一种低密度弱刚性防热材料表面状态控制方法与流程
- 国知局
- 2024-10-09 15:14:20
本发明涉及一种低密度弱刚性防热材料表面状态控制方法,属于防热材料成型领域。
背景技术:
1、先进的热防护技术伴随着空间探测技术的迅猛发展而不断面临新的需求和更严格的要求,而烧蚀型轻质高效防热材料是再入返回式航天器热防护技术的关键技术,保证航天器再入返回任务安全可靠的完成。防热结构轻量化对热防护技术发展具有重要意义,即满足热防护需求情况下追求防热材料的减重,因此低密度防热材料具有广泛的应用需求。目前,烧蚀型低密度弱刚性防热材料一般为纤维增强基防热材料。
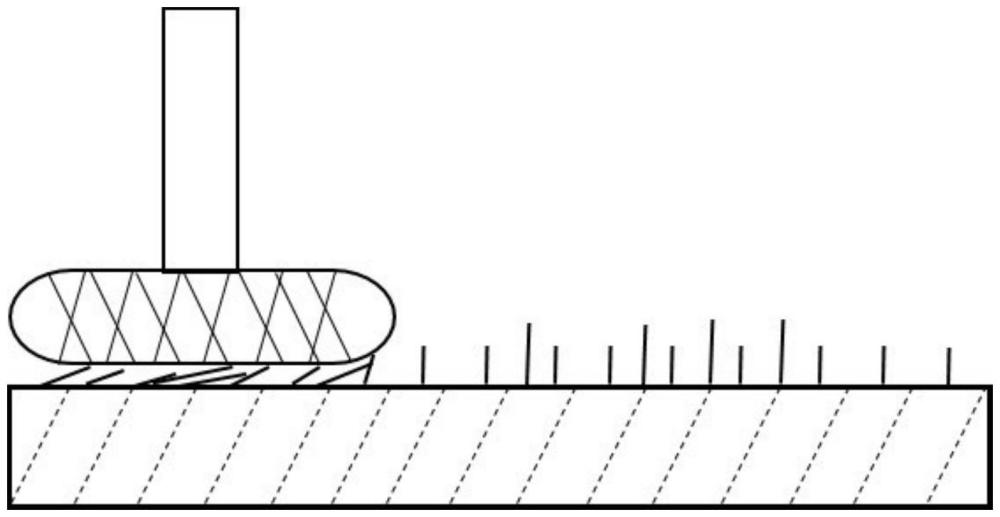
2、然而,随着减重需求的牵引发展,低密度弱刚性防热材料在工程实施过程中面临新的问题。如图1为现有加工原理示意图。传统地,防热结构工程应用过程中,处于防热结构最外层的防热材料表面需要实施热控等功能涂层,以满足空间应用环境的综合性功能需求。热控等功能涂层的实施要求作为基材的防热材料表面平整以保证热控涂层界面结合及涂层基体在应用过程中不发生褶皱、开裂甚至脱落等问题而影响防热结构的整体性能。对于上述问题,目前工程上采用防热材料表面渗透方式实现硬化并表面打磨来满足涂层实施的表面要求,这种往往造成整体防热结构重量增加且硬化重量离散性大,工艺复杂且可控性差。
技术实现思路
1、本发明要解决的技术问题是:本发明提供一种低密度弱刚性防热材料表面状态控制方法,解决了低密度弱刚性防热材料表面直接实施热控等功能涂层的表面状态控制问题。
2、本发明所采用的技术方案是:一种低密度弱刚性防热材料表面状态控制方法,包括:
3、步骤1:将采用低密度弱刚性防热材料的工件安装在加工平台上,装夹时,对所述工件的工艺区进行装夹,防止装夹工具接触产品区且保证所述工件的材料表面无装夹压痕;工艺区为材料工艺设计时根据工艺需求进行预留的、所述工件的产品区以外的部分;
4、步骤2:装夹完成后,按照所述工件的余量设置及尺寸要求,确定粗加工去除量和精加工去除量,并选定粗加工阶段和精加工阶段的加工刀具及加工参数;
5、步骤3:在粗加工阶段,按照选定的加工刀具及加工参数对工艺区进行粗加工,加工过程中对加工产生的刀具及材料表面的多余物进行吸除清理;
6、步骤4:粗加工完成后,在加工刀头上安装刀头头罩;
7、步骤5:在精加工阶段,按照选定的加工刀具及加工参数对工艺区进行精加工,加工过程中对加工产生的刀具及材料表面的多余物进行吸除清理。
8、进一步的,采用粗加工去除距离产品区尺寸≥1mm的尺寸区域,对剩余量尺寸采用精加工处理。
9、进一步的,在粗加工阶段:加工刀头采用金属磨削刀头,加工转速为2000~5500r/min,加工切深为0.5~1.5mm,加工步距为0.5~1.2mm。
10、进一步的,在精加工阶段:加工刀头采用金刚石磨砂磨削刀头,加工刀头的球头类型及尺寸半径根据工件尺寸平面及弧面特征进行匹配选择,加工转速为5500~9000r/min,加工切深为0.1~0.5mm,加工步距为0.1~0.5mm。
11、进一步的,所述刀头头罩与刀头通过卡扣连接固定,刀头头罩为金属镂空结构,刀头头罩表面设置均匀分布若干圆孔或条纹镂空结构,单个圆孔直径为0.1~0.5mm,或单个条纹宽度为0.1~0.5mm、长度为3~15mm;刀头头罩与刀头之间的卡扣连接位置设置弹簧片,使得刀头头罩在加工过程中受压逼近刀头,释放后回复原位。
12、本发明与现有技术相比的优点在于:
13、本发明提供一种针对该类低密度弱刚性防热材料作为功能涂层基材表面状态控制的全新方式,与传统的在该材料表面浸渗树脂硬化表面并打磨的方式完全不同,解决了传统加工后表面涂刷浸渗树脂硬化并打磨的工艺技术造成整体防热结构重量增加且硬化重量离散性大,工艺复杂且可控性差的问题,此外可以有效避免多余物及树脂表面硬化带来的新的涂层界面结合风险问题。因此,面向防热结构减重发展和防热结构多功能化发展的迫切需求,在低密度弱刚性防热材料表面直接实施涂层的技术队防热技术发展的技术应用和工程实践具有重要意义,节省用于表面硬化的树脂重量降低整体防热结构重量的同时,省去表面硬化繁琐的工序,提升了防热结构整体重量的可控性,优化了防热结构工艺技术。该发明有效降低了技术成本和技术风险,工艺控制稳定,可实施性强,对不同应用需求的低密度弱刚性防热材料的表面状态控制均可应用,该技术应用范围广泛,适用性强,具有很大的工程应用价值。
技术特征:1.一种低密度弱刚性防热材料表面状态控制方法,其特征在于,包括:
2.根据权利要求1所述的一种低密度弱刚性防热材料表面状态控制方法,其特征在于,将采用低密度弱刚性防热材料的工件装夹在加工平台上时,对所述工件的工艺区进行装夹,防止装夹工具接触产品区且保证所述工件的材料表面无装夹压痕;工艺区为材料工艺设计时根据工艺需求进行预留的、所述工件的产品区以外的部分。
3.根据权利要求1所述的一种低密度弱刚性防热材料表面状态控制方法,其特征在于,采用粗加工去除距离产品区尺寸≥1mm的尺寸区域,对剩余量尺寸采用精加工处理。
4.根据权利要求1所述的一种低密度弱刚性防热材料表面状态控制方法,其特征在于,在粗加工阶段:加工刀头采用金属磨削刀头,加工转速为2000~5500r/min,加工切深为0.5~1.5mm,加工步距为0.5~1.2mm。
5.根据权利要求1所述的一种低密度弱刚性防热材料表面状态控制方法,其特征在于,在精加工阶段:加工刀头采用金刚石磨砂磨削刀头,加工刀头的球头类型及尺寸半径根据工件尺寸平面及弧面特征进行匹配选择,加工转速为5500~9000r/min,加工切深为0.1~0.5mm,加工步距为0.1~0.5mm。
6.根据权利要求1所述的一种低密度弱刚性防热材料表面状态控制方法,其特征在于,所述刀头头罩与刀头通过卡扣连接固定,刀头头罩为金属镂空结构,刀头头罩表面设置均匀分布若干圆孔或条纹镂空结构,单个圆孔直径为0.1~0.5mm,或单个条纹宽度为0.1~0.5mm、长度为3~15mm;刀头头罩与刀头之间的卡扣连接位置设置弹簧片,使得刀头头罩在加工过程中受压逼近刀头,释放后回复原位。
技术总结本发明公开一种低密度弱刚性防热材料表面状态控制方法,包括:将采用低密度弱刚性防热材料的工件安装在加工平台上;装夹完成后,按照所述工件的余量设置及尺寸要求,确定粗加工去除量和精加工去除量,并选定粗加工阶段和精加工阶段的加工刀具及加工参数;在粗加工阶段,按照选定的加工刀具及加工参数对工艺区进行粗加工,加工过程中对加工产生的刀具及材料表面的多余物进行吸除清理;粗加工完成后,在加工刀头上安装刀头头罩;在精加工阶段,按照选定的加工刀具及加工参数对工艺区进行精加工,加工过程中对加工产生的刀具及材料表面的多余物进行吸除清理。本发明解决了低密度弱刚性防热材料表面直接实施热控等功能涂层的表面状态控制问题。技术研发人员:王素萍,雷尧飞,刘佳,杨海涛,张鹏飞,孟博,董薇,徐鹤,沈宇新,徐昀鑫,齐向军受保护的技术使用者:北京卫星制造厂有限公司技术研发日:技术公布日:2024/9/29本文地址:https://www.jishuxx.com/zhuanli/20241009/308106.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。