角钢自动识别拆垛和缓存上料系统及方法与流程
- 国知局
- 2024-10-21 14:38:25
本发明属于角钢,具体涉及一种角钢自动识别拆垛和缓存上料系统及方法,用于角钢生产线的角钢原料自动拆垛和上料。
背景技术:
1、角钢原料为正v形或倒v形叠放堆垛,因此设计角钢全自动生产线时,要实现角钢全自动上料,需要先将角钢原料进行拆垛,并通过翻转将角钢全部调整为正v形姿态进行上料。而传输过程中角钢的倒v形姿态放置较为稳定,而正v姿态需要依靠工装才能稳定放置。因此上料过程中涉及角钢抓取、拆垛、输送、翻转等多个步骤,流程设计是否科学合理较为关键。
2、现有的角钢生产线上料过程中,角钢原材料垛由于转运过程中存在人工干预的情况,角钢垛的码垛形式不完全按照正v形或倒v形规律放置,因此无法采用桁架机械手按照固定的码放规率进行自动抓取,影响了角钢生产线的上料效率。
技术实现思路
1、为了解决上述技术问题,本发明提供一种角钢自动识别拆垛和缓存上料系统及方法,本发明所采用的技术方案如下:
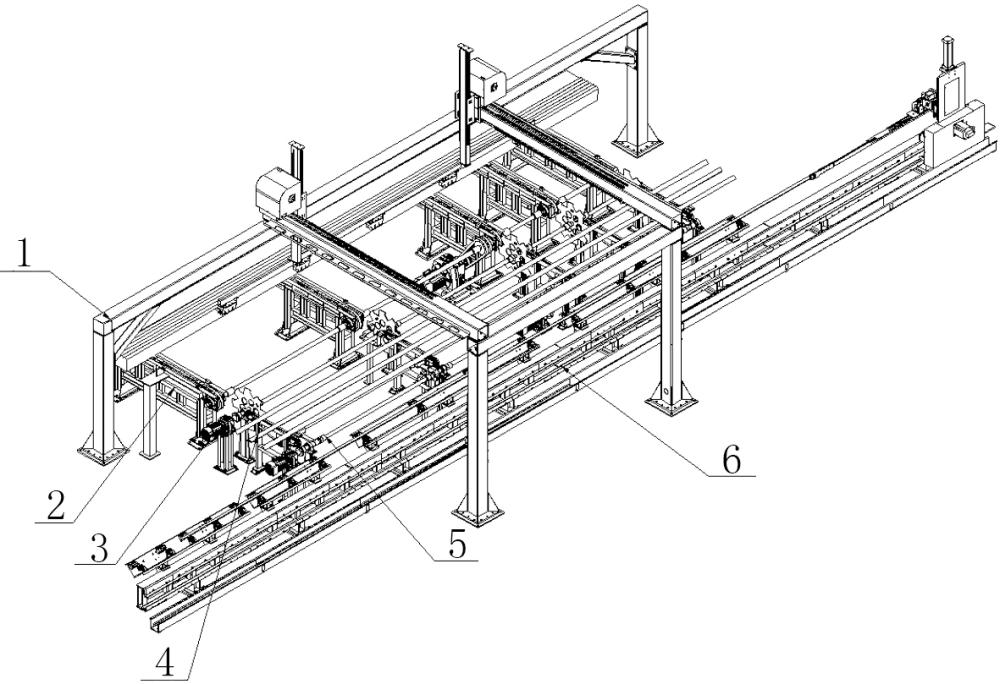
2、角钢自动识别拆垛和缓存上料系统,包括桁架机器人,在桁架机器人移动覆盖范围内自后端至前端依次设置横移上料台、机械翻转机构、横移输送机构、磁力翻转机构和上料辊道,所述桁架机器人侧方设置视觉识别装置,所述横移上料台包括后端上料工位和前端拆垛工位;所述机械翻转机构包括若干个圆形翻转料盘,圆形翻转料盘的外周均布开设若干个角钢放置豁口,圆形翻转料盘表面开设两组沿圆形翻转料盘中心对称设置的检测孔,圆形翻转料盘侧方安装第二传感器和第三传感器,第二传感器的检测信号方向朝向检测孔,第三传感器的检测信号方向朝向机械翻转机构前端;所述磁力翻转机构。
3、优选的,第一翻转轴转动安装在若干个翻转支架上端部,若干个圆形翻转料盘间隔安装在第一翻转轴上,左端的翻转支架的左侧安装翻转电机,所述翻转电机的转轴通过电机减速器和联轴器连接第一翻转轴右端部,电机减速器下方安装支撑架。
4、优选的,所述角钢放置豁口一侧上端一体成型设置限位凸块,限位凸块的凸起方向与圆形翻转料盘的转动方向一致。
5、优选的,第二翻转轴通过若干个固定支架安装在地面上,固定支架的上端部设置有轴承座,第二翻转轴转动安装在轴承座中,最左端的固定支架的左侧安装往复电机,所述往复电机的转轴通过电机减速器和联轴器连接第二翻转轴右端部,电机减速器下方安装支撑架,翻转手抓固定安装在第二翻转轴上。
6、优选的,所述横移上料台包括若干台平行设置的横移上料机,自左至右相邻两台横移上料机的间距逐步变小,横移上料机端部分别转动连接在传动轴的外周,所述传动轴通过第一链传动组件与上料电机的输出轴转动连接,上料电机安装在传动轴中段下方的地面上。
7、优选的,横移上料机的前端拆垛工位上设置磁吸块,磁吸块为电磁铁结构,前端拆垛工位前部安装第一传感器和限位挡块。
8、优选的,桁架机器人包括安装在地面上的支撑桁架,三维移动的安装杆活动安装在支撑桁架上,所述安装杆下端均布安装若干个磁吸手抓,磁吸手抓下端设置有一组电磁铁,最左侧的磁吸手抓上设置有光电传感器,光电传感器包括三个横向排列的单体传感器。
9、优选的,所述横移输送机构包括若干台平行设置的链式输送机,所述链式输送机的前后端分别设置有前端链轮和后端链轮,前端链轮和后端链轮通过横移输送链条啮合传动连接,中间的链式输送机左侧地面上安装输送电机,输送电机的转轴上的转轮通过第二链传动机构与输送轴上的主动轮啮合传动连接,所述输送轴上对应横移输送链条的位置设置有若干个从动轮,从动轮与横移输送链条啮合传动连接,链式输送机的前端上表面安装输送挡块,输送挡块右侧安装第四传感器。
10、角钢自动识别拆垛和缓存上料方法,应用前述的角钢自动识别拆垛和缓存上料系统,包括以下步骤:
11、步骤1、将角钢原料垛放置在横移上料台的后端上料工位;上位机控制横移上料台工作,将角钢原料垛整体输送到前端拆垛工位准备拆垛;
12、步骤2、视觉识别装置拍照发送给上位机,上位机识别当前抓取的角钢形态,上位机控制桁架机器人将倒v形角钢放置到横移输送机构上,将正v形角钢放置到机械翻转机构的圆形翻转料盘的顶部角钢放置豁口中;
13、步骤3、如果第三传感器检测到横移输送机构上有空闲的输送工位,第三传感器向上位机发送检测信号,上位机控制翻转电机带动圆形翻转料盘转动,正v形角钢完成翻转变为倒v形角钢并滑落到横移输送机构上,圆形翻转料盘顺时针转动180度,第二传感器检测到检测孔,第二传感器向上位机发送检测信号,上位机控制翻转电机停止,等待桁架机器人放置下一根正v形角钢;如果第三传感器检测到圆形翻转料盘前侧的横移输送机构上没有空闲的输送工位,第三传感器向上位机发送检测信号,上位机控制翻转电机暂时不转动等待;
14、步骤4、横移输送机构将倒v形角钢输送到靠近磁力翻转机构的输送工位;
15、步骤5、上位机接收到角钢在横移输送机构上输送到位的信号后,控制磁力翻转机构通过翻转手抓将角钢翻转放置到上料辊道上。
16、优选的,步骤5中,磁力翻转机构靠前的第六传感器检测到翻转手抓并向上位机发出信号,上位机控制往复电机反向转动使翻转手抓复位;翻转手抓复位后,磁力翻转机构靠后的第五传感器检测到翻转手抓并向上位机发出信号,上位机控制横移输送机构继续输送角钢。
17、本发明的有益效果:
18、1.本发明中的桁架机器人设置有视觉识别装置,能够识别角钢的状态,对呈正v形的角钢与呈倒v形的角钢分类抓取放置;2.本发明的横移上料台中具有双磁吸定位的设计,能够防止抓取时原料垛底部的角钢移动发生坐标偏移;3.磁吸机械手增加光电传感器,检测角钢抓取是否异常,能够判断一次抓取的是否为单根角钢,防止直接抓取双层角钢,并判断异常抓取状态,保障视觉识别装置引导磁吸机械手稳定抓取角钢;4.本发明中的横移输送机构采用了倒v形上料的方式,输送过程稳定可靠,后续的磁力翻转机构从角钢下方托料,避免了因磁吸机械手设置的磁力不足造成角钢掉落的现象,保证了角钢在翻转过程中的稳定性。
技术特征:1.角钢自动识别拆垛和缓存上料系统,包括桁架机器人,其特征在于,在桁架机器人移动覆盖范围内自后端至前端依次设置横移上料台、机械翻转机构、横移输送机构、磁力翻转机构和上料辊道,所述桁架机器人侧方设置视觉识别装置,所述横移上料台包括后端上料工位和前端拆垛工位;所述机械翻转机构包括若干个圆形翻转料盘,圆形翻转料盘的外周均布开设若干个角钢放置豁口,圆形翻转料盘表面开设两组沿圆形翻转料盘中心对称设置的检测孔,圆形翻转料盘侧方安装第二传感器和第三传感器,第二传感器的检测信号方向朝向检测孔,第三传感器的检测信号方向朝向机械翻转机构前端;所述磁力翻转机构包括若干个翻转手抓,翻转手抓的侧方设置第五传感器和第六传感器。
2.根据权利要求1所述的角钢自动识别拆垛和缓存上料系统,其特征在于,第一翻转轴转动安装在若干个翻转支架上端部,若干个圆形翻转料盘间隔安装在第一翻转轴上,左端的翻转支架的左侧安装翻转电机,所述翻转电机的转轴通过电机减速器和联轴器连接第一翻转轴右端部,电机减速器下方安装支撑架。
3.根据权利要求2所述的角钢自动识别拆垛和缓存上料系统,其特征在于,所述角钢放置豁口一侧上端一体成型设置限位凸块,限位凸块的凸起方向与圆形翻转料盘的转动方向一致。
4.根据权利要求1所述的角钢自动识别拆垛和缓存上料系统,其特征在于,第二翻转轴通过若干个固定支架安装在地面上,固定支架的上端部设置有轴承座,第二翻转轴转动安装在轴承座中,最左端的固定支架的左侧安装往复电机,所述往复电机的转轴通过电机减速器和联轴器连接第二翻转轴右端部,电机减速器下方安装支撑架,翻转手抓固定安装在第二翻转轴上。
5.根据权利要求1所述的角钢自动识别拆垛和缓存上料系统,其特征在于,所述横移上料台包括若干台平行设置的横移上料机,自左至右相邻两台横移上料机的间距逐步变小,横移上料机端部分别转动连接在传动轴的外周,所述传动轴通过第一链传动组件与上料电机的输出轴转动连接,上料电机安装在传动轴中段下方的地面上。
6.根据权利要求5所述的角钢自动识别拆垛和缓存上料系统,其特征在于,横移上料机的前端拆垛工位上设置磁吸块,磁吸块为电磁铁结构,前端拆垛工位前部安装第一传感器和限位挡块。
7.根据权利要求1所述的角钢自动识别拆垛和缓存上料系统,其特征在于,桁架机器人包括安装在地面上的支撑桁架,三维移动的安装杆活动安装在支撑桁架上,所述安装杆下端均布安装若干个磁吸手抓,磁吸手抓下端设置有一组电磁铁,最左侧的磁吸手抓上设置有光电传感器,光电传感器包括三个横向排列的单体传感器。
8.根据权利要求1所述的角钢自动识别拆垛和缓存上料系统,其特征在于,所述横移输送机构包括若干台平行设置的链式输送机,所述链式输送机的前后端分别设置有前端链轮和后端链轮,前端链轮和后端链轮通过横移输送链条啮合传动连接,中间的链式输送机左侧地面上安装输送电机,输送电机的转轴上的转轮通过第二链传动机构与输送轴上的主动轮啮合传动连接,所述输送轴上对应横移输送链条的位置设置有若干个从动轮,从动轮与横移输送链条啮合传动连接,链式输送机的前端上表面安装输送挡块,输送挡块右侧安装第四传感器。
9.角钢自动识别拆垛和缓存上料方法,其特征在于,应用如权利要求1所述的角钢自动识别拆垛和缓存上料系统,包括以下步骤:
10.根据权利要求9所述的角钢自动识别拆垛和缓存上料方法,其特征在于,步骤5中,磁力翻转机构靠前的第六传感器检测到翻转手抓并向上位机发出信号,上位机控制往复电机反向转动使翻转手抓复位;翻转手抓复位后,磁力翻转机构靠后的第五传感器检测到翻转手抓并向上位机发出信号,上位机控制横移输送机构继续输送角钢。
技术总结本发明属于角钢技术领域,涉及角钢自动识别拆垛和缓存上料系统及方法,用于角钢生产线的拆垛和上料。角钢自动识别拆垛和缓存上料系统,包括桁架机器人,在桁架机器人覆盖范围内自后端至前端设置横移上料台、机械翻转机构、横移输送机构、磁力翻转机构和上料辊道,桁架机器人侧方设置视觉识别装置;机械翻转机构包括圆形翻转料盘,圆形翻转料盘的外周均布开设角钢放置豁口,圆形翻转料盘表面开设两组沿圆形翻转料盘中心对称设置的检测孔,圆形翻转料盘侧方安装第二传感器和第三传感器,第二传感器的检测信号方向朝向检测孔,第三传感器的检测信号方向朝向机械翻转机构前端。本发明能够识别角钢的状态,对呈正V形的角钢与呈倒V形的角钢分类自动抓取放置。技术研发人员:燕飞东,张嘉玮,阮盼盼,王帅,吴福通,孔凡强,时培征,王善博,张建兵受保护的技术使用者:山东未来智能技术有限公司技术研发日:技术公布日:2024/10/17本文地址:https://www.jishuxx.com/zhuanli/20241021/318802.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。