一种钢板弹簧轧制用限宽装置的制作方法
- 国知局
- 2024-09-19 14:56:44
本技术涉及钢板弹簧轧制,尤其是指一种钢板弹簧轧制用限宽装置。
背景技术:
1、钢板弹簧处理端在轧制过程中,由于其受到轧辊的轧制力后,不仅会向长度方向延展,同时也会向宽度方向延展,而轧制设备又缺乏对宽度限制,故必然会出现展宽过量的情况。因此,需要后续对钢板弹簧处理端进行剪切和打磨,以使其满足所需尺寸要求。明显的,这不仅使得处理繁琐,处理成本高,处理效率低下,而且难以保证质量。
技术实现思路
1、本实用新型的目的在于提供一种钢板弹簧轧制用限宽装置,以解决上述背景技术中的问题。
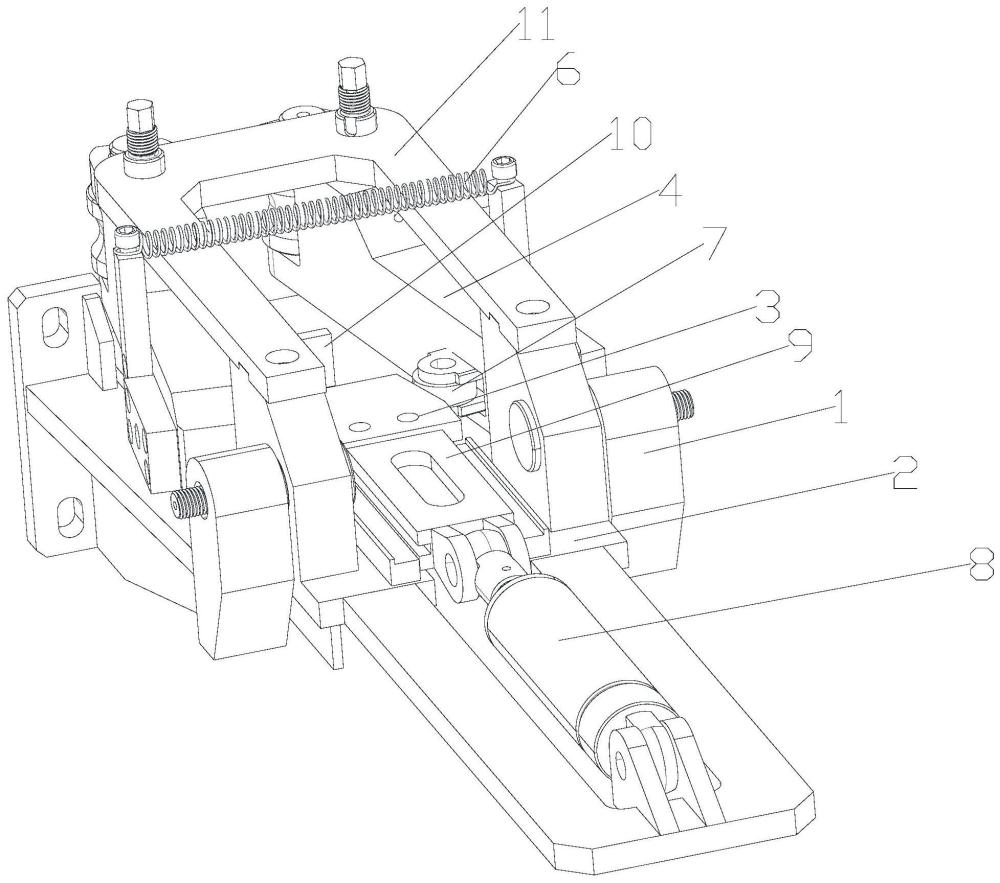
2、为达到上述目的,本实用新型采用的技术方案是:一种钢板弹簧轧制用限宽装置,包括两相对设置的支座,两支座之间连接有工作台,所述工作台上设有可相对于所述支座前后移动的斜楔以及两个对称分布在所述斜楔两侧的摆臂,所述摆臂的前部铰接在所述工作台上,且其邻近铰接点的一端上转动安装有收边轮,两所述摆臂之间连接有用于使两所述收边轮张开以供钢板弹簧处理端水平穿过的弹性件,两所述摆臂的彼此相对壁上转动设有对称位于所述斜楔两斜面移动路径上的抵触轮,所述斜楔用于向所述摆臂提供克服所述弹性件的作用力,当所述斜楔移动至其大端与所述抵触轮相抵时,两所述收边轮之间形成用于挤压钢板弹簧处理端的限宽通道。
3、在本实用新型的一个实施例中,所述工作台于所述摆臂背离所述收边轮的一侧安装有平移动力源,所述平移动力源沿平行于所述支座的方向设置,且其输出端朝向所述斜楔并通过滑动连接在所述工作台上的导向块与所述斜楔相连。
4、在本实用新型的一个实施例中,所述平移动力源为直线电机或者气缸。
5、在本实用新型的一个实施例中,所述弹性件为拉簧。
6、在本实用新型的一个实施例中,所述工作台上还凸设有用以防止所述斜楔移动到位后继续移动的止挡块。
7、在本实用新型的一个实施例中,两所述摆臂的顶部共同转动套接有水平设置的拉板,所述拉板的另一端固连在所述工作台上。
8、本实用新型的上述技术方案相比现有技术具有以下优点:
9、1、本实用新型通过斜楔移动至抵于抵触轮时,推动两摆臂克服弹性件的作用力绕各自的铰接点同时转动而使两收边轮同步靠近形成用于挤压钢板弹簧处理端的限宽通道的设置,使得经限宽通道导送至轧制设备的过程中,钢板弹簧处理端的宽度先被限宽通道收窄等同轧制产生的过宽量,再经轧制设备轧制抵消收窄量,实现了轧制后就能使钢板弹簧处理端至所需尺寸,大大简化了处理工序,降低了处理成本,提高了处理效率,并保证了质量。
10、2、本实用新型通过在工作台上凸设有用以防止斜楔移动到位后继续移动的止挡块的设置,不仅提高了限宽通道的稳定性,而且保证限宽通道对钢板弹簧处理端收窄的准确性。
11、3、本实用新型通过将两摆臂的顶部通过拉板也连在工作台上的设置,提高了摆臂的抗变形能力,延长了本装置的使用寿命。
技术特征:1.一种钢板弹簧轧制用限宽装置,其特征在于,包括两相对设置的支座,两支座之间连接有工作台,所述工作台上设有可相对于所述支座前后移动的斜楔以及两个对称分布在所述斜楔两侧的摆臂,所述摆臂的前部铰接在所述工作台上,且其邻近铰接点的一端上转动安装有收边轮,两所述摆臂之间连接有用于使两所述收边轮张开以供钢板弹簧处理端水平穿过的弹性件,两所述摆臂的彼此相对壁上转动设有对称位于所述斜楔两斜面移动路径上的抵触轮,所述斜楔用于向所述摆臂提供克服所述弹性件的作用力,当所述斜楔移动至其大端与所述抵触轮相抵时,两所述收边轮之间形成用于挤压钢板弹簧处理端的限宽通道。
2.根据权利要求1所述的钢板弹簧轧制用限宽装置,其特征在于,所述工作台于所述摆臂背离所述收边轮的一侧安装有平移动力源,所述平移动力源沿平行于所述支座的方向设置,且其输出端朝向所述斜楔并通过滑动连接在所述工作台上的导向块与所述斜楔相连。
3.根据权利要求2所述的钢板弹簧轧制用限宽装置,其特征在于,所述平移动力源为直线电机或者气缸。
4.根据权利要求1所述的钢板弹簧轧制用限宽装置,其特征在于,所述弹性件为拉簧。
5.根据权利要求1所述的钢板弹簧轧制用限宽装置,其特征在于,所述工作台上还凸设有用以防止所述斜楔移动到位后继续移动的止挡块。
6.根据权利要求1所述的钢板弹簧轧制用限宽装置,其特征在于,两所述摆臂的顶部共同转动套接有水平设置的拉板,所述拉板的另一端固连在所述工作台上。
技术总结本技术公开了一种钢板弹簧轧制用限宽装置,包括连在两支座间的工作台,工作台上设有可相对于支座前后移动的斜楔及两个对称分布在斜楔两侧的摆臂,摆臂前部铰接于工作台,且其邻近铰接点的一端转动设有收边轮,两摆臂之间连接有用于使两收边轮张开以供钢板弹簧处理端水平穿过的弹性件,两摆臂的彼此相对壁上转动设有对称位于斜楔两斜面移动路径上的抵触轮,斜楔用于向摆臂提供克服弹性件的作用力,当斜楔移动至其大端与抵触轮相抵时,两收边轮之间形成用于挤压钢板弹簧处理端的限宽通道。采用收窄钢板弹簧处理端宽度来抵消轧制设备产生的过量宽度的思路,使得经本技术限宽通道收窄导送至轧制设备的钢板弹簧处理端轧制后就能至所需尺寸。技术研发人员:欧成,陈澧,杨旭明,刘烛长受保护的技术使用者:湖南易通星桥汽车零部件有限公司技术研发日:20240125技术公布日:2024/9/17本文地址:https://www.jishuxx.com/zhuanli/20240919/301157.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表