一种用于力矩管的分管及上管的全自动装置的制作方法
- 国知局
- 2024-10-09 15:24:23
本发明涉及太阳能配件生产制造领域,具体的说,本发明涉及一种用于力矩管的分管及上管的全自动装置。
背景技术:
1、
2、光热发电技术具有环境友好、可再生、高效等特点,是一种具有很大潜力的新型清洁能源。作为一种新兴的清洁能源,光热发电市场规模正在逐渐扩大。
3、支架是撑起光热电站太阳岛的脊梁,力矩管是其关键组成部分,力矩管为长6.2米的直缝电焊钢管。一个光热电站需要上万根力矩管焊件,人工完成这么大量的生产,不仅劳动强度大,效率低下,不能满足供货周期的要求,而且质量难于保证。大批量的生产,必须依靠自动焊接生产线。然而传统的焊接生产线的分管、上管依然是人工完成。依靠人工分管、上管效率十分低下,不能适应自动焊接生产线的需要。
4、针对现有技术存在的以上不足,提出本发明。
技术实现思路
1、为解决人工分管、上管效率低下,适应大批量生产的需要,本发明提供一种用于力矩管的分管及上管的全自动装置,减轻人工劳动强度,大幅提高生产效率,实际使用效果良好。
2、本发明的技术方案是:
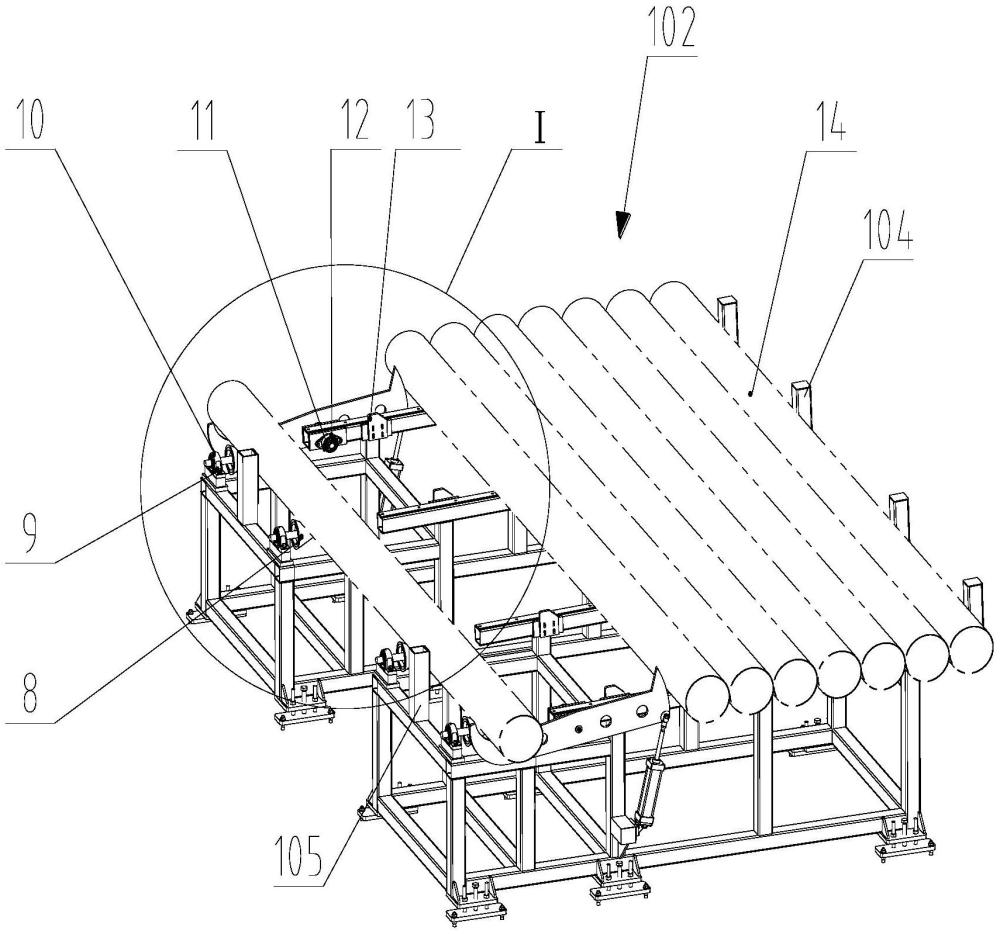
3、一种用于力矩管的分管及上管的全自动装置,包括依据力矩管14长度设置的至少一个的机架总成1,机架总成1总体为框架结构,机架总成1包括搬运区101和物料区102,其中,
4、物料区102为包括支撑底杆103、后挡杆104、挡板13围成的用于容纳力矩管14的半开放式框架;支撑底杆103为倾斜设置;
5、搬运区101包括,前档杆105,位于前档杆105两侧位置处设置有安装在机架总成1的立式带座轴承10,立式带座轴承10上安装有用于支撑并转运力矩管14的包胶v型辊8;
6、以及,通过转轴11安装在机架总成1至少一侧的带钩拨叉3,带钩拨叉3一端末端设置为包络圆弧面,圆弧内径大于力矩管14的外径;带钩拨叉3的另一端向上延伸设置有尖锐勾头,尖锐勾头的外侧为圆弧面;
7、一带缓冲气缸6,带缓冲气缸6的活塞杆端连接至尖锐勾头的外侧圆弧面的圆弧部,带动带钩拨叉3绕转轴11转动,带缓冲气缸6通过气缸支座5固定在机架总成1的外侧;
8、转运力矩管14物料至物料区102,剪开捆绑的钢条,力矩管14会沿倾斜的支撑底杆103斜面滚动而自动分开排列,直到最前面的一根碰到挡板13后停下;
9、启动带缓冲气缸6,带缓冲气缸6带动带钩拨叉3沿转轴11逆时针转动,带钩拨叉3的勾头自然将第一根力矩管14带进带钩拨叉3,随着带钩拨叉3的转动,力矩管14顺势滚到带钩拨叉3的另一端的包络圆弧面,同时带钩拨叉3勾头外侧的圆弧面挡住下一根力矩管14,阻止其继续往前滚动,完成分管;
10、此时带缓冲气缸6带着带钩拨叉3及力矩管14缓慢下落,力矩管14正好落在包胶v型辊8的中心;
11、带钩拨叉3继续下落,直到与力矩管14完全脱开而停止;
12、外置机械手推动力矩管14沿包胶v型辊8缓缓滑动进入下一定位装置;
13、带缓冲气缸6的活塞杆收回,带动带钩拨叉3沿转轴11顺时针转动,带钩拨叉3勾头外侧的圆弧面脱开,下一根力矩管14顺支撑底杆103斜面滚到挡板13位置停下,完成第一根力矩管14的分管、上管;
14、重复以上动作,顺次完成所有力矩管14的上料。
15、优选地,所述的机架总成1为两个并排设置,可根据力矩管14的长度,调整两个机架总成1的间距。
16、优选地,所述的带钩拨叉3的安装过程为:在支撑底杆103的末端侧面装上带菱形座轴承12,在带钩拨叉3的方孔中装入转轴11,用压板2与内六角圆柱头螺钉9紧固,再将转轴11的另一端套入带菱形座轴承12孔内并紧固。
17、优选地,所述的带钩拨叉3材质为非金属材料油尼龙,
18、优选地,所述包胶v型辊8为两个相对对顶设置的锥形结构,包胶v型辊8表面包覆层为聚氨酯,为减轻重量,包胶v型辊8的两端挖设有槽。
19、优选地,支撑底杆103为倾斜角度为2°~5°。
20、优选地,所述的支撑底杆103表面贴附有胶垫7。
21、优选地,所述的机架总成1的下端安装有可调地脚4。
22、有益效果:
23、本发明的特别之处在于:
24、1、机架总成1为两件分开排列,可根据力矩管14的长度,方便地调整间距;
25、2、机架总成1的物料区自身有2°~5°倾斜,便于力矩管14能够利用自身重力沿斜面滚动;
26、3、可调地脚4能方便地调整机架总成1的高度,与下一工位对接;
27、4、带缓冲气缸6,能使力矩管14落下时速度放缓,避免产生冲击;
28、5、胶垫7及包胶v型辊8能有效避免力矩管14因表面摩擦产生划痕;
29、6、带钩拨叉3前端为勾头,末端为包络圆弧,沿转轴11转动,保证力矩管14移位后正好落在包胶v型辊8的中心;
30、7、本装置为框架式结构,稳定性好;结构简单,制作成本低;传动方式可靠,可以适用于不同长度的力矩管14;操作简单,降低了人工成本,大大提高了生产效率。
31、实际使用效果:
32、使用本装置已完成多批力矩管的生产,大幅缩短了分管、上管时间,减轻了人工劳动强度,极大地提高了生产效率。
技术特征:1.一种用于力矩管的分管及上管的全自动装置,其特征在于,包括依据力矩管(14)长度设置的至少一个的机架总成(1),机架总成(1)总体为框架结构,机架总成(1)包括搬运区(101)和物料区(102),其中,
2.根据权利要求1所述的一种用于力矩管的分管及上管的全自动装置,其特征在于,所述的机架总成(1)为两个并排设置,可根据力矩管(14)的长度,调整两个机架总成(1)的间距。
3.根据权利要求1所述的一种用于力矩管的分管及上管的全自动装置,其特征在于,所述的带钩拨叉(3)的安装过程为:在支撑底杆(103)的末端侧面装上带菱形座轴承(12),在带钩拨叉(3)的方孔中装入转轴(11),用压板(2)与内六角圆柱头螺钉(9)紧固,再将转轴(11)的另一端套入带菱形座轴承(12)孔内并紧固。
4.根据权利要求1所述的一种用于力矩管的分管及上管的全自动装置,其特征在于,所述的带钩拨叉(3)材质为非金属材料油尼龙。
5.根据权利要求1所述的一种用于力矩管的分管及上管的全自动装置,其特征在于,所述包胶v型辊(8)为两个相对对顶设置的锥形结构,包胶v型辊(8)表面包覆层为聚氨酯,为减轻重量,包胶v型辊(8)的两端挖设有槽。
6.根据权利要求1所述的一种用于力矩管的分管及上管的全自动装置,其特征在于,支撑底杆(103)为倾斜角度为2°~5°。
7.根据权利要求1所述的一种用于力矩管的分管及上管的全自动装置,其特征在于,所述的支撑底杆(103)表面贴附有胶垫(7)。
8.根据权利要求1所述的一种用于力矩管的分管及上管的全自动装置,其特征在于,所述的机架总成(1)的下端安装有可调地脚(4)。
技术总结本发明公开了一种用于力矩管的分管及上管的全自动装置,包括依据力矩管长度设置的至少一个的机架总成,机架总成总体为框架结构,机架总成包括搬运区和物料区,物料区为包括支撑底杆、后挡杆、挡板围成的用于容纳力矩管的半开放式框架;支撑底杆为倾斜设置;搬运区包括,前档杆,位于前档杆两侧位置处设置有安装在机架总成上的立式带座轴承,立式带座轴承上安装有用于支撑并转运力矩管的包胶V型辊;通过转轴安装在机架总成至少一侧的带钩拨叉,带钩拨叉一端末端设置为包络圆弧面,圆弧内径大于力矩管的外径;带钩拨叉的另一端向上延伸设置有尖锐勾头,尖锐勾头的外侧为圆弧面。技术研发人员:孙琦,郝立民,康贤成,崔鹏飞,高志祥受保护的技术使用者:南京轻机包装机械有限公司技术研发日:技术公布日:2024/9/29本文地址:https://www.jishuxx.com/zhuanli/20241009/308630.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表