一种蒙皮零件装配定位孔孔位检测方法与流程
- 国知局
- 2024-09-14 15:11:36
本发明涉及蒙皮零件,具体为一种蒙皮零件装配定位孔孔位检测方法。
背景技术:
1、蒙皮零件通常指的是用于航空器、航天器或者其他车辆外壳的外部覆盖部件,这些零件的主要功能是提供结构支持、保护内部设备和系统,以及改善空气动力学性能;蒙皮零件通常由轻量化但具有高强度的材料制成,例如复合材料、铝合金或钛合金,以满足航空器对强度和重量的严格要求,皮零件装配定位孔在制造和装配过程中,定位孔的准确性至关重要,因为它直接影响整体装配的精度和质量,进而需要对孔位进行检测。
2、目前传统的孔位检测方法包括人工比对测量与三维坐标测量
3、1、人工比对测量;在实际装配过程中,可以使用专用的比对测量工具或夹具,将零件上的定位孔与配合件进行比对,这些测量工具能够直接读取孔的位置坐标和偏差,从而评估孔位是否符合要求,但存在以下问题;
4、通过人员使用工具对进行检测,检测的精度较低可能存在误差;
5、检测结果受人为因素影响较大,难以保证一致性和准确性;
6、需要复杂的操作步骤或专业的操作人员才能进行检测;
7、2、三维坐标测量;使用三维测量系统,如激光三角测量仪或者光学测量系统,精确测量定位孔的三维坐标。这种方法能够提供孔的空间位置信息,确保装配精度,但存在以下问题;
8、非平面表面或者曲率较大的表面可能会导致成像歪曲或不完整;
9、对非常小或非常大的孔无法有效判断定位孔的位置;
10、无法有效的获取定位孔内部的信息,难以实现是否符合标准;
11、因此,为了解决上述传统检测方法存在的不足,提出了一种蒙皮零件装配定位孔孔位检测方法。
技术实现思路
1、针对现有技术的不足,本发明提供了一种蒙皮零件装配定位孔孔位检测方法,解决了孔位检测方法存在检测精度与准确性低,操作复杂,适应性较差的问题。
2、为实现以上目的,本发明通过以下技术方案予以实现:一种蒙皮零件装配定位孔孔位检测方法,包括以下步骤;
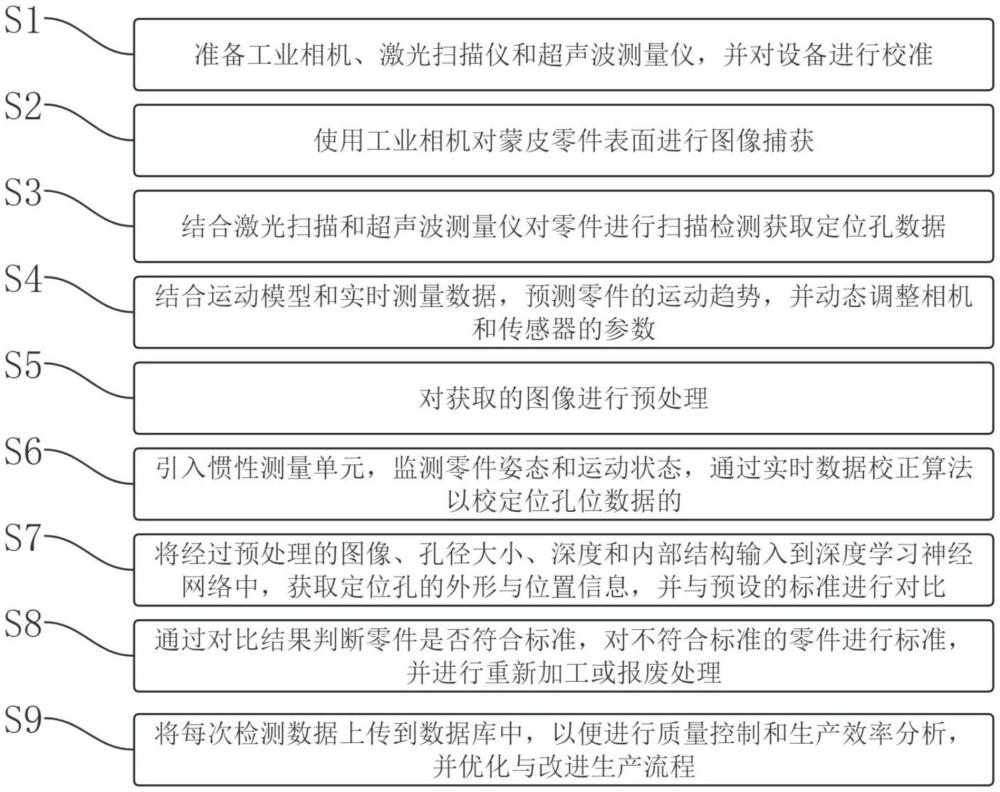
3、s1、准备工业相机、激光扫描仪和超声波测厚仪,并对设备进行校准;
4、s2、使用工业相机对蒙皮零件表面进行图像捕获;
5、s3、结合激光扫描和超声波测厚仪对零件进行扫描检测获取定位孔数据;
6、s4、结合运动模型和实时测量数据,预测零件的运动趋势,并动态调整相机和传感器的参数;
7、s5、对获取的图像进行预处理;
8、s6、引入惯性测量单元,监测零件姿态和运动状态,通过实时数据校正算法以校定位孔位数据的;
9、s7、将经过预处理的图像、孔径大小、深度和内部结构输入到深度学习神经网络中,获取定位孔的外形与位置信息,并与预设的标准进行对比;
10、s8、通过对比结果判断零件是否符合标准,对不符合标准的零件进行标记,并进行重新加工或报废处理;
11、s9、将每次检测数据上传到数据库中,以便进行质量控制和生产效率分析,并优化与改进生产流程。
12、优选的,所述s3步骤中定位孔数据包括定位孔的孔径大小、定位孔深度和内部结构。
13、优选的,所述s5步骤中预处理和增强包括以下步骤;
14、s5,1、首先去除图像中的伪影;
15、s5,2、通过高斯滤波减少图像中的噪声捕获孔洞的边缘特征,以便有效地区分蒙皮零件表面和定位孔。
16、优选的,所述高斯滤波计算公式为;
17、
18、其中:是滤波后的值,(yk)是原始数据点,(σ)是高斯分布的标准差,控制滤波器的宽度。
19、优选的,所述s4步骤中的实时测量数据包括零件的姿态和运动状态。
20、优选的,所述s5步骤中深度学习神经网络包括卷积神经网络、目标检测模型、模型训练与实时检测。
21、优选的,所述s6步骤中实时数据校正算法公式为;
22、
23、其中:是校正后的新估计值,是上一时刻的估计值,(yt)是当前测量到的值,(α)是学习率或校正因子,用于控制每次更新的幅度。
24、优选的,所述s7步骤中预设的标准进行对比过程中使用几何形状匹配算法和特征点匹配算法。
25、优选的,所述s9步骤中检测数据包括孔洞位置、特征信息、对比结果与各个信息获取时间。
26、本发明提供了一种蒙皮零件装配定位孔孔位检测方法。具备以下有益效果:
27、1、本发明通过工业相机、激光扫描仪和超声波测厚仪获取图像、孔径大小、深度和内部结构,并进行预处理与校定输入到深度学习神经网络中,再与标准数据进行对比,并可以高效地确认定位孔的位置,提高检测准确性,达到提高检测效率的效果。
28、2、本发明通过结合运动模型、零件的姿态和运动状态,根据零件的运动趋势对设备进行调节,以保持孔位检测的稳定性和准确性,通过实时数据校正和参数调整,提高了孔位检测的准确性和可靠性,达到减少因零件运动或环境变化而引起的误差的效果。
29、3、本发明通过多种设备结合与深度学习模块,不再需要人工干预,大大减少了人员的劳动强度和操作错误的可能性,降低人员的劳动强度,并提高了检测的效率和实时性,有利于大规模生产和实时监控成熟度。
技术特征:1.一种蒙皮零件装配定位孔孔位检测方法,其特征在于,包括以下步骤;
2.根据权利要求1所述的一种蒙皮零件装配定位孔孔位检测方法,其特征在于,所述s3步骤中定位孔数据包括定位孔的孔径大小、定位孔深度和内部结构。
3.根据权利要求1所述的一种蒙皮零件装配定位孔孔位检测方法,其特征在于,所述s5步骤中预处理和增强包括以下步骤;
4.根据权利要求3所述的一种蒙皮零件装配定位孔孔位检测方法,其特征在于,所述高斯滤波计算公式为;
5.根据权利要求1所述的一种蒙皮零件装配定位孔孔位检测方法,其特征在于,所述s4步骤中的实时测量数据包括零件的姿态和运动状态。
6.根据权利要求1所述的一种蒙皮零件装配定位孔孔位检测方法,其特征在于,所述s5步骤中深度学习神经网络包括卷积神经网络、目标检测模型、模型训练与实时检测。
7.根据权利要求1所述的一种蒙皮零件装配定位孔孔位检测方法,其特征在于,所述s6步骤中实时数据校正算法公式为;
8.根据权利要求1所述的一种蒙皮零件装配定位孔孔位检测方法,其特征在于,所述s7步骤中预设的标准进行对比过程中使用几何形状匹配算法和特征点匹配算法。
9.根据权利要求1所述的一种蒙皮零件装配定位孔孔位检测方法,其特征在于,所述s9步骤中检测数据包括孔洞位置、特征信息、对比结果与各个信息获取时间。
技术总结本申请涉及蒙皮零件技术领域,提供了一种蒙皮零件装配定位孔孔位检测方法,包括以下步骤;S1、准备工业相机、激光扫描仪和超声波测厚仪,并对设备进行校准;S2、使用工业相机对蒙皮零件表面进行图像捕获;S3、结合激光扫描和超声波测厚仪对零件进行扫描检测获取定位孔数据;S4、结合运动模型和实时测量数据,预测零件的运动趋势,并动态调整相机和传感器的参数;S5、对获取的图像进行预处理。通过工业相机、激光扫描仪和超声波测厚仪获取图像、孔径大小、深度和内部结构,并进行预处理与校定输入到深度学习神经网络中,再与标准数据进行对比,并可以高效地确认定位孔的位置,提高检测准确性,达到提高检测效率的效果。技术研发人员:曹隽华受保护的技术使用者:苏州厚朴达精密装备有限公司技术研发日:技术公布日:2024/9/12本文地址:https://www.jishuxx.com/zhuanli/20240914/297307.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表