个型号,调节成相同的激振力。
56、振动电机均安装于工作平台下方重心位或与重心位对称,电磁铁固定于工作平台上部,电磁铁上面是模具,安装有振动电机、电磁铁的钢结构框架置于减震弹簧之上。
57、振动电机的激振力之和是钢结构工作台的重量、所有振动电机的重量、所有电磁铁的重量、所有模具的重量、模具中加满耐火浇注料重量之和的1.3-1.5倍。
58、电磁铁作用于模具的磁力是激振力的1.1倍以上。
59、磁屏蔽板选择厚度为3-6mm厚的铝板。
60、该系统的控制方案是:使用plc模拟量模块控制变频器输出的的电流频率,继而控制电机的转速,最终控制振动力。将变频器的参数设置为模拟量控制,按喂料时间和所需振动力设计时间和振动百分比的曲线图,参考曲线图,修改变频器输出的电流的频率,判断振动电机的振动力情况,确定最终参数。时间越短,模具中的料越少,所需的振动力越小。振动百分比是指输出振动力与电机最大振动力的比值,如振动百分比为100%,是最大振动力,振动百分比为0,则不振动,振动百分比和振动电机的输入电流频率是函数关系。
61、本发明的有益效果是:通过磁屏蔽的方式,减少甚至避免了磁力对钢纤维分布的影响,使其更均匀;实现了模具中浇注料较少的时候即重量轻的时候自动施以较小的振动力,模具中浇注料越多,施以的振动力越大。plc控制,具有较高的可靠性,能够实现多个不同重量的制品成型,只需选择所需的曲线图即可,该方案符合材料成型科学性,会极大程度避免偏析、不均匀等现象。
62、通过喂料时间来控制,具有较高程度自动化,但其存在一定的机械性,无法完全按模具中浇注料的重量施以恰当振动力,为此,可采取如下方案:7,全自动无钢纤维透气砖成型系统
63、这种结构分为四个部分:料斗、模具部分、振动系统部分、控制部分。料斗是均化和暂存加水搅拌好的透气砖浇注料,料斗还连接有压力传感器;模具要求底板是钢制,具有顺磁性,厚度为10mm-30mm;振动系统部分是磁吸式三相交流振动电机驱动的振动平台,包括一个或多个振动电机、一个对称的钢结构工作平台、多个同型号的减振弹簧、一个或多个电磁铁,电磁铁通电时,和模具吸合固定,电磁铁断电时和模具无主动作用力,模具可移开;控制部分核心部件是变频器、plc。压力传感器的电流信号输入到plc控制器,在plc控制器中编程输入控制规则,plc控制器连接变频器并控制变频器的输出电流频率,三相交流工作电流进入变频器后输出进入振动电机。要求料斗中初始浇注料的重量与模具所需浇注料重量接近,控制规则是依据料斗中剩余浇注料的重量以确定模具中所加入浇注料所需的振动力,料斗中剩余浇注料重量越少,模具中浇注料越多,同时所需的振动力也越强。plc可以依据输入的模拟信号调节变频器输出电流的频率,即输入振动电机的频率,从而改变振动电机的转速,最终改变振动电机的振动力。
64、如果是多个振动电机,则要求是同个型号,调节成相同的激振力。
65、振动电机均安装于工作平台下方重心位或与重心位对称,电磁铁固定于工作平台上部,电磁铁上面是模具,安装有振动电机、电磁铁的钢结构框架置于减震弹簧之上。
66、振动电机的激振力之和是钢结构工作台的重量、所有振动电机的重量、所有电磁铁的重量、所有模具的重量、模具中加满耐火浇注料重量之和的1.3-1.5倍。
67、电磁铁作用于模具的磁力是激振力的1.1倍以上。
68、该系统的控制方案是:通过压力传感器测量料斗中剩余浇注料的重量,将信号输入plc控制器中。按料斗中剩余浇注料的重量和模具所需振动力设计曲线图,参考曲线图,修改输出频率,判断振动电机的振动力情况,确定最终参数。plc通过曲线关系控制变频器的输出频率,继而控制电机的转速,最终实现自动控制振动力。
69、料斗中初始浇注料的重量与所需浇注料的重量越接近,实际振动力越符合设计要求。作业过程中,由于模具一直在振动中,所以无法直接采集已加料的重量,只有通过在所述料斗中设置压力传感器来采集信号,相当于从侧面采集了已经加入模具中浇注料的重量。
70、本发明的有益效果是:通过上述方法,基本上非常精准的实现了模具中浇注料较少的时候即重量轻的时候自动施以较小的振动力,模具中浇注料越多,施以的振动力越大,一方面符合材料成型科学性,另一方面实现了自动调节振动力的功能。
71、8,全自动含钢纤维透气砖成型系统
72、这种结构分为四个部分:料斗、模具部分、振动系统部分、控制部分。料斗是均化和暂存加水搅拌好的透气砖浇注料,料斗还连接有压力传感器;模具要求至少与磁力吸盘接触的底板是钢制,具有顺磁性,厚度为10mm-30mm,制品正下方的底板中,靠近电磁铁侧镶嵌一块磁屏蔽板,磁屏蔽板和电磁铁有一定的距离是最佳的,底板其它部位则和电磁铁接触产生吸合力;振动部分的振动源是三相交流振动电机,控制部分核心部件是变频器、plc,三相交流电源输入变频器后输出进入振动电机,压力传感器的模拟信号输入到plc控制器中,plc控制器的模拟信号输入到变频器中,在plc控制器中编程输入以压力传感器模拟信号为变量的控制规则,plc控制器根据控制规则调节变频器的输出电流频率,从而振动电机的转速被调节,同时输出可调节的振动力。
73、如果是多个振动电机,则要求是同个型号,调节成相同的激振力。
74、振动电机均安装于工作平台下方重心位或与重心位对称,电磁铁固定于工作平台上部,电磁铁上面是模具,安装有振动电机、电磁铁的钢结构框架置于减震弹簧之上。
75、振动电机的激振力之和是钢结构工作台的重量、所有振动电机的重量、所有电磁铁的重量、所有模具的重量、模具中加满耐火浇注料重量之和的1.3-1.5倍。
76、电磁铁作用于模具的磁力是激振力的1.1倍以上。
77、磁屏蔽板选择厚度为3-6mm厚的铝板。
78、该系统的控制方案是:按料斗中剩余浇注料的重量是模具加满后所需的重量,操作过程中,料斗中浇注料的重量反应模具中已加入浇注料的重量,以料斗中剩余浇注量的重量为变量确定模具中浇注料所需的振动力,通过压力传感器测量料斗中剩余浇注料的重量,将信号输入plc控制器中,按料斗中剩余浇注料的重量和模具所需振动力设计曲线图,参考曲线图,修改输出频率,判断振动电机的振动力情况,确定最终参数。plc通过曲线关系控制变频器的输出频率,继而控制电机的转速,最终实现自动控制振动力。
79、料斗中初始浇注料的重量与所需浇注料的重量越接近,实际振动力越符合设计要求。作业过程中,由于模具一直在振动中,所以无法直接采集已加料的重量,只有通过在所述料斗中设置压力传感器来采集信号,相当于从侧面采集了已经加入模具中浇注料的重量。
80、本发明的有益效果是:通过上述方法,实现了模具中浇注料较少的时候即重量轻的时候自动施以较小的振动力,模具中浇注料越多,施以的振动力越大。通过磁屏蔽的方法实现了钢纤维在制品中的均匀分布,一方面符合材料成型的科学性,另一方面实现了自动调节振动力的功能。
81、9,一种高性能透气芯的成型方法
82、所述高性能包括两方面,一方面应用目前所出现的新型原料,另一方面使用本发明所述的成型方法,将透气芯材料、透气芯产品的性能提高。
83、成型系统包括四个部分:料斗、模具部分、振动系统部分、控制部分。料斗是均化和暂存加水搅拌好的透气砖浇注料,料斗还连接有压力传感器;模具要求底板是钢制,具有顺磁性,厚度为10mm-30mm;振动系统部分包括一个或多个振动电机、一个对称的钢结构工作平台、多个同型号的减振弹簧、一个或多个电磁铁,电磁铁通电时,和模具吸合固定,电磁铁断电时和模具无主动作用力,模具可移开;控制部分核心部件是变频器、plc。
84、如果是多个振动电机,则要求是同个型号,调节成相同的激振力。
85、振动电机均安装于工作平台下方重心位或与重心位对称,电磁铁固定于工作平台上部,电磁铁上面是模具,安装有振动电机、电磁铁的钢结构框架置于减震弹簧之上。
86、振动电机的激振力之和是钢结构工作台的重量、所有振动电机的重量、所有电磁铁的重量、所有模具的重量、模具中加满耐火浇注料重量之和的1.3-1.5倍。
87、电磁铁作用于模具的磁力是激振力的1.1倍以上。
88、成型系统中,三相交流电源输入变频器后输出进入振动电机,压力传感器的模拟信号输入到plc控制器中,plc控制器的模拟控制信号输入到变频器中,在plc控制器中编程输入以压力传感器模拟信号为变量的控制规则,因变量为所控制的变频器中输出电流频率,plc控制器根据控制规则调节变频器的输出电流频率,从而振动电机的转速被调节,同时输出可调节的振动力,料斗中初始浇注料的重量是加满模具所需的浇注料的重量,当料斗中的重量减少时,模具中浇注料重量增加,所需的振动力也增加,实现了有多少浇注料便施以多大的振动力。
89、该系统的控制方案是:通过压力传感器测量料斗中剩余浇注料的重量,将信号输入plc控制器中。按料斗中剩余浇注料的重量和模具所需振动力设计曲线图,参考曲线图,修改输出频率,判断振动电机的振动力情况,确定最终参数。plc通过曲线关系控制变频器的输出频率,继而控制电机的转速,最终实现自动控制振动力。
90、料斗中初始浇注料的重量与所需浇注料的重量越接近,实际振动力越符合设计要求。作业过程中,由于模具一直在振动中,所以无法直接采集已加料的重量,只有通过在所述料斗中设置压力传感器来采集信号,相当于从侧面采集了已经加入模具中浇注料的重量。
91、所述透气芯的配方分主料部分和添加剂部分,主料部分:安迈铝业产的型号为t66的板状刚玉,临界粒度为6mm,质量含量为78-85%,sicar71水泥质量含量为2-4%,cma72型尖晶石水泥质量含量为3-5%,烧结铝镁尖晶石,小于等于325目,质量含量为6-8%,双峰型α-al2o3,质量含量为4-5%,上述配料中小于等于325目的所有物料比例为20-26%,所述比例是指所占所有主料之和的比例。添加剂部分的比例是指所占所有主料之和的比例,fs60减水剂的质量含量0.06-0.08%,防泌水添加剂的质量含量为0-0.03%,复合缓凝剂的质量含量为0-0.02%。
92、通过上述配比及成型方法所制的材料基本指标为:将所制的制品切割成40×40×160mm的样块,1560℃烧成3小时,抗折强度为不小于46mpa、耐压强度不小于260mpa;经1560℃保温3小时烧成后冷却,直接置入1100℃炉内,保温30min,移至常温保持10min,再置入1100℃炉内保温30min,如此循环3次测量强度保持率,即残余强度和原始强度的比例,不小于38%。
93、本发明的有益效果是:通过上述方法,实现了模具中浇注料较少的时候即重量轻的时候自动施以较小的振动力,模具中浇注料越多,施以的振动力越大,实现了自动调节振动力的功能。所制的透气芯材料参数具有明显性能优势,测试所需的样块是从工业化产品中切割所得,与常规直接浇注成所需样块的性质截然不同,本发明与实际情况更相符。
94、10,一种均匀座砖的制作方法(一种高性能钢包座砖的制作方法)
95、所述均匀主要是指座砖中的钢纤维是均匀分布。
96、这种结构包括四个部分:料斗部分;座砖模具部分、振动系统部分、控制部分。料斗是均化和暂存已搅拌好浇注料的容器;模具要求与磁力吸盘接触的底板是钢制,具有顺磁性,厚度为10mm-30mm,制品正下方的底板中,靠近电磁铁侧镶嵌一块磁屏蔽板,磁屏蔽板和电磁铁有一定的距离是最佳的,底板其它部位则和电磁铁接触产生吸合力;振动部分是以三相交流振动电机为振动源的振动台,以磁吸的方式固定模具,控制部分的核心部件是plc和变频器。如果是多个振动电机,则要求是同个型号,调节成相同的激振力。
97、振动电机均安装于工作平台下方重心位或与重心位对称,电磁铁固定于工作平台上部,电磁铁上面是模具,安装有振动电机、电磁铁的钢结构框架置于减震弹簧之上。
98、振动电机的激振力之和是钢结构工作台的重量、所有振动电机的重量、所有电磁铁的重量、所有模具的重量、模具中加满耐火浇注料重量之和的1.3-1.5倍。
99、电磁铁作用于模具的磁力是激振力的1.1倍以上。
100、磁屏蔽板选择厚度为3-6mm厚的铝板。
101、成型系统中,三相交流电源输入变频器后输出进入振动电机,plc控制器的模拟控制信号输入到变频器中,在plc控制器中编程输入以加料时间为变量的控制规则,因变量为所控制的变频器中输出电流频率,plc控制器根据控制规则调节变频器的输出电流频率,从而振动电机的转速被调节,同时输出可调节的振动力,随着加料时间的持续,模具中浇注料重量增加,所需的振动力也增加,从而实现了有多少浇注料便施以多大的振动力。
102、该系统的控制方案是:使用plc模拟量模块控制变频器输出的的电流频率,继而控制电机的转速,最终控制振动力。将变频器的参数设置为模拟量控制,按喂料时间和所需振动力设计时间和振动百分比的曲线图,参考曲线图,修改变频器输出的电流的频率,判断振动电机的振动力情况,确定最终参数。时间越短,模具中的料越少,所需的振动力越小。振动百分比是指输出振动力与电机最大振动力的比值,如振动百分比为100%,是最大振动力,振动百分比为0,则不振动,振动百分比和振动电机的输入电流频率是函数关系。
103、所述透气座砖的配方分主料部分和添加剂部分,主料部分:板状刚玉,临界粒度为15mm,质量含量为75-80%,secar71水泥质量含量为3-5%,cma72型尖晶石水泥质量含量为3-4%,烧结铝镁尖晶石,小于等于325目,质量含量为8-10%,双峰型α-al2o3,质量含量为3-5%,上述配料中小于等于325目的所有物料比例为26-32%,所述比例是指所占所有主料之和的比例。添加剂部分的比例是指所占所有主料之和的比例,fs60减水剂的质量含量0.08-0.12%,防泌水添加剂的质量含量为0.01-0.03%,复合缓凝剂的质量含量为0.001-0.03%。
104、通过上述配比及成型方法所制的材料性能为:钢纤维明显分布均匀,将所制的制品切割成40×40×160mm的样块,经1560℃保温3小时烧成后冷却,1560℃烧成3小时,抗折强度为不小于38mpa、耐压强度不小于150mpa;将经1560℃保温3小时烧成后的样块直接置入1100℃炉内,保温30min,移至常温保持10min,再置入1100℃炉内保温30min,如此循环3次测量强度保持率,即残余强度和原始强度的比例,不小于45%。
105、本发明的有益效果是:通过上述方法,实现了模具中浇注料较少的时候即重量轻的时候自动施以较小的振动力,随着加料时间的持续,模具中浇注料越多,施以的振动力越大,实现了按需调节振动力的功能。所制的座砖参数具有明显性能优势,钢纤维分布相比非常均匀,测试所需的样块是从工业化产品中切割所得,与常规直接浇注成所需样块的性质截然不同,本发明与实际情况更相符。
本文地址:https://www.jishuxx.com/zhuanli/20240914/296784.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表