一种飞机蒙皮装夹装置、铣削加工设备及加工方法与流程
- 国知局
- 2024-10-15 09:46:09
本技术涉及飞机蒙皮加工设备领域,尤其涉及一种飞机蒙皮装夹装置。此外,本技术还涉及一种飞机蒙皮铣削加工设备及一种飞机蒙皮铣削加工方法。
背景技术:
1、飞机蒙皮是指包围在飞机骨架结构外,用粘接剂或铆钉固定于骨架上形成飞机气动力外形的维形构件。飞机蒙皮与骨架所构成的蒙皮结构具有较大承载力及刚度,而自重却很轻,起到承受和传递气动载荷的作用。蒙皮承受空气动力作用后将作用力传递到相连的机身机翼骨架上,受力复杂,加之蒙皮直接与外界接触,所以不仅要求蒙皮材料强度高、塑性好,还要求表面光滑,有较高的抗蚀能力。
2、早期的或低速小型飞机用布(麻、棉)作为蒙皮,此时的蒙皮只能承受部分有限的气动载荷,不参加整体受力。现今常见的飞机蒙皮多由铝合金、钛合金或者复合材料加工制成,蒙皮的结构一般由外蒙皮表面、内蒙皮表面、腹板、孔等结构组成。其中,铝合金蒙皮通常以铝合金材料拉伸成型为蒙皮毛坯,对其外蒙皮面不需要加工,而在内蒙皮表面上进行打孔、铣削加工形成蒙皮成品。蒙皮毛坯壁厚较薄,一般3-6mm,并且单件面积大,刚性差,加工易变形,且加工表面质量要求高,壁厚公差要求范围小,加工难度很大,特别是双曲面蒙皮。
3、现有的飞机蒙皮的铣削加工多采用镜像铣削、化铣等加工工艺进行,镜像铣加工需要专用的镜像铣加工设备,在铣削过程中对与内蒙皮表面铣削部位相对应的外蒙皮面位置进行支撑定位,不仅加工设备昂贵,而且支撑面小,加工过程中易发生颤振。而化铣加工的加工速度较慢,不仅加工效率很低,而且容易对环境造成污染。
技术实现思路
1、为了提高飞机蒙皮的加工效率和加工质量,降低加工成本,本技术提供一种飞机蒙皮装夹装置、铣削加工设备及加工方法。
2、本技术提供的飞机蒙皮装夹装置采用如下的技术方案:
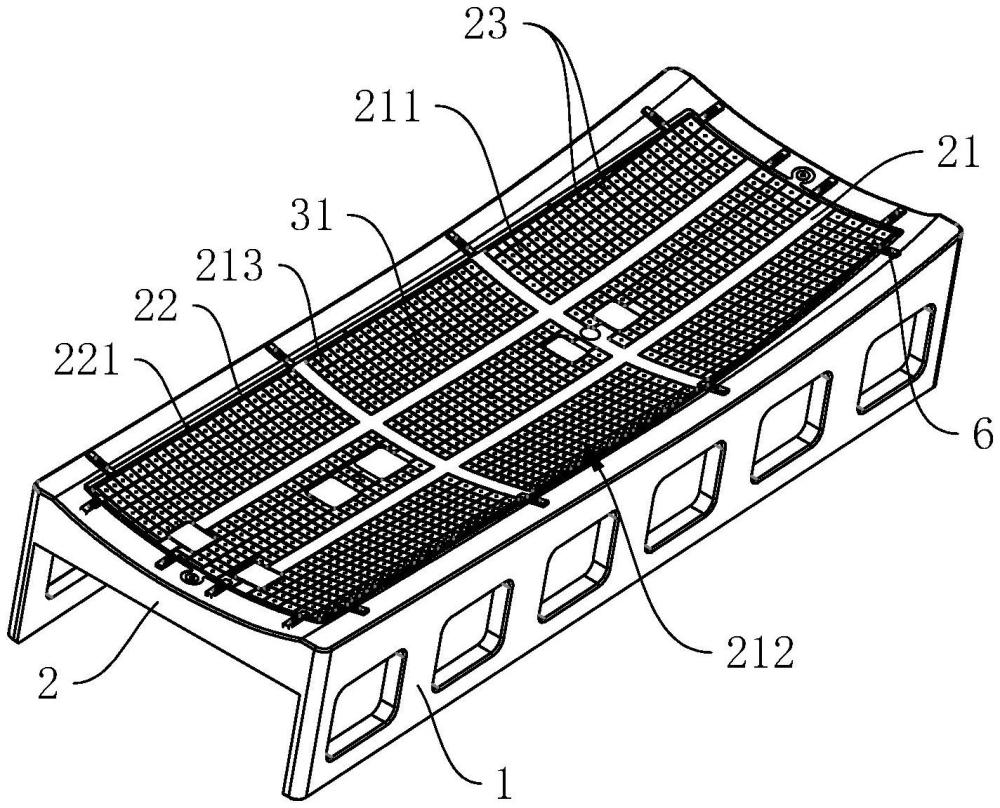
3、一种飞机蒙皮装夹装置,包括治具框架、蒙皮支撑和真空装夹机构;所述蒙皮支撑设置在所述治具框架上,所述蒙皮支撑上与所述治具框架相对的一侧设置为治具型面,所述治具型面的形状与飞机蒙皮外蒙皮表面的形状一致,所述治具型面的周边区域设置有密封槽,所述密封槽内侧的所述治具型面上设置有多个纵横交叉的排气槽,多个所述排气槽在所述治具型面上分隔出多个蒙皮支撑面,所述真空装夹机构包括通气孔和真空管,所述通气孔穿过所述蒙皮支撑与所述排气槽相连通,所述真空管与所述通气孔相连通,且能够与外部真空源相连接。
4、通过采用上述技术方案,利用与飞机蒙皮外蒙皮表面形状一致的治具型面,能够对飞机蒙皮形成整体硬支撑,防止加工过程中蒙皮的变形和震颤,从而能够利用通用加工设备对飞机蒙皮的内蒙皮表面进行加工,保证内蒙皮表面的加工精度,提高了飞机蒙皮的加工效率。利用设置在治具型面的多个纵横交叉的排气槽,和与排气槽和真空管相连接的通气孔,能够利用外部的真空源在排气槽内形成负压,将飞机蒙皮整体吸附在治具型面上,在对飞机蒙皮形成可靠装夹的同时,通过多个蒙皮支撑面对飞机蒙皮形成硬支撑,保证了飞机蒙皮内蒙皮表面的加工精度。利用设置在治具型面的周边区域的密封槽,能够安装密封条后保证治具型面与飞机蒙皮之间的真空度,提高飞机蒙皮在治具型面上的装夹力。
5、在一个具体的可实施方案中,所述密封槽内侧的所述治具型面包括多个相互独立的吸附区块,每个所述吸附区块内的所述排气槽相互交叉连接,不同所述吸附区块间的所述排气槽相互隔离,每个所述吸附区块内设置有至少一个所述通气孔,所述真空装夹机构还包括气阀,且每个所述吸附区块内的所述通气孔通过所述气阀与所述真空管相连接。
6、通过采用上述技术方案,利用设置在治具型面上的多个相互独立的吸附区块,能够形成多个相互独立的吸附区域,对飞机蒙皮的不同部位形成相互独立的装夹力,有利于保证飞机蒙皮在蒙皮支撑上的可靠装夹。利用每个吸附区块内的通气孔通过气阀与真空管相连接的设置,能够通过气阀分别控制每个吸附区块内负压的形成,从而能够独立控制和调整飞机蒙皮不同部位的装夹情况。
7、在一个具体的可实施方案中,所述真空装夹机构还包括隔尘器,所述隔尘器设置在所述通气孔与所述气阀之间。
8、通过采用上述技术方案,利用设置在通气孔与气阀之间的隔尘器,能够隔离进入真空装夹机构内的加工粉尘和碎屑,防止粉尘和碎屑影响真空装夹机构的正常工作。
9、在一个具体的可实施方案中,所述隔尘器包括隔尘筒、隔尘进气管、隔尘挡环和隔尘出气管,所述隔尘筒为密闭的空心筒体,所述隔尘进气管固定在所述隔尘筒的顶部,且穿过所述隔尘筒的顶面延伸至所述隔尘筒的底部区域,所述隔尘挡环设置有多个,且自由端向下倾斜分别设置在所述隔尘筒的内壁或者所述隔尘进气管的外壁上,所述隔尘出气管固定在所述隔尘筒的上部,且穿过所述隔尘筒的侧壁开口于所述隔尘挡环的上方。
10、通过采用上述技术方案,利用隔尘进气管延伸至隔尘筒的底部区域、隔尘出气管设置在隔尘筒上部的设置,能够在隔尘筒的内部形成由下向上的气流,利用加工粉尘和碎屑的自身重力阻止直径较大的粉尘和碎屑向隔尘出气管的流动,减少进入隔尘出气管的粉尘和碎屑的量。利用设置在保证旋转安装台的旋转精度,并防止齿轮外露带来安全风险。利用多个自由端向下倾斜设置在隔尘筒内壁或者隔尘进气管外壁上的隔尘挡环,能够对由隔尘筒的底部向上流动的气流进行阻挡,形成局部向下的气流,促进混杂在气流中的粉尘和碎屑在惯性作用下脱离气流而沉积在隔尘筒的底部。
11、在一个具体的可实施方案中,所述密封槽的底壁设置有密封条吸附孔,所述密封条吸附孔穿过所述蒙皮支撑与所述真空管相连接。
12、通过采用上述技术方案,利用设置在密封槽底壁的密封条吸附孔,能够利用外部真空源将密封槽内的密封槽稳定地吸附在密封槽中,保证密封条在密封槽中的位置稳定性,保证密封条与蒙皮支撑和飞机蒙皮之间的可靠密封。
13、在一个具体的可实施方案中,本技术的飞机蒙皮装夹装置还包括吹气装置,所述蒙皮支撑面上设置有吹气孔,所述吹气孔穿过所述蒙皮支撑与所述吹气装置相连接。
14、通过采用上述技术方案,利用设置在蒙皮支撑面上的吹气孔,能够在蒙皮支撑面上存在杂物碎屑,影响飞机蒙皮可靠吸附时短暂地吹入气流,将杂物碎屑吹入排气槽内,通过真空装夹机构吸除,保证飞机蒙皮各个部位的可靠吸除。
15、本技术提供的飞机蒙皮铣削加工设备采用如下的技术方案:
16、一种飞机蒙皮铣削加工设备,包括龙门铣削机床和本技术的飞机蒙皮装夹装置,所述飞机蒙皮装夹装置设置在所述龙门铣削机床的龙门架下方,以能够利用所述龙门铣削机床对装夹在所述飞机蒙皮装夹装置上的所述飞机蒙皮的内蒙皮表面进行铣削加工。
17、通过采用上述技术方案,利用本技术的飞机蒙皮装夹装置,能够在利用真空吸附力对飞机蒙皮形成可靠装夹力的同时,对外蒙皮表面形成硬支撑,从而能够利用通用的龙门铣削机床对内蒙皮表面进行铣削加工,防止铣削刀具对加工面形成的铣削力导致飞机蒙皮的变形。利用本技术的飞机蒙皮装夹装置,能够通过与外蒙皮表面的形状一致的治具型面形成对飞机蒙皮的大面积紧密接触,防止在对内蒙皮表面进行铣加工时引起飞机蒙皮的震颤,提高飞机蒙皮铣加工的加工精度。
18、本技术提供的飞机蒙皮铣削方法采用如下的技术方案:
19、一种飞机蒙皮铣削方法,利用本技术的飞机蒙皮铣削加工设备进行加工,包括如下步骤:s10、铣削所述治具型面,使得所述治具型面的形状与所述飞机蒙皮的外蒙皮表面的形状一致;s20、在所述密封槽安装密封条,将所述飞机蒙皮放置在所述治具型面上,使得所述飞机蒙皮的外蒙皮表面周边与所述密封条相接触;s30、启动所述真空装夹机构,将所述飞机蒙皮的外蒙皮表面吸附在所述治具型面上;s40、启动所述龙门铣削机床,对所述飞机蒙皮的内蒙皮表面进行铣削加工。
20、通过采用上述技术方案,利用对治具型面的铣削加工,能够保证治具型面形状与飞机蒙皮外蒙皮表面形状的一致性,保证治具型面与飞机蒙皮之间形成大面积的紧密接触,和对飞机蒙皮形成可靠的硬支撑,防止对加工面铣削加工引起飞机蒙皮的变形和震颤,保证飞机蒙皮的加工精度。利用真空装夹机构通过排气槽对飞机蒙皮外蒙皮表面的吸附对飞机蒙皮进行装夹,能够形成大面积作用在飞机蒙皮上垂直于外蒙皮表面的装夹力,降低装夹力引起的飞机蒙皮的变形。利用外蒙皮表面周边与密封条的接触,能够在飞机蒙皮周边与治具型面之间形成大面积真空区域,在更大的面积上对飞机蒙皮形成更大的吸附力,保证飞机蒙皮装夹的可靠性。
21、在一个具体的可实施方案中,在步骤s30前,还包括步骤:s25、检测所述飞机蒙皮的外形状态;在步骤s30后,还包括步骤:s35、检测所述飞机蒙皮的吸附情况,并间隔启动未吸紧部位的蒙皮支撑面所对应的吹气装置。
22、通过采用上述技术方案,利用对飞机蒙皮外形形态的检测数据,能够通过对装夹在蒙皮支撑上飞机蒙皮的检测,准确判断外蒙皮表面与治具型面之间的贴合情况;利用对飞机蒙皮吸附情况的检测,能够及时发现飞机蒙皮未吸紧在蒙皮支撑上的部位,并能够在发现飞机蒙皮与蒙皮支撑之间存在未吸紧部位时,启动与未吸紧部位的蒙皮支撑面相对于的吹气装置,通过吹气孔吹出气体,利用飞机蒙皮下方从吹气孔流向排气槽的气流将夹杂在外蒙皮表面与治具型面之间的杂物碎屑吹入排气槽中,保证外蒙皮表面与治具型面之间能够完全贴合。
23、在一个具体的可实施方案中,步骤s40包括如下步骤:s41、根据所检测所述飞机蒙皮的外形状态对所述飞机蒙皮从中间向两侧进行粗铣加工;s42、测量所述飞机蒙皮每个加工区域的壁厚;s43、根据测量结果,设定所述飞机蒙皮每个加工区域的刀补值;s44、根据刀补值对所述飞机蒙皮每个加工区域进行精铣加工。
24、通过采用上述技术方案,利用从中间向两侧对飞机蒙皮进行粗铣加工的方法,能够防止粗铣加工过程中飞机蒙皮的移动,保证飞机蒙皮的粗铣加工精度。利用对每个加工区域壁厚的测量和刀补值的设置,能够减小治具型面加工误差和飞机蒙皮粗加工误差对加工精度的影响,提高飞机蒙皮的最终加工精度。
25、综上所述,本技术包括以下至少一种有益技术效果:
26、1.通过对治具型面的铣削加工,能够保证治具型面形状与飞机蒙皮外蒙皮表面形状的一致性,使得外蒙皮表面与治具型面之间能够形成更大面积、更紧密的贴合,利用治具型面对外蒙皮表面形成硬支撑,并能够提高飞机蒙皮在蒙皮支撑上的装夹力和装夹的稳定性,从而能够利用通用的铣削机床对内蒙皮表面进行铣削加工,减小飞机蒙皮在铣削加工过程中的变形和震颤,提升飞机蒙皮的铣削加工效率和加工精度。
27、2.利用设置在治具型面上的多个纵横交叉的排气槽,能够将负压引导到治具型面上更广泛的范围内,在飞机蒙皮更大的面积范围内形成对飞机蒙皮形成均匀的吸附力,保证飞机蒙皮不同的部分均能够可靠装夹在蒙皮支撑上,提高飞机蒙皮装夹的可靠性和稳定性,并防止在飞机蒙皮的局部区域产生过大的吸附力,减小飞机蒙皮的装夹变形。
28、3.通过在治具型面上设置的多个吸附区域,和设置在每个吸附区域与真空管之间的气阀,能够分别控制飞机蒙皮不同部分的吸附情况和吸附力,从而保证飞机蒙皮不同部位均能够可靠地吸附在蒙皮支撑上,保证飞机蒙皮装夹的可靠性和稳定性。
29、4.通过在每个蒙皮支撑面上设置有吹气孔,能够通过吹气孔在飞机蒙皮与治具型面之间短促地吹入气流,将夹杂在飞机蒙皮与治具型面之间的杂物碎屑吹入排气槽中,从而能够在不拆下飞机蒙皮的情况下清除夹杂在飞机蒙皮与治具型面之间的杂物碎屑,保证飞机蒙皮的不同部位均能够可靠地吸附在治具型面,形成外蒙皮表面与治具型面之间的紧密贴合,保证飞机蒙皮的可靠装夹,提高飞机蒙皮的加工精度。
本文地址:https://www.jishuxx.com/zhuanli/20241015/315266.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表