一种电池单体及电池壳体的制备方法与流程
- 国知局
- 2024-10-09 15:10:35
本技术涉及电池,且特别涉及一种电池单体及电池壳体的制备方法。
背景技术:
1、随着新能源汽车的普及,续航里程需求逐步成为目前市场重点关注之一,为提升电芯能量密度,目前主流路线通过升级材料,提升材料体系能量密度,提升材料能量密度后,材料热失控温度对应降低,极大压低电芯热失控温度下限温度。该技术方向在提升能量密度同时,极大降低了电芯的安全触发边界,导致新能源汽车频频发生安全问题。
2、为了应对上述问题,传统方案通过在电芯盖板上设置泄压阀,在发生热失控安全问题时,通过爆破泄压阀的方式,对电芯内部压力进行泄压,以此提升电芯安全性能。但该方式仍然存在热安全风险,泄压阀和极柱处于同侧,在高压下,极柱产生短路拉弧,极容易导致电芯出现热失控。
技术实现思路
1、针对现有技术的不足,本技术实施例的目的包括提供一种电池单体及电池壳体的制备方法。可以避免极柱产生短路拉弧而导致电芯出现热失控,且显著提升电芯泄压一致性的压力精度、可靠性和安全性。
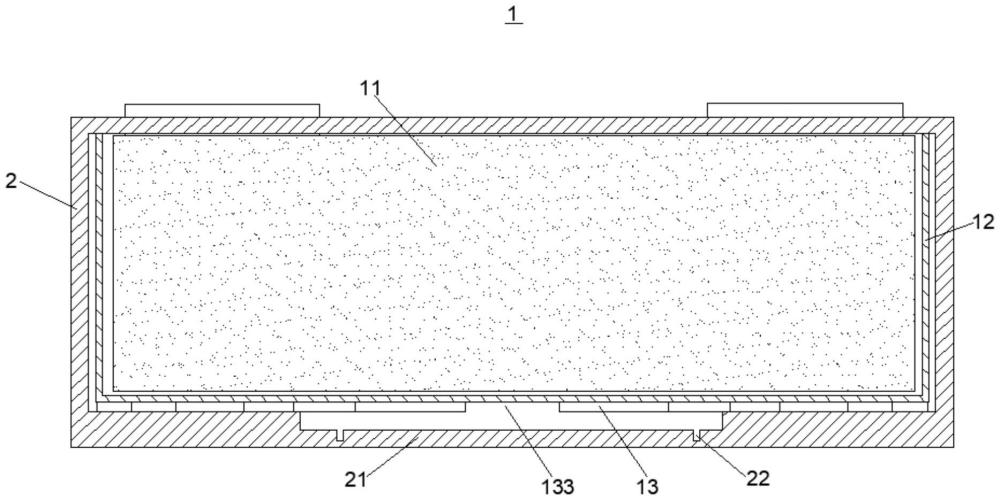
2、第一方面,本技术实施例提供了一种电池单体,包括:电芯、壳体、绝缘片和底托片,壳体内容置电芯,壳体的底部具有朝向远离电芯的方向一体成型凹设的泄压片,泄压片的边缘设置有环形刻痕,环形刻痕位于泄压片的朝向电芯的区域;绝缘片包覆于电芯外;底托片设置于绝缘片与壳体的底部之间,底托片包括多个间隔设置的分体式片体,以在分体式片体之间形成泄压通道。
3、本技术采用在壳体的底部一体成型凹设的泄压片,并在泄压片的边缘设置环形刻痕,极柱通常设置在壳体的顶部,而泄压片一体成型凹设在壳体底部,可以避免极柱产生短路拉弧而导致电芯出现热失控;同时,一体成型凹设的泄压片无需焊接,无焊接热影响区域,且配合环形刻痕,使泄压一致性明显提升;同时配合在绝缘片与壳体的底部之间设置的具有泄压通道的底托片,可以避免游离电解液和极芯自重下压对电芯产气通道的阻塞,提升气体的流通速度,从而显著提升电芯泄压一致性的压力精度、可靠性和安全性。
4、在本技术的部分实施例中,底托片包括至少两组片体组,两组片体组沿电芯的底部的宽度间隔分布,两组片体组之间形成第一泄压通道;每组片体组包括多个托片体,多个托片体沿电芯的底部的长度间隔分布,每两个托片体之间均形成第二泄压通道,第二泄压通道与第一泄压通道相连通;两组片体组的中部形成流通空间。
5、本技术采用上述结构的底托片,第二泄压通道与第一泄压通道相连通,可以使气体快速经第二泄压通道和第一泄压通道通过,以形成较高一致性、可靠性和安全性的泄压;同时,两组片体组的中部形成流通空间,在泄压前,气体可以通过第二泄压通道和第一泄压通道流至流通空间内聚集,使泄压可以更快速、及时、准确,进一步提升泄压一致性的压力精度。
6、在本技术的部分实施例中,底托片包括四组片体组,四组片体组均间隔设置,且四组片体组分别沿电芯的底部的短边中心线和长边中心线对称分布。
7、本技术采用四组片体组分别沿电芯的底部的短边中心线和长边中心线对称分布形成的底托片,每组片体组之间同样形成泄压通道,使气体可以快速经泄压通道通过,以形成较高一致性、可靠性和安全性的泄压。
8、在本技术的部分实施例中,每组片体组包括一个方块片和一个l型片,方形片远离长边中心线,l型片靠近长边中心线,且l型片的长边沿电芯的底部的长度方向延伸,短边朝向相邻的l型片的方向延伸,相邻的两个l型片的长边距离大于相邻的两个l型片的短边距离。
9、本技术采用上述结构分布的片体组,方块片和l型片之间形成泄压通道,四个l型片之间形成流通空间,利于气体快速从泄压通道通过,同时也利于气体流至流通空间内聚集,从而有效提升泄压一致性的压力精度。
10、在本技术的部分实施例中,底托片还包括两个条形片,两个条形片分别位于四组片体组的远离长边中心线的一端,且相对于长边中心线对称设置,每个条形片沿电芯的底部的宽度方向延伸。
11、本技术采用两个条形片分别位于四组片体组的远离长边中心线的一端,条形片和方块片之间同样形成泄压通道,利于气体快速从泄压通道通过,同时条形片沿电芯的底部的宽度方向延伸,可以对电芯起到一定的支撑平衡作用。
12、在本技术的部分实施例中,底托片的厚度为0.4-0.8mm。
13、本技术采用适宜厚度的底托片,既可以形成有效的气流通道,使气体能快速流通,又保证电芯与电解液充分接触。
14、在本技术的部分实施例中,环形刻痕的深度为0.05-0.1mm。
15、本技术采用适宜深度的环形刻痕,在泄压前既保证一定的强度,避免损坏,在泄压时又保证能快速、灵敏的爆破以进行泄压。
16、在本技术的部分实施例中,泄压片的凹陷深度为壳体的底部厚度的0.042-0.92倍。
17、本技术在壳体的底面凹设适宜的深度以形成适宜厚度的泄压片,在泄压前既保证一定的强度,避免损坏,在泄压时又保证能快速、灵敏的爆破以进行泄压。
18、在本技术的部分实施例中,环形刻痕的底部厚度为泄压片的片体厚度的0.5-0.91倍。
19、本技术在环形刻痕的底部留设适宜厚度,以保证泄压前具有一定强度,避免环形刻痕在泄压前损坏。
20、在本技术的部分实施例中,泄压片与底托片之间设置有增强片,且增强片与泄压片连接,增强片内设置有通孔,泄压通道与通孔连通以使气体能够依次经过泄压通道和通孔与泄压片接触;增强片的厚度为0.05-1mm。
21、本技术在泄压片上连接适宜厚度的增强片,可以进一步提高泄压片的强度,以提升泄压片的耐冲击性。
22、在本技术的部分实施例中,增强片为记忆合金材质。
23、本技术的增强片采用记忆合金材质,记忆合金材质具有一定的韧性,与泄压片连接后,具备记忆回弹功能,在泄压片外部受力或者受到冲击时,可部分抵消冲击,在冲击结束后,可以快速回弹,恢复泄压片的物理平面状态。
24、在本技术的部分实施例中,壳体的外壁具有散热结构,散热结构包括若干阵列分布的凸块,壳体的设置有散热结构的外壁连接有冷板。
25、本技术在壳体外壁设置若干阵列分布的凸块形成的散热结构,并在散热结构的外壁连接冷板,可以极大提升电芯和壳体表面散热面积以及散热效率,有效提高散热能力,显著提升电芯快充能力。
26、在本技术的部分实施例中,凸块的高度为0.02-0.5mm,凸块的底部宽度为0.02-10mm;两个凸块之间的间隔距离为0.1-5mm。
27、本技术采用适宜宽度、高度的凸块,并将凸块按适宜间隔距离分布,以保证高效的散热能力。
28、第二方面,本技术实施例提供了一种电池壳体的制备方法,电池壳体用于容置电芯,电池壳体的底部具有朝向远离电芯的方向一体成型凹设的泄压片,泄压片的边缘设置有环形刻痕,环形刻痕位于泄压片的朝向电芯的区域;制备方法包括:通过一体成型压铸形成底部具有凹设的泄压片的壳体。
29、本技术采用一体成型压铸形成底部具有凹设的泄压片的壳体,泄压片无需焊接,无焊接热影响区域,且壳体无应力释放过程,无壳体扭曲等不良问题,使泄压一致性、可靠性、安全性明显提升;且一体化压铸极大简化了加工制造过程,降低了电芯结构件零件数量,提高了结构可靠性,降低成本。
30、在本技术的部分实施例中,泄压片具有设置环形刻痕的环形薄弱区、连接薄弱区的环形过渡区,以及连接过渡区且位于泄压片中部的稳定区;泄压片的材质为铝合金,制备方法包括:薄弱区的退火温度>过渡区的退火温度>稳定区的退火温度。
31、本技术对泄压片采用梯度温度进行退火处理,以形成梯度硬度的薄弱区、过渡区和稳定区,使环形刻痕处具有高延展性、柔韧性,利于泄压时爆破,远离环形刻痕处具有高强度,利于保障泄压片的抗冲击性。
32、在本技术的部分实施例中,薄弱区的退火温度为350-400℃,过渡区的退火温度为200-350℃,稳定区的退火温度为100-200℃。
33、本技术采用适宜的梯度退火温度以形成适宜的梯度硬度的薄弱区、过渡区和稳定区。
34、在本技术的部分实施例中,电池壳体的外壁设置有散热结构,散热结构包括若干阵列分布的凸块;制备方法包括:通过一体成型压铸形成底部具有凹设的泄压片、外壁具有散热结构的壳体。
35、本技术采用一体成型压铸形成底部具有凹设的泄压片、外壁具有散热结构的壳体,既可以较高一致性、可靠性、安全性的泄压,又可以高效的散热,提升电池的安全性。
36、在本技术的部分实施例中,泄压片朝向电芯一侧设置有增强片,增强片的材质为记忆合金,增强片内设置有通孔,泄压通道与通孔连通以使气体能够依次经过泄压通道和通孔与泄压片接触;制备方法包括:将增强片固定连接在泄压片上。
37、本技术在泄压片上固定连接记忆合金材质的增强片,有效提升泄压片的耐冲击性和回弹性。
本文地址:https://www.jishuxx.com/zhuanli/20241009/307933.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表