超大型多边形曲面钢结构安装方法与流程
- 国知局
- 2024-10-15 09:39:40
本发明涉及钢结构安装,尤其涉及一种超大型多边形曲面钢结构安装方法。
背景技术:
1、某类大型非标钢结构部件外形尺寸(长、宽、高)均在30m量级以上,最大方向尺寸在50m量级以上,总重在1300吨以上,结构形式为空腔多边形曲面体。如图1所示:超大型多边形曲面钢结构由桁架组件、壳体、底座构成;壳体为多边形薄壁空腔曲面结构,外形为“喇叭状”,壳体截面在轴线方向由入口的四边形逐渐过渡到出口的八边形且截面尺寸不断缩小;桁架组件围绕壳体外轮廓设置,外形与壳体类似,用于增加钢结构部件整体刚度;底座设置在桁架组件下部,用于支撑钢结构部件。
2、在相关技术中,由于这类钢结构部件尺寸过大,需要在施工现场完成制作安装。常规方案为:在基础上安装底座,在底座上分段安装底面及立面的桁架组件,然后在桁架组件上安装底面及立面的壳体,再在壳体上搭设满堂脚手架,将顶面壳体铺设在脚手架上,然后分段安装顶面桁架组件,最后安装调整顶面壳体。
3、然而,上述方法由下至上安装,安装时间较长,间接增加施工成本,工期上也存在风险;同时存在大量高空作业,安全风险高,高空措施费用高;若施工时存在高空受限的情况,顶面桁架组件只能高空散装,进一步增加了工期、安全、成本风险。
技术实现思路
1、本发明提供一种超大型多边形曲面钢结构安装方法,用以解决现有技术中安装方法的缺陷,实现更高效的安装。
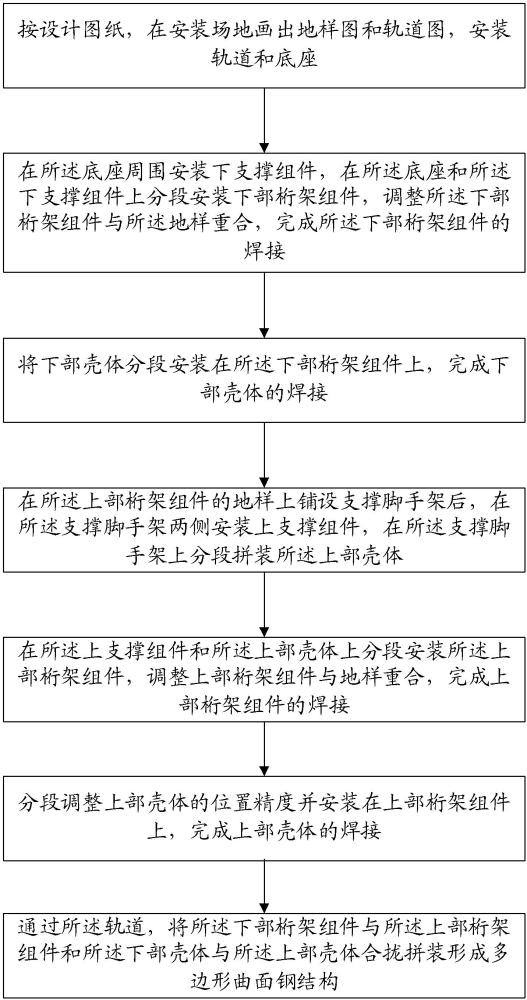
2、本发明提供一种超大型多边形曲面钢结构安装方法,包括:按设计图纸,在安装场地画出地样图和轨道图,安装轨道和底座;在所述底座周围安装下支撑组件,在所述底座和所述下支撑组件上分段安装下部桁架组件,调整所述下部桁架组件与所述地样重合,完成所述下部桁架组件的焊接;将下部壳体分段安装在所述下部桁架组件上,完成下部壳体的焊接;在所述上部桁架组件的地样上铺设支撑脚手架后,在所述支撑脚手架两侧安装上支撑组件,在所述支撑脚手架上分段拼装所述上部壳体;在所述上支撑组件和所述上部壳体上分段安装所述上部桁架组件,调整上部桁架组件与地样重合,完成上部桁架组件的焊接;分段调整上部壳体的位置精度并安装在上部桁架组件上,完成上部壳体的焊接;通过所述轨道,将所述下部桁架组件与所述上部桁架组件和所述下部壳体与所述上部壳体合拢拼装形成多边形曲面钢结构。
3、根据本发明提供的超大型多边形曲面钢结构安装方法,上部壳体底部端面与下部壳体顶部端面平行,下部壳体在高度方向尺寸比上部壳体大2000~3000mm。
4、根据本发明提供的超大型多边形曲面钢结构安装方法,上部壳体和下部壳体划分为多个分段制作,上部桁架组件和下部桁架组件划分为多个分段制作。
5、根据本发明提供的超大型多边形曲面钢结构安装方法,按设计图纸,在安装场地画出地样图和轨道图,安装轨道和底座包括:安装场地上画出下部桁架组件、底座、轨道的地样图;将所述下部桁架组件的地样沿出口方向进行延伸形成上部桁架组件的地样;沿地样图铺设轨道;将所述底座安装在所述轨道上。
6、根据本发明提供的超大型多边形曲面钢结构安装方法,上部桁架组件安装前,在上部壳体上布置多个千斤顶,上部桁架组件安装后通过多个千斤顶调节起拱量,上部桁架组件焊接后降低多个千斤顶的顶升高度完成上部桁架组件的卸载,上部桁架组件卸载的同时完成上部桁架组件与上部壳体的连接。
7、根据本发明提供的超大型多边形曲面钢结构安装方法,通过所述轨道,将所述下部桁架组件与所述上部桁架组件和所述下部壳体与所述上部壳体合拢拼装形成多边形曲面钢结构包括:在所述上部桁架组件两侧布置提升装置,将上部结构整体提升;在所述轨道和所述底座之间布置液压推杆,将下部结构整体滑移至所述上部结构正下方;下降所述上部结构,直至所述上部壳体与所述下部壳体接触;安装连接杆件,完成所述连接杆件与所述上部桁架组件、所述下部桁架组件的焊接;完成所述上部壳体与所述下部壳体的焊接。
8、根据本发明提供的超大型多边形曲面钢结构安装方法,其特征在于,所述上部壳体与所述下部壳体焊接完成后,通过在所述底座下方布置气垫运输车将所述超大型多边形曲面钢结构运输至安装地点进行落位。
9、根据本发明提供的超大型多边形曲面钢结构安装方法,桁架组件划分为上部桁架组件、下部桁架组件、连接杆件;所述连接杆件为杆件连接结构,所述上部桁架组件底部包含焊接球节点,所述下部桁架组件顶部包含焊接球节点;下部桁架组件的高度尺寸约为桁架组件高度尺寸的一半。
10、本发明提供的超大型多边形曲面钢结构安装方法,通过将超大型多边形曲面钢结构部件划分为上、下二个部分在地面分别组装后,再通过整体提升、整体滑移的方式将上、下二个部分进行合拢从而完成现场安装,大大减少了高空作业和高空措施费用;上、下二个部分的同步组装大大提高了现场制作安装的效率,节约工期;降低了对起重机械的起吊高度要求,避免使用大型起重机械;可实现高度受限空间内超大型多边形曲面钢结构部件的制作安装,避免采用高空散装法安装桁架组件。
技术特征:1.一种超大型多边形曲面钢结构安装方法,其特征在于,包括:
2.根据权利要求1所述的超大型多边形曲面钢结构安装方法,其特征在于,上部壳体底部端面与下部壳体顶部端面平行,下部壳体在高度方向尺寸比上部壳体大2000~3000mm。
3.根据权利要求1所述的超大型多边形曲面钢结构安装方法,其特征在于,上部壳体和下部壳体划分为多个分段制作,上部桁架组件和下部桁架组件划分为多个分段制作。
4.根据权利要求1所述的超大型多边形曲面钢结构安装方法,其特征在于,按设计图纸,在安装场地画出地样图和轨道图,安装轨道和底座包括:安装场地上画出下部桁架组件、底座、轨道的地样图;
5.根据权利要求1所述的超大型多边形曲面钢结构安装方法,其特征在于,上部桁架组件安装前,在上部壳体上布置多个千斤顶,上部桁架组件安装后通过多个千斤顶调节起拱量,上部桁架组件焊接后降低多个千斤顶的顶升高度完成上部桁架组件的卸载,上部桁架组件卸载的同时完成上部桁架组件与上部壳体的连接。
6.根据权利要求1所述的超大型多边形曲面钢结构安装方法,其特征在于,通过所述轨道,将所述下部桁架组件与所述上部桁架组件和所述下部壳体与所述上部壳体合拢拼装形成多边形曲面钢结构包括:
7.根据权利要求1所述的超大型多边形曲面钢结构安装方法,其特征在于,上部壳体与下部壳体焊接完成后,通过在底座下方布置气垫运输车将超大型多边形曲面钢结构运输至安装地点进行落位。
8.根据权利要求1所述的超大型多边形曲面钢结构安装方法,其特征在于,桁架组件划分为上部桁架组件、下部桁架组件、连接杆件;
技术总结本发明提供一种超大型多边形曲面钢结构安装方法,属于钢结构安装技术领域。安装方法包括:按设计图纸,在安装场地画出地样图和轨道图;安装轨道和底座;在底座上安装下部桁架组件;将下部壳体安装在下部桁架组件上;拼装上部壳体;安装上部桁架组件并将上部壳体安装至上部桁架组件;拼装形成多边形曲面钢结构。本发明通过将超大型多边形曲面钢结构部件划分为上、下二个部分在地面分别组装后,再通过整体提升、整体滑移的方式将上、下二个部分进行合拢从而完成现场安装,大大减少了高空作业和高空措施费用,提高了现场制作安装的效率,节约工期,降低了对起重机械的起吊高度要求实现高度受限空间内超大型多边形曲面钢结构部件的制作安装。技术研发人员:闵晓峰,刘进,岳峰,程凯旋受保护的技术使用者:武汉一冶钢结构有限责任公司技术研发日:技术公布日:2024/10/10本文地址:https://www.jishuxx.com/zhuanli/20241015/314904.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表