角钢智能双端激光切角加工系统及方法与流程
- 国知局
- 2024-10-09 15:26:46
本发明属于角钢加工,具体涉及一种角钢智能双端激光切角加工系统及方法,自动完成角钢翻转上料和激光切角等操作。
背景技术:
1、传统的电力铁塔角钢生产线中,角钢切角装置主要包括:正v形动力辊输送线、磁吸翻转机构、倒v形动力辊切角加工输送线及定位挡停机构、双机器人等离子切角装置等设备。
2、现有的角钢切角作业工序,主要存在以下技术缺陷:
3、1.采用传统正v形动力辊输送线时,依靠输送辊与角钢的接触面摩擦力提供输送驱动力,在输送线启动提速阶段,由于静摩擦力较小或角钢接触面不平、与动力辊未完全接触等原因,会存在打滑现象,导致角钢的运输时间过长;2.双机器人等离子切角装置在遇到需要双端切角的角钢时,采用的是串行加工方式,即先完成末端切角加工后再通过切角加工输送线输送至前端加工位,进行角钢二次定位后完成前端切角加工。上述方法使角钢在进行切角加工时需要时间较长,降低了加工效率。
技术实现思路
1、为了解决上述技术问题,本发明提供一种角钢智能双端激光切角加工系统及方法,本发明所采用的技术方案如下:
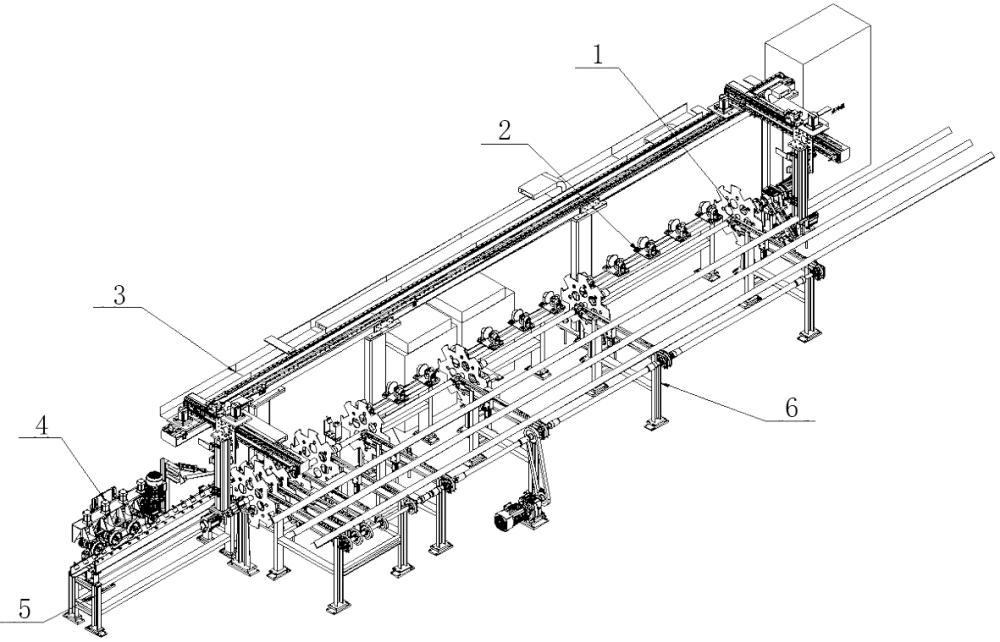
2、角钢智能双端激光切角加工系统,包括上料料道和横移输送机构,上料料道左端部上方设置压料输送机构,上料料道前侧设置翻转机构,翻转机构前侧设置横移输送机构,激光切角机构安装在横移输送机构上方;
3、所述翻转机构包括翻转轴、等分圆盘和翻转电机,所述翻转轴的右端设置翻转电机,所述翻转电机的转轴通过电机减速器和联轴器连接翻转轴的右端部,所述翻转轴上设置若干个等分圆盘,等分圆盘外周均布开设若干个角钢抓取和放置豁口,所述角钢抓取和放置豁口右侧上端一体成型设置有限位凸块,限位凸块的凸起方向与等分圆盘的转动方向一致,所述等分圆盘的表面沿圆心均布设置与角钢抓取和放置豁口数量相同的检测孔,中间位置的等分圆盘一侧设置第二光电传感器,第二光电传感器的检测信号方向朝向检测孔;
4、所述激光切角机构包括三轴桁架、一对激光切角机和一对摆动电机,所述摆动电机安装在所述三轴桁架的长度方向两端,所述激光切角机安装在摆动电机的摆动轴端部。
5、优选的,所述压料输送机构包括压料底座,压料底座安装在架体左端侧上方,压料底座前端活动设置上下移动的压料滑板,压料滑板的前端设置从动底座,从动底座前端设置多组竖向导轨,竖向导轨上滑动连接辊轮底座,从动底座上端设置若干个第一调整气缸,第一调整气缸的推杆通过浮动接头与辊轮底座连接,各辊轮底座下端均设置链传动组件,辊轮底座前端设置减速电机,减速电机的输出轴与链传动组件传动连接,各链传动组件的转轴前端转动连接压送辊轮,压送辊轮下方设置两排平行对称分布的圆柱辊组,两排圆柱辊组用于支撑和输送正v形角钢,两排圆柱辊组之间设置推料底座,推料底座下端开内丝孔与推料电机转轴处延伸的丝杠配合传动连接,推料电机安装在架体右端,推料底座上端通过销轴与推料爪右端转动连接,推料底座下表面滑动安装在推料导轨上,推料导轨安装在架体上,右端圆柱辊组上方设置支撑架,支撑架上端安装压料气缸,压料气缸左侧架体上安装位置传感器,压料气缸下方设置连杆,连杆最左端与支撑架通过销轴转动连接,连杆中部与压料气缸的推杆活动连接,连杆最右端设置阻尼轮,压送辊轮右侧架体上安装第一接近开关,架体最右端安装第二接近开关,推料爪下方的架体上安装第一光电传感器。
6、优选的,压料底座前侧面两端设置一对平行竖直导轨,压料底座前端活动设置与竖直导轨滑动连接的压料滑板,压料滑板下端连接第二调整气缸的活塞杆上端,第二调整气缸的底部安装在架体上。
7、优选的,所述翻转轴通过若干个竖直的翻转支架支撑,所述翻转支架底部连接有水平的支架底板,支架底板的边沿位置开设地脚螺杆通孔,所述翻转支架顶部安装轴承座,翻转轴与轴承座转动连接,电机减速器下方安装支撑架。
8、优选的,所述横移输送机构包括链板式输送机和输送电机,输送电机的输出轴通过同步带与传动轴的主动带轮传动连接,所述传动轴上设置与链板式输送机相对应的从动链轮,所述从动链轮与链板式输送机的链板输送带传动连接,链板式输送机的中部位置设置一级定位挡块,一级定位挡块下方设置挡块气缸,一级定位挡块与挡块气缸的推杆连接,链板式输送机上与一级定位挡块对应的位置安装一级接近开关。
9、优选的,链板式输送机前端设置二级定位挡块,二级定位挡块为直角l形结构,二级定位挡块前方安装二级接近开关。
10、优选的,三轴桁架的x轴支架与上料料道的长度方向平行设置,一对y轴支架一端通过导轨滑动安装在x轴支架两端,x轴位移装置安装在y轴支架端部,固定板上部侧面通过导轨滑动安装在y轴支架上,y轴位移装置安装在固定板上方,z轴支架通过导轨滑动安装在固定板上,z轴位移装置安装在固定板侧面,摆动电机安装在z轴支架下端部,激光切角机安装在摆动电机的摆动轴端部。
11、角钢智能双端激光切角加工方法,应用前述的角钢智能双端激光切角加工系统,包括以下步骤:
12、步骤1、压料输送机构将角钢输送到上料料道上;
13、步骤2、上位机接收到第二接近开关发送的信号后,控制翻转电机启动,翻转电机驱动电机减速器旋转,电机减速器带动翻转轴和等分圆盘转动,等分圆盘上的角钢抓取和放置豁口自动抓取到上料料道上的正v形角钢,等分圆盘转动约二分之一圆周后,等分圆盘接收的角钢呈倒v形滑落至横移输送机构上,第二光电传感器扫描到检测孔后向上位机发送检测信号,上位机控制翻转电机间歇暂停;
14、步骤3、横移输送机构将倒v形角钢向前方输送,并且在适当的位置使角钢暂停输送等待切角作业;
15、步骤4、上位机控制激光切角机在三轴桁架上进行三维移动,直至准确到达角钢两端的上方,上位机控制摆动电机启动,摆动电机的摆动轴控制激光切角机向前45度及向后45度摆动,对角钢两面进行切割。
16、优选的,步骤1中,由上道工序的机器提供推力将角钢的右端部推送至压送辊轮下方,第一接近开关向上位机发送信号,上位机控制第二调整气缸使压送辊轮下降,压送辊轮压紧角钢;上位机控制启动减速电机使压送辊轮转动,带动角钢向前进给;位置传感器检测到有角钢来料,位置传感器向上位机发送信号,上位机控制压料气缸启动使阻尼轮向下移动压住角钢辅助压紧,第一光电传感器检测到角钢完全通过推料爪后向上位机发送信号,上位机控制推料电机启动,经丝杠传动使推料爪向右移动,角钢整体被推至上料料道上方;第二接近开关检测到角钢左端已经离开架体,第二接近开关向上位机发送信号,上位机控制推料电机反转使推料爪复位,上位机控制压料气缸反向运动使压料气缸复位。
17、优选的,步骤3中,横移输送机构上设置一级定位挡块、一级接近开关、二级定位挡块和二级接近开关,一级接近开关检测到前方有角钢到来后,向上位机发送信号,上位机控制一级定位挡块升起到高于横移输送机构上表面;一级接近开关检测到角钢被一级定位挡块阻挡一定时间后向上位机发送信号,上控机控制激光切角机构动作对角钢切角,切角完成后上位机控制一级定位挡块复位;二级接近开关检测到角钢被二级定位挡块阻挡一定时间后,向上位机发出信号,上位机控制其它装置将切角后的角钢下料。
18、本发明的有益效果:
19、1、本发明设置有压料输送机构,在输送过程中通过压送辊轮对角钢进行挤压输送,避免了角钢在输送线上出现打滑的现象;2、本发明翻转机构采用了多个等分圆盘对角钢进行翻转,在使用时等分圆盘做单向圆周运动即可完成对角钢的翻转,不需要进行复位,提高了翻转效率;3、本发明采用了三坐标式激光切角机,设置有双激光切角机,各激光切角机可以多向运动,能够同时对角钢的两端进行切角工序,提高了工作效率。
本文地址:https://www.jishuxx.com/zhuanli/20241009/308773.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
自动冲压生产线的制作方法
下一篇
返回列表