一种电极极片及其制备方法和电池与流程
- 国知局
- 2024-10-09 15:10:23
本发明涉及电池,尤其是涉及一种电极极片及其制备方法和电池。
背景技术:
1、电动汽车的安全性能是重要性能指标,影响安全的主要因素在于电池的安全。其中,集流体在电池中起到重要的作用。传统的集流体通常由铝箔或铜箔组成,其硬度较大,一旦产生毛刺容易刺穿隔膜形成短路。目前常采用复合箔材作为集流体,复合箔材的结构为中间是聚合物层,聚合物层的两侧是金属层的三明治结构。
2、复合箔材中的聚合物层具有抗拉伸断裂强度高、质地软以及镀层薄的优势,因此不容易出现毛刺,即便出现毛刺,也会因为质地软镀层薄刺穿隔膜的可能性比较小,进而能够很好地防止电池内部发生短路,提升电池的安全性能。此外,聚合物材料本身的热膨胀系数较低且具有遇热收缩的特性,从而避免电池进一步发热、燃烧和爆炸等问题。使用复合箔材作为集流体可以提高安全性能和能量密度。
3、因复合箔材的中间聚合物层是绝缘层,复合箔材两侧的箔材不导通,现有连通两侧箔材的方式是采用焊接工艺在复合箔材的两侧焊接箔材,但两层箔材增加了电池极芯整体的厚度,不易于极耳整形和极耳弯折,产品良率较低。
4、有鉴于此,特提出此发明。
技术实现思路
1、本发明的第一目的在于提供一种电极极片,可简化极耳结构,降低极耳厚度,提高极耳的韧性、塑性和导电性能,极耳不易发生撕裂和开裂等不良现象。
2、本发明的第二目的在于提供一种电极极片的制备方法,能够在不破坏复合集流体结构的基础上提高极耳的性能。
3、本发明的第三目的在于提供一种电池,具有优异的安全性能。
4、为了实现本发明的上述目的,特采用以下技术方案:
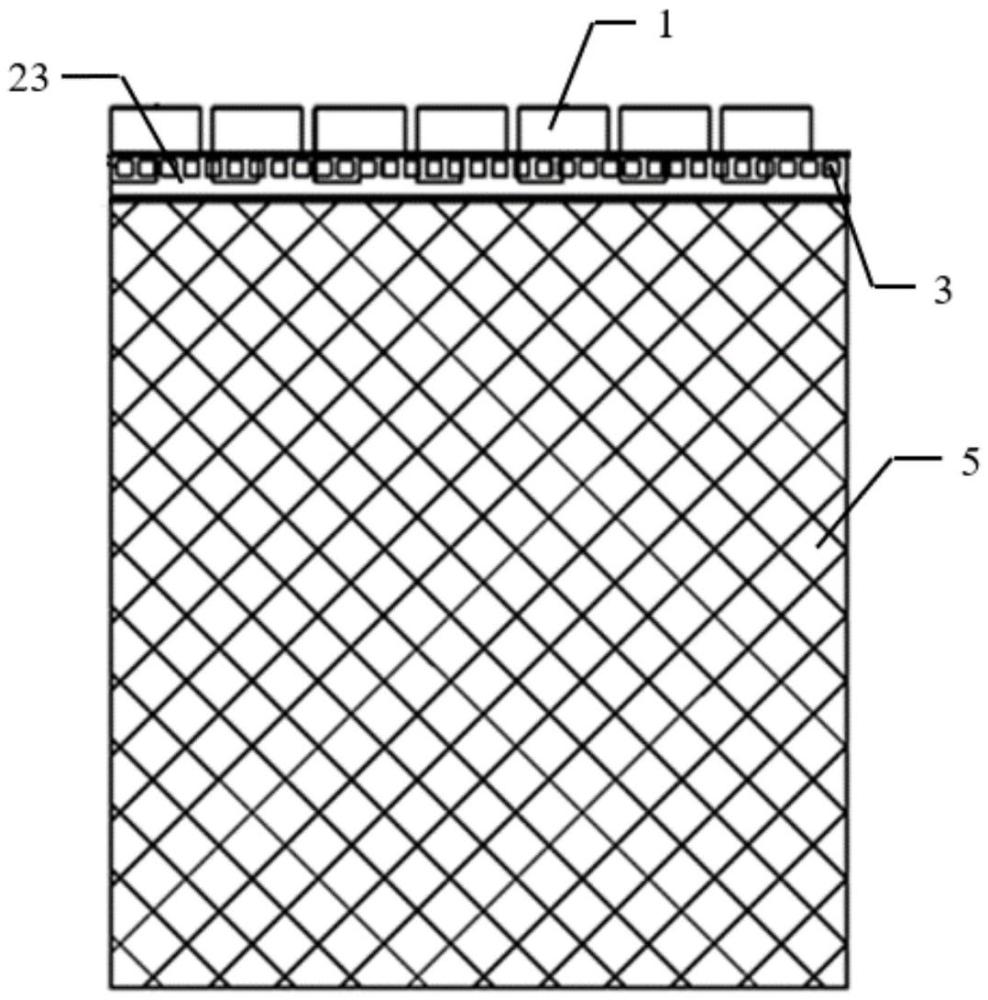
5、本发明提供了一种电极极片,包括极片本体和极耳;
6、所述极片本体包括复合集流体和功能涂层;所述复合集流体包括绝缘层以及设置于所述绝缘层两侧表面的金属层;所述金属层包括极耳焊接区和涂层区;所述涂层区的表面设置有所述功能涂层;
7、所述极耳包括单层极耳插片,所述单层极耳插片的材质包括金属基体以及分散于所述金属基体中的增强体材料;
8、所述极耳位于所述电极极片的端部,用于连接设置于所述绝缘层两侧表面的所述金属层;
9、所述极耳焊接在所述金属层的极耳焊接区,并且所述极耳和所述金属层的连接处形成焊印;所述焊印的表面设置有聚酰胺热熔胶。
10、进一步地,包括以下特征(1)至(3)中的至少一种;
11、(1)所述金属基体包括铜和/或铝;
12、(2)所述增强体材料包括石墨烯、碳纳米管、mg、si、sic、al2o3、b4c和tib2中的至少一种;
13、(3)所述金属基体和所述增强体材料的质量比为1:(0.001~0.07)。
14、进一步地,远离所述功能涂层一侧的所述聚酰胺热熔胶边缘与远离所述功能涂层一侧的所述复合集流体边缘的垂直距离h1为0.5~1mm。
15、进一步地,沿所述极耳的伸出方向,所述聚酰胺热熔胶和所述功能涂层的重叠距离h2为0.3~0.8mm。
16、本发明还提供了如上所述的电极极片的制备方法,包括如下步骤:
17、s1、将功能涂层的浆料涂覆于复合集流体的两侧表面,预留极耳焊接区;
18、s2、所述极耳焊接区裁切有缺口,将极耳插设于所述缺口处;然后依次经压制、超声波焊接和涂覆聚酰胺热熔胶,得到所述电极极片。
19、进一步地,所述压制的压力为0.1~0.5mpa。
20、进一步地,所述焊印满足如下关系式:s>a×b;
21、式中,s为所述单层极耳插片上,单个所述焊印面积与所述焊印的个数的乘积;a为所述单层极耳插片的宽度;b为所述单层极耳插片的厚度。
22、进一步地,所述超声波焊接的焊头触点面积为1~3mm2,每个单层极耳插片的焊头触点数量n≥4,焊头齿深为0.1~1mm,焊接压力为10~15kpa。
23、进一步地,所述超声波焊接的焊头的振动频率为20~40khz,振幅为31%~43%;所述超声波焊接的时间80~130ms。
24、本发明还提供了一种电池,包括如上所述的电极极片。
25、与现有技术相比,本发明的有益效果为:
26、1、本发明的电极极片中的极耳采用单层极耳插片式结构,能够简化极耳结构、降低极耳厚度。
27、2、本发明的电极极片中的极耳的材质为金属基体与增强体材料的复合材料,能够增加极耳的韧性、塑性,从而使其易于整形和弯折,且具有优良的导电性能。
28、3、本发明的电极极片中,极耳和金属层的连接处形成的焊印表面涂覆聚酰胺热熔胶,有利于保证电池在生产过程和长期振动使用工况下极耳不易发生撕裂、开裂等不良现象,从而提高电池的安全性能。
技术特征:1.一种电极极片,其特征在于,包括极片本体和极耳;
2.根据权利要求1所述的电极极片,其特征在于,包括以下特征(1)至(3)中的至少一种;
3.根据权利要求1所述的电极极片,其特征在于,远离所述功能涂层一侧的所述聚酰胺热熔胶边缘与远离所述功能涂层一侧的所述复合集流体边缘的垂直距离h1为0.5~1mm。
4.根据权利要求1所述的电极极片,其特征在于,沿所述极耳的伸出方向,所述聚酰胺热熔胶和所述功能涂层的重叠距离h2为0.3~0.8mm。
5.权利要求1~4任一项所述的电极极片的制备方法,其特征在于,包括如下步骤:
6.根据权利要求5所述的电极极片的制备方法,其特征在于,所述压制的压力为0.1~0.5mpa。
7.根据权利要求5所述的电极极片的制备方法,其特征在于,所述焊印满足如下关系式:s>a×b;
8.根据权利要求5所述的电极极片的制备方法,其特征在于,所述超声波焊接的焊头触点面积为1~3mm2,每个单层极耳插片的焊头触点数量n≥4,焊头齿深为0.1~1mm,焊接压力为10~15kpa。
9.根据权利要求5所述的电极极片的制备方法,其特征在于,所述超声波焊接的焊头的振动频率为20~40khz,振幅为31%~43%;所述超声波焊接的时间80~130ms。
10.一种电池,其特征在于,包括权利要求1~4任一项所述的电极极片。
技术总结本发明涉及电池技术领域,尤其是涉及一种电极极片及其制备方法和电池。本发明的电极极片,包括复合集流体、功能涂层和极耳;复合集流体包括绝缘层以及设置于绝缘层两侧表面的金属层;金属层包括极耳焊接区和涂层区;涂层区的表面设置有功能涂层;极耳包括单层极耳插片,其材质包括金属基体以及分散于金属基体中的增强体材料;极耳位于电极极片的端部,用于连接设置于绝缘层两侧表面的金属层;极耳焊接在金属层的极耳焊接区,并且极耳和金属层的连接处形成焊印;焊印的表面设置有聚酰胺热熔胶。本发明提供的电极极片,能够简化极耳结构、降低厚度;提高极耳的韧性、塑性和导电性,极耳不易发生撕裂和开裂,从而提高了安全性能。技术研发人员:张志鹏,计结胜,陈慧明受保护的技术使用者:中国第一汽车股份有限公司技术研发日:技术公布日:2024/9/29本文地址:https://www.jishuxx.com/zhuanli/20241009/307920.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表