分切辊压机、分切辊压线及分切辊压方法与流程
- 国知局
- 2024-10-09 15:52:57
本发明涉及电池极片的分切辊压装置及分切辊压方法领域,尤其涉及一种分切辊压机、分切辊压线及分切辊压方法。
背景技术:
1、现有技术中,在锂电池极片的加工工艺中有道工序为辊切工序,就是将整幅的锂电池极片通过辊压机将基材上的被干燥后的电极活性物质进行辊压,使电极活性物质在基材上达到符合一定要求的厚度和密度;然后,通过分切机构将整幅的锂电池极片分切成多条的较窄的锂电池极片。
2、对于沿基材的长度方向涂布有多条(至少两条以上)相互间隔的电极活性物质的整幅的锂电池极片,在辊压时,辊压机除了向下施加用于压实电极活性物质的压力,辊压机还要给锂电池极片一个向前的拉力,这个拉力是由辊压的压辊与锂电池极片的表面的摩擦力而产生的。在实际生产中,辊压机还会施加给锂电池极片宽度方向上的拉力,这是辊压电极活性物质产生的。在理想的情况下,辊压机施加给锂电池极片宽度方向上的拉力应该是均匀且相等的;但是,在实际辊压过程中辊压机对相邻两条涂布有电极活性物质的区域的拉力并不是完全一致的,这就造成位于两条涂布有电极活性物质的区域之间的空白基材产生折皱的问题。
3、另外,由于现有技术中,整幅的锂电池极片上涂布有电极活性物质的区域与没有涂布电极活性物质的空白区域的受压后的延展率不一样,也会在空白区域的基材产生上折皱的问题。这个问题一直困扰着锂电池极片的制造。
4、进一步的,在对整幅的锂电池极片辊压过程中,由于压力不均匀,以及基材折皱引起的不平整问题,会进一步导致辊压后的电极活性物质区域出现流纹。
5、为了解决上述问题,中国专利文献cn 112872825 a公开了一种辊压分切一体机,包括放卷机构、辊压机构、分切机构、第一调节组件及第二调节组件,其中,辊压机构设置于放卷机构的一侧,辊压机构用于对料带进行辊压处理;分切机构用于将料带分切为第一切条和第二切条;第一调节组件用于平稳放卷机构与辊压机构之间的料带的张力波动;第二调节组件用于平稳辊压机构与分切机构之间的料带的张力波动。
6、上述现有技术中的辊压分切一体机,其通过设置第一调节组件及第二调节组件,对辊压处理前后均对料带输送过程中的张力波动进行平稳,从而避免料带出现打皱的问题;该辊压分切一体机虽然可以有效地减少空白基材的打皱问题,但是,这种辊压机还不能完全消除折皱现象,因此,这种辊压还有改进的空间,以进一步减少或消除空白基材的折皱现象。
技术实现思路
1、为了解决现有技术存在的上述问题,本发明提供一种结构更加简单的、设计更加巧妙的、能够有效的避免料带打皱的分切辊压机。
2、本发明还向社会提供一种结构更加简单的、设计更加巧妙的、能够有效的避免料带打皱的分切辊压线以及分切辊压方法。
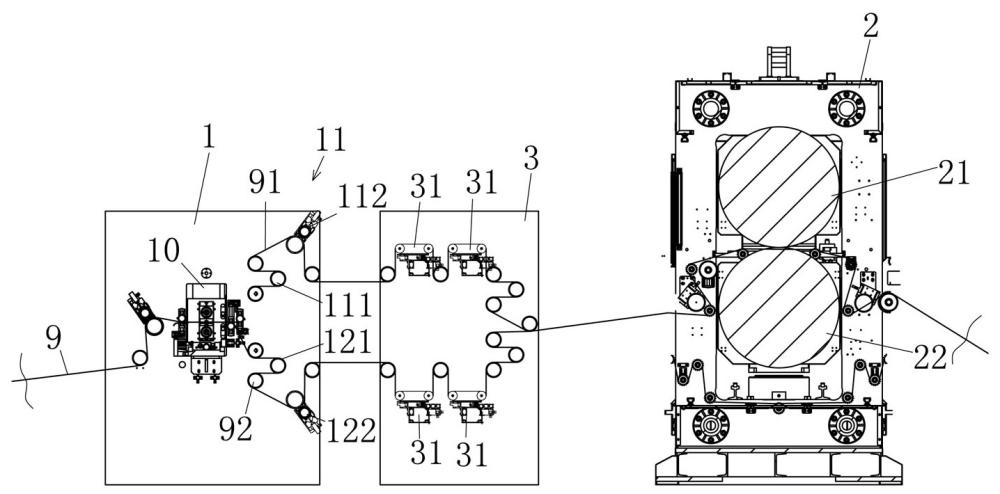
3、本发明的技术方案是:提供一种分切辊压机,包括沿着极片的传送方向依次设置的第一分切机、分开装置和辊压机,所述第一分切机至少包括第一分切机本体,所述第一分切机用于沿极片的空白区域将极片分切成至少第一极片组和第二极片组,所述辊压机至少包括第一轧辊、第二轧辊,以及用于驱动第一轧辊、第二轧辊的驱动组件,所述辊压机用于对分切后的第一极片组和第二极片组进行辊压。
4、作为本发明的进一步改进,所述分开装置包括分开机架,位于所述分开机架上的沿着极片的传送方向设置的两个纠偏分离实施机构、至少两个第一过辊,以及第一合辊,所述纠偏分离实施机构前设有第一浮辊组件,每个所述纠偏分离实施机构和至少一个第一过辊形成一条纠偏线路,所述第一极片组包括若干独立的单位极片,所述第二极片组包括若干独立的单位极片,所述第一极片组和第二极片组分别在两条线路上移动,并在所述第一合辊上合并。
5、作为本发明的进一步改进,所述纠偏分离实施机构包括纠偏分离安装板、位于纠偏分离安装板上的与第一极片组或第二极片组的单位极片的数量相等的第一纠偏执行器、与所述第一纠偏执行器数量相等且一一对应设置的第一纠偏传感器、以及用于调节第一纠偏传感器位置的第一位置调整机构,所述第一纠偏传感器用于感应单位极片的位置,所述第一纠偏执行器用于对单位极片进行纠偏。
6、作为本发明的进一步改进,所述第一纠偏执行器包括第一纠偏执行座,位于所述第一纠偏执行座内的第一电机、第一连杆、第一铰链、第一安装板、以及一对第一纠偏辊,所述第一电机与所述第一连杆连接且可驱动第一连杆运动,所述第一安装板安装在所述第一连杆上,所述第一铰链安装造所述第一安装板下方且用于约束第一安装板,一对所述第一纠偏辊安装在所述第一安装板上。
7、作为本发明的进一步改进,还包括第一摆辊组件,所述第一摆辊组件设置于所述第一合辊后。
8、作为本发明的进一步改进,还包括第一张力组件,所述第一张力组件设置于所述第一摆辊组件后。
9、作为本发明的进一步改进,所述第一分切机包括第一分切机架,位于所述第一分切机架上的沿着极片的传送方向设置的第一分切牵引机构、第一分切刀架和两个第一出刀调节辊,所述极片经过第一分切刀架分切为第一极片组和第二极片组,所述第一极片组和第二极片组分别经过两个第一出刀调节辊输出。
10、本发明的另外一种技术方案是:提供一种分切辊压线,包括沿着电池极片的传送方向依次排列设置的放卷装置、分切辊压机、至少两个第二纠偏装置、第二分切机,以及收卷装置,所述分切辊压机为上述的分切辊压机。
11、作为本发明的进一步改进,所述第二纠偏装置包括第二纠偏机架,位于所述第二纠偏机架上的沿着极片的传送方向设置的两个纠偏导正实施机构、至少两个第二过辊,以及第二合辊,所述纠偏导正实施机构前设有第二浮辊组件,每个所述纠偏导正实施机构和至少一个第二过辊形成一条纠偏线路,所述第一极片组包括若干独立的单位极片,所述第二极片组包括若干独立的单位极片所述第一极片组和第二极片组分别在两条线路上移动,并在所述第二合辊上合并。
12、作为本发明的进一步改进,所述纠偏导正实施机构包括纠偏导正安装板、位于纠偏导正安装板上的与第一极片组或第二极片组的单位极片的数量相等的第二纠偏执行器、与所述第二纠偏执行器数量相等且一一对应设置的第二纠偏传感器、以及用于调节第二纠偏传感器位置的第二位置调整机构,所述第二纠偏传感器用于感应单位极片的位置,所述第二纠偏执行器用于对单位极片进行纠偏。
13、作为本发明的进一步改进,所述第二纠偏执行器包括第二纠偏执行座,位于所述第二纠偏执行座内的第二电机、第二连杆、第二铰链、第二安装板、以及一对第二纠偏辊,所述第二电机与所述第二连杆连接且可驱动第二连杆运动,所述第二安装板安装在所述第二连杆上,所述第二铰链安装造所述第二安装板下方且用于约束第二安装板,一对所述第二纠偏辊安装在所述第二安装板上。
14、作为本发明的进一步改进,还包括第三合辊,所述第三合辊设置在第二浮辊组件和纠偏导正实施机构之间。
15、作为本发明的进一步改进,还包括第二摆辊组件,所述第二摆辊组件设置于所述第三合辊和第二浮辊组件之间。
16、作为本发明的进一步改进,还包括第二张力组件,所述第二张力组件设置于所述第二浮辊组件和第二摆辊组件之间。
17、作为本发明的进一步改进,所述第二分切机与第一分切机的结构相同。
18、作为本发明的进一步改进,所述收卷装置包括至少两个收卷辊和与收卷辊数量对应的压紧装置,每个所述压紧装置位于所述收卷辊正上方,且对应于所述收卷辊设置。
19、本发明,克服了传统的锂电池极片只能先辊压后分切的技术偏见,采用了一种分切辊压方法,包括如下步骤:
20、(s1)、第一次分切:极片上沿着极片的长度方向至少设有两个涂布区域,相邻的两个涂布区域之间设有空白区域,由第一分切机在所述极片上沿空白区域将极片分切成第一极片组和第二极片组,所述第一极片组和第二极片组分别至少具有一个涂布区域,所述第一极片组包括若干独立的单位极片,所述第二极片组包括若干独立的单位极片;
21、(s2)、分开:由分开装置的纠偏分离实施机构进一步横向分开第一极片组和第二极片组,直至将所述第一极片组分开为独立的单位极片、将所述第二极片组分开独立的单位极片,若干单位极片经过第一合辊合辊;
22、(s3)、辊压:由辊压机对极片分开后形成的若干个单位极片进行辊压。
23、作为本发明的进一步改进,还包括位于(s1)分切步骤之前的放卷步骤,所述极片绕卷在放卷辊中,放卷动力装置驱动放卷辊放卷。
24、作为本发明的进一步改进,还包括位于(s3)辊压步骤后的测厚步骤,用于监测辊压步骤后的单位极片的厚度。
25、作为本发明的进一步改进,还包括位于测厚步骤后的纠偏步骤,由第二纠偏装置对辊压后的若干个单位极片进行横向位置纠偏。
26、作为本发明的进一步改进,还包括位于纠偏步骤后的第二次分切步骤,由第二分切机将所述若干个单位极片中的涂布有电极材料的区域沿电极的长度方向沿中间位置一分为二。
27、作为本发明的进一步改进,还包括位于第二次分切步骤后的收卷步骤,收卷辊对所有分切后的单位极片进行收卷。
28、另外,还采用了包括沿着极片的传送方向依次设置的第一分切机、分开装置和辊压机,所述第一分切机至少包括第一分切机本体,所述第一分切机用于将极片分切成第一极片组和第二极片组,所述辊压机至少包括第一轧辊、第二轧辊,以及用于驱动第一轧辊、第二轧辊的驱动组件,所述辊压机用于对分切后的第一极片组和第二极片组进行辊压。本发明中,所述第一分切机先对极片进行分切成相应数量的第一极片组(至少有一片单位极片)和第二极片组(至少有一片单位极片),分切后的单位极片进入辊压机进行辊压。而由于所述极片分切后,极片中原来的用于分切的位置由极片中间变成了分切后的单位极片的边缘,这样就大大减少了用于分切的位置的应力;而单位极片相互之间留有间隙,进一步保证两个单位极片在辊压时边缘不会相互挤压,如此再进行辊压时,也就不至于因为应力过大而起皱。进一步的,本发明改善了在对整幅的极片辊压过程中,由于压力不均匀,以及基材折皱引起的不平整问题,进而有效解决了导致辊压后的电极活性物质区域出现流纹的技术问题。本发明结构简单,设计巧妙,可以大大减少甚至避免分切后的极片起皱的现象,提高了极片的质量。
本文地址:https://www.jishuxx.com/zhuanli/20240929/310608.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表